Data de publicação: 02/04/2019
O PRESIDENTE DO INSTITUTO NACIONAL DE METROLOGIA, NORMALIZAÇÃO E QUALIDADE INDUSTRIAL – INMETRO, no uso de suas atribuições, conferidas no § 3º do artigo 4º da Lei n.º 5.966, de 11 de dezembro de 1973, no inciso I do artigo 3º da Lei n.º 9.933, de 20 de dezembro de 1999, no inciso V do artigo 18 da Estrutura Regimental da Autarquia, aprovada pelo Decreto n.° 6.275, de 28 de novembro de 2007;
Considerando a alínea f do subitem 4.2 do Termo de Referência do Sistema Brasileiro de Avaliação da Conformidade, aprovado pela Resolução Conmetro n.º 04, de 02 de dezembro de 2002, que atribui ao Inmetro a competência para estabelecer as diretrizes e critérios para a atividade de avaliação da conformidade;
Considerando o Decreto n.º 96.044, de 18 de maio de 1988, que aprova o Regulamento para Transporte Rodoviário de Produtos Perigosos;
Considerando que o Inmetro ou entidade por ele acreditada, consoante o disposto no § 1º do artigo 4º, do Regulamento para o Transporte Rodoviário de Produtos Perigosos, deve atestar a adequação dos veículos e dos equipamentos rodoviários destinados ao transporte de produtos perigosos, nos termos dos seus regulamentos técnicos;
Considerando o disposto no inciso I do artigo 22 do Regulamento supramencionado referente à expedição, pelo Inmetro ou entidade por ele acreditada, do Certificado de Capacitação para o Transporte Rodoviário de Produtos Perigosos a Granel, atualmente denominado de Certificado de Inspeção para o Transporte de Produtos Perigosos – CIPP;
Considerando os artigos constantes do Capítulo IV do Regulamento antedito, que trata dos deveres, das obrigações e das responsabilidades dos fabricantes, dos contratantes, dos expedidores, dos destinatários, e dos transportadores que operam na área de produtos perigosos;
Considerando que os veículos e os equipamentos rodoviários, que transportam produtos perigosos, só podem trafegar após a comprovação de atendimento aos requisitos e condições de segurança estabelecidas no Código de Trânsito Brasileiro – CTB e nas Resoluções do Conselho Nacional de Trânsito – Contran;
Considerando a Portaria Inmetro n.º 457, de 22 de dezembro de 2008, que publicou o Regulamento Técnico da Qualidade 5 – Inspeção de Veículos Rodoviários Destinados ao Transporte de Produtos Perigosos;
Considerando a necessidade de aperfeiçoamento dos requisitos estabelecidos nos Regulamentos Técnicos da Qualidade da área de produtos perigosos e no “Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte de Produtos Perigosos”, publicados pela Portaria Inmetro n.º 197, de 03 de dezembro de 2004, resolve baixar as seguintes disposições:
Folha 02 da Portaria n.º 91, de 31 de março de 2009.
Art. 1º Aprovar a revisão dos Regulamentos Técnicos da Qualidade da área de produtos perigosos e do “Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte de Produtos Perigosos”, disponibilizados no sitio www.inmetro.gov.br ou no endereço abaixo:
Instituto Nacional de Metrologia, Normalização e Qualidade Industrial – Inmetro Divisão de Programas de Avaliação da Conformidade – Dipac
Rua Santa Alexandrina 416 – 8º andar – Rio Comprido 20261-232 Rio de Janeiro – RJ
Art. 2º Cientificar que a Consulta Pública que originou os Regulamentos e o Glossário ora aprovados foi divulgada pela Portaria Inmetro n.º 351, de 13 de setembro de 2007, publicada no Diário Oficial da União (DOU), de 15 de setembro de 2007, seção 01, página 61.
Art. 3º Determinar que, no prazo máximo de 06 (seis) meses a partir da data de publicação desta Portaria no DOU, os Organismos de Inspeção Acreditados (OIA) e os representantes da Rede Brasileira de Metrologia Legal e Qualidade (RBMLQ), que realizam inspeção em veículos e equipamentos rodoviários que transportam produtos perigosos, deverão observar os requisitos estabelecidos nos Regulamentos ora nominados e aprovados: “Inspeção Periódica de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Gás Cloro Liquefeito” (RTQ 1i), “Inspeção na Construção de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Gás Cloro Liquefeito” (RTQ 1c), “Inspeção Periódica de Equipamentos para o Transporte Rodoviário de Produtos a Granel – Grupos 3 e 27E” (RTQ 3i), “Inspeção na Construção de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Grupos 3 e 27E” (RTQ 3c), “Inspeção Periódica de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Grupos 6 e 27D” (RTQ 6i), “Inspeção na Construção de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Grupos 6 e 27D” (RTQ 6c), “Inspeção Periódica de Equipamentos com Pressão Máxima de Trabalho Admissível de 690 kPa para o Transporte Rodoviário de Produtos Perigosos a Granel – Líquidos” (RTQ 7i), “Inspeção na Construção de Equipamentos com Pressão Máxima de Trabalho Admissível de 690 kPa para o Transporte Rodoviário de Produtos Perigosos a Granel – Líquidos” (RTQ 7c), “Pára-choque Traseiro de Veículos Rodoviários para o Transporte de Produtos Perigosos – Construção, Ensaio e Instalação” (RTQ 32), “Inspeção de Revestimento Interno de Equipamentos para o Transporte Rodoviário de Produtos Perigosos a Granel – Aplicação e Periódica” (RTQ 36) e “Inspeção Periódica de Carroçarias de Veículos Rodoviários para o Transporte de Produtos Perigosos” (RTQ CAR).
Art. 4º Determinar que, no prazo máximo de 06 (seis) meses a partir da data de publicação desta Portaria no DOU, no preenchimento dos documentos técnicos, concernentes à inspeção de veículos e equipamentos rodoviários que transportam produtos perigosos, deverão ser utilizados os termos constantes no “Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte de Produtos Perigosos” ora aprovado.
Folha 03 da Portaria n.º 91, de 31 de março de 2009.
Art. 5º Determinar que, no prazo máximo de 12 (doze) meses a partir da data de publicação desta Portaria no DOU, as espessuras mínimas específicas referentes ao corpo dos tanques de carga construídos segundo os requisitos estabelecidos no RTQ 7c ora aprovado, deverão atender aos valores constantes nas tabelas do Department of Transportation – DOT.
Art. 6º Determinar que, no prazo máximo de 06 (seis) meses a partir da publicação desta Portaria no DOU, todos os tanques de carga de compartimento único, em operação, que possuem mais de 03 (três) quebra-ondas e que transportam produtos perigosos dos grupos 2(A, B, C, D e E) e 7A, deverão possuir boca de ventilação com diâmetro de 50 (cinqüenta)mm, conforme estabelecido no RTQ 7c ora aprovado.
Art. 7º Determinar que a fiscalização do cumprimento das disposições contidas nesta Portaria, em todo o território nacional, estará a cargo do Inmetro e das entidades de direito público a ele vinculadas por convênio de delegação.
Parágrafo Único. A fiscalização observará os prazos estabelecidos nos artigos 3º, 4º, 5º e 6º desta Portaria.
Art. 8º Revogar, 06 (seis) meses após a data de publicação deste instrumento, a Portaria Inmetro n.º 197, de 03 de dezembro de 2004, e as demais disposições em contrário.
Art. 9º Esta Portaria entrará em vigor na data de sua publicação no DOU.
JOÃO ALZIRO HERZ DA JORNADA

1. Abaulamento
Deformação que altera a forma original do tanque, provocando concavidade ou convexidade.
2. Acessórios
Dispositivos apostos ao equipamento, podendo ou não entrar em contato direto com o produto a ser transportado pelo tanque de carga.
3. Ângulo de Saída
Maior ângulo entre o plano de apoio e um plano tangente aos arcos dos raios estáticos dos pneus (atrás do eixo veicular), de tal forma que nenhum ponto de qualquer elemento rigidamente fixado ao veículo, simultaneamente mais baixo e mais recuado, situado atrás do eixo veicular, esteja dentro desses 02 (dois) planos (NBR 11413 – TB-386).
4. Antepara
Fechamento estanque da seção transversal do tanque de carga dividindo o mesmo em compartimentos estanques.
5. Aterramento
Formado por interligação elétrica do tanque e seus implementos de modo a assegurar a descarga de eletricidade estática nos pontos de carga e descarga.
6. Avaria por Fogo
Deformação causada por fogo ou calor radiante e intenso.
7. Balanço Traseiro
Distância entre o plano vertical, passando pelo centro das rodas do eixo veicular mais afastado e o ponto mais recuado de qualquer parte rigidamente fixada no veículo (NBR 11413 – TB-386).
8. Banda de Rodagem
Parte do pneu que entra em contato com o solo, constituído de elastômeros, produtos têxteis e outros materiais, com determinada forma e desenho, a fim de permitir a aderência ao solo e resistência ao desgaste.
9. Barreira Química ou Liner
Camada do revestimento resistente ao meio químico e à abrasão.
10. Berço
Suporte estrutural, localizado em pontos pré-definidos, acoplado ao costado do tanque fazendo parte do sistema de fixação do tanque ao chassi.
11. Bebida Alcoólica
Bebida alcoólica é considerada como produto perigoso, quando for uma solução aquosa com concentração alcoólica acima de 24% em volume.
12. Bitrem
Designação dada a combinação de veículos de carga na formação de caminhão trator com 02 (dois) semi-reboques.
13. Boca de Visita ou Abertura de Inspeção
Abertura destinada a permitir o acesso ao interior do tanque, podendo também ser utilizada como conexão para enchimento.
14. Caçamba Intercambiável
Carroçaria móvel para carga, aberta convencional, contendo dispositivos para fixação desta ao chassi de veículo com mecanismo operacional.
15. Calota do Tanque de Carga
Fechamento estanque da seção transversal do tanque, nas extremidades do mesmo.
16. Camisa (Jaqueta)
Revestimento externo, cobertura, blindagem externa: é a camada que retém o material sólido termicamente isolante, localizado entre o corpo do tanque e a camisa ou revestimento.
17. Camada Base
Argamassa constituída de resina e cargas minerais balanceadas, com coeficiente de dilatação térmico equivalente ao do substrato.
18. Caminhonete
Veículo destinado ao transporte de carga com massa bruta total de até 3.500kg.
19. Camioneta
Veículo de uso misto destinado ao transporte de passageiros e carga no mesmo compartimento.
20. Caminhão Tanque
Veículo rodoviário automotor equipado com tanque de carga montado sobre chassi.
21. Caminhão Trator
Veículo rodoviário de tração, com no mínimo quatro rodas, construído e destinado a tracionar um semi-reboque ou eventualmente reboque.
22. Capacidade Geométrica
Volume total do tanque de carga destinado à distribuição e acondicionamento manuseio (volume cheio de água), expresso em litros.
23. Capacidade Útil
Quantidade do produto, correspondente a um percentual da capacidade geométrica, expressa em unidades de massa ou volume.
24. Capela (Abrigo)
Estrutura podendo ser metálica ou não, podendo ser de outro material como fibra de vidro, para proteção das válvulas, medidores de pressão e instrumentos, contra as intempéries.
25. Características Construtivas Estruturais do Equipamento
São consideradas características construtivas: materiais empregados, formas geométricas, comprimento, volume, diâmetro interno, número de compartimentos, tipo de calotas, número de bocas de visita, número de quebra-ondas, número de anéis de reforço, proteções contra tombamento, acessórios e outros.
26. Carcaça do Pneu
Estrutura resistente do pneu, constituída de uma ou mais camadas sobrepostas de lonas.
27. Carga Fracionada (Transporte)
Quando o produto tem embalagem própria, podendo ser transportado individualmente ou dividindo o espaço com outros produtos devidamente embalados em um compartimento fechado, podendo ser outra embalagem maior ou mesmo em um veículo rodoviário de carroçaria aberta ou fechada, tipo furgão.
28. Carga a Granel (Transporte)
Quando o produto é transportado sem qualquer embalagem, contido apenas pelo equipamento rodoviário de transporte, seja ele tanque de carga, conteiner-tanque ou caçamba.
29. Carroçaria
Parte do veículo rodoviário, destinada a acomodar o condutor, os passageiros ou as cargas. Em geral é ela que indica o serviço para o qual se destina o veículo.
30. Carroçaria para Cargas
Parte do veículo rodoviário, destinada a acomodar e transportar cargas.
31. Carroçaria Furgão (fechada / baú)
Carroçaria com compartimento de carga fixo, teto rígido e totalmente fechado, destinada ao transporte de cargas.
32. Carroçaria Plataforma (Aberta)
Carroçaria para carga, aberta convencional, com grade dianteira fixa e grades laterais e grade traseira escamoteáveis ou não.
33. Catalisador
Produtos utilizados como auxiliares no processo de aplicação da resina.
34. CIPP
Certificado de Inspeção para o Transporte de Produtos Perigosos do Inmetro que atesta o atendimento do veículo/equipamento rodoviário aos requisitos dos RTQ do Inmetro, para o transporte rodoviário de produtos perigosos.
35. Cinta de Fixação
Anéis compostos de várias camadas de fibras e resina que circundam o costado para fixação dos berços no tanque de carga fabricado em plástico reforçado com fibra de vidro.
36. Cinta de Reforço
Cinta que envolve todo o perímetro do costado do tanque de carga fabricado em plástico reforçado com fibra de vidro, para aumentar a resistência do costado. Pode ser construída de várias camadas de fibras ou ainda ser constituída de anéis metálicos ou de fibras, preenchidos internamente.
37. Cofre de Expansão
Parte superior do tanque destinada a receber as variações de volume, ocasionadas pelas variações de temperatura.
38. Compartimento
Espaço estanque em um tanque de carga, operando independentemente.
39. Conteiner -Tanque
Tanque de carga envolvido por uma estrutura metálica suporte padronizada conforme norma ISO, permitindo o manuseio e o transporte em qualquer modal, contendo dispositivos de canto para a fixação deste ao chassi porta-conteiner, para o modal terrestre.
40. Corpo de Prova
Fração do revestimento com iguais características construtivas e estruturais, aplicado sobre base metálica.
Fração do costado ou calotas de um equipamento, construído ou revestido, com iguais características construtivas e estruturais, para execução de ensaios ou servir de testemunho.
41. Corpo do Tanque de Carga
Superfície do tanque incluindo o costado, as calotas, quebra-ondas e anteparas.
42. Costado do Tanque de Carga
Superfície do tanque excluindo as calotas (extremidades), quebra-ondas e anteparas.
43. Chassi
Parte do veículo rodoviário, constituída de componentes necessários ao seu deslocamento, e que suporta a carroçaria (NBR 5533 – TB-11 Parte VII).
44. CI
Certificado de Inspeção do Inmetro que atesta o atendimento do veículo rodoviário aos requisitos dos RTQ do Inmetro da área da segurança veicular.
45. Densidade de Enchimento (Em Massa)
Relação percentual entre a massa do produto e o da água que o tanque de carga pode transportar com a máxima capacidade geométrica nas condições de pressão a 18°C.
46. Densidade de Enchimento (Em Volume)
Percentagem em volume líquido a ser transportado em relação à máxima capacidade geométrica do tanque de carga.
47. Descontaminação
Processos de limpeza e de remoção de contaminantes, realizados nos equipamentos para transporte de produtos perigosos, proporcionando, de forma segura, o acesso de pessoas a estes para a realização dos serviços de inspeção periódica para capacitação, manutenção, reparo, reforma e verificação metrológica
48. Dispositivo de Alívio de Pressão
Constitui-se dos elementos destinados a impedir que a pressão interna do equipamento não ultrapasse os valores estipulados em normas tais como: válvulas de segurança, discos de ruptura, tampas valvuladas e válvulas de vácuo-pressão.
49. Dispositivo de Aquecimento
Qualquer aparato utilizado interna ou externamente em um equipamento de transporte, com o objetivo de aquecer o produto contido no interior do equipamento.
50. Dispositivo de Canto ou Dispositivo de Fixação
Mecanismo para interligar veículo porta-conteiner com o conteiner (podendo ser baú ou tanque), através de trava, pino ou encaixe de acoplamento.
51. Dispositivos de Fixação
Elementos estruturais que tornam o tanque de carga solidário ao chassi ou aos truques, sem permitir qualquer tipo de movimento podendo ser chamados de grampos.
52. Dispositivos Operacionais
Dispositivos mecânicos, pneumáticos, elétricos ou eletrônicos destinados ao acionamento e controle das operações do tanque de carga nas operações de carga e descarga.
53. Dispositivos de Segurança
Acessórios que minimizam os riscos em acidentes na operação do tanque de carga e em acidentes de trânsito, tais como: válvula de alívio, discos de ruptura, seção frágil em tubulação, aterramento, e outros.
54. Dolly
Veículo rebocado por meio de articulação, apoiado ou não sobre a unidade de tração do semi- reboque, e destinado a aliviar a carga sobre a unidade de tração, facilitando o deslocamento desta.
55. Domo
Componente para proteção mecânica da boca de visita e dos instrumentos circundantes, contra choque de objetos estranhos, tombamento e acidentes, podendo ou não possuir tampa de fechamento.
56. Eixo Auxiliar (3º Eixo)
Eixo veicular adaptado em veículo rodoviário, mediante reforço do chassi ou da plataforma da carroçaria, com a finalidade de proporcionar elevação de sua capacidade de carga.
57. Elementos de Apoio e Fixação
Elementos de apoio e fixação do tanque de carga ao chassi do veículo e ou da suspensão ou ao dispositivo de tração, podendo ser através de grampos, coxins, solda e outros meios. Ou ainda, elementos mecânicos que unem o equipamento com o chassi do veículo rodoviário. Podem ser rígidos, tipo grampo U ou semi-flexíveis, compostos de molas ou elastômeros.
58. Empalme
Chapa de reforço soldada ao corpo do tanque, para afixar um acessório ou elementos estruturais.
59. Ensaio de Estanqueidade
Ensaio que, utilizando ar comprimido e água, submete ao equipamento rodoviário a uma pressão interna efetiva não inferior a 25% da pressão máxima de trabalho admissível.
60. Equipamento Rodoviário
Conjunto formado pelo tanque de carga com seu sistema portante e dispositivos operacionais.
61. Equipamento Aprovado
Equipamento que após ser submetido à inspeção, satisfaz aos requisitos estabelecidos nos RTQ do Inmetro.
62. Equipamento Condenado
Equipamento que após ser submetido à inspeção, não satisfaz aos requisitos estabelecidos nos RTQ do Inmetro, não possui condições operacionais e é irrecuperável.
63. Equipamento Reprovado
Equipamento que após ser submetido à inspeção, não satisfaz aos requisitos estabelecidos nos RTQ do Inmetro, podendo ou não ser recuperado.
64. Equipamento Rodoviário para Gás Criogênico
Equipamento rodoviário que transporta gás criogênico, sendo composto de dois tanques, que denominamos: tanque interno, o qual entra em contato com o produto transportado e o tanque externo que envolve o tanque interno. Entre os dois há uma camada de material sólido de isolante térmico e vácuo, com a função de manter a temperatura interna até -228 °C. Esse equipamento não possui boca de visita, portanto para efetuar uma inspeção interna é necessário fazer cortes no tanque externo.
65. Espessura mínima admissível de projeto
É a mínima espessura requerida para o costado, calotas, quebra-ondas e anteparas para atender as especificações de transporte.
A espessura mínima de projeto é o maior valor dentre os seguintes:
a) valor mínimo obtido por cálculo;
b) valor mínimo constante nas exigências específicas do respectivo RTQ.
A espessura mínima de projeto é a espessura que deve ser mantida por toda vida útil do tanque de carga.
66. Flancos do Pneu
Parte do pneu compreendida entre os limites da banda de rodagem e os talões.
67. Freios de Emergência – Manete
Elementos que permitem reduzir a velocidade do veículo ou pará-lo em caso de falha do sistema de freio de serviço.
68. Freio de Estacionamento
Elementos que permitem manter o veículo estacionado, mesmo numa superfície inclinada, e particularmente na ausência do condutor.
69. Freio Hidráulico
Sistema de freio que atua nas sapatas de freio, através de ação de um cilindro hidráulico. A pressão do líquido de freio gerado mecanicamente pode ser ampliada através de servo acionador.
70. Freio Pneumático
Sistema de freio a ar comprimido gerado por um compressor e controlado por uma válvula reguladora de pressão, que aplica força na sapata de freio através da ação de um came “S” ou prisma acoplado à câmara de freio de serviço (cuíca).
71. Freio de Serviço
Todos os elementos que permitem reduzir a velocidade do veículo ou pará-lo durante o acionamento normal.
72. “G” – Força
Massa total do tanque de carga cheio com o produto a ser transportado, mais a massa de seus dispositivos operacionais, acessórios e implementos.
73. Gás Criogênico
Fluído com ponto de ebulição menor que -153 ºC sob condições de pressão de 1 (uma) atmosfera, e que tenha sido liquefeito por refrigeração.
74. Guarda Lateral, Guarda Traseira, Malhal, Sobre Guarda, Tampa Traseira
Guardas que compõem a carroçaria aberta.
75. Inertização
Substituição do gás remanescente, no interior do tanque, por nitrogênio, pelo processo de eliminação do gás remanescente e introdução de nitrogênio gasoso, até a porcentagem mínima de 97% de nitrogênio. A verificação da condição de inertização deve ser feita pela medição do percentual de oxigênio remanescente no interior do tanque, que deve ser menor que 3%, com medidores percentuais de oxigênio.
76. Inspeção
Ação de verificar, de observar, de examinar as prescrições que devem ser atendidas conforme um documento técnico preestabelecido, podendo ser incluído ensaios por instrumentos.
77. Integridade Estrutural
Capacidade intrínseca do equipamento de resistir aos esforços mecânicos normais de serviço e esforços extras devido ao método de carga ou descarga e aos esforços dinâmicos introduzidos pela via.
78. Isolamento Térmico
Material sólido termicamente isolante, que reveste o corpo do tanque de carga, externamente, dificultando a troca de energia térmica do produto transportado com meio ambiente externo.
79. Jaqueta
Ver definição de camisa (item 16).
80. Limpeza Interna do Equipamento (Tanque de Carga)
Ausência total de materiais sólidos estranhos, líquidos, gases e vapores no interior do tanque de carga.
81. Longarina
Elemento estrutural principal do quadro do chassi ou da carroçaria posicionado longitudinalmente no veículo (NBR 11412 – TB-385).
82. Lona de Pneu
Camada de fios de aço, poliamida (nylon), viscose (rayon) ou outros materiais, impregnados com elastômero, com as quais é constituída a carcaça do pneu.
83. Mossa
Deformação que altera a forma original do tanque, provocando concavidade.
84. OIA (OIC)
Organismo de Inspeção Acreditado (credenciado) pelo Inmetro (OIA-PP e OIA-SV), com competência técnica e idoneidade para assumir a responsabilidade da execução de serviços de inspeção.
85. OIVA
Organismo de Inspeção Veicular Acreditado pelo Inmetro, com competência técnica e idoneidade para assumir a responsabilidade da execução de serviços de inspeção (RTQ 5).
86. Órgão Delegado do Inmetro (RBMLQ-I)
Entidade nacional pública conveniada ao Inmetro, para executar a fiscalização e a inspeção de veículos e equipamentos rodoviários que transportam produtos perigosos, bem como para realizar a verificação metrológica de tanques rodoviários para transporte de combustíveis líquidos.
87. Pára-Barro
Protetor flexível instalado atrás das rodas do veículo rodoviário, destinado a impedir o arremessamento de barro, pedra, água e outros, provenientes da pista de rolamento.
88. Pára-Choque Traseiro
Dispositivo de proteção constituído de uma travessa, suportes e elementos de fixação para montagem, fixados à longarina do chassi do veículo rodoviário, destinado a reduzir os danos causados a este e a um outro veículo rodoviário que venha a colidir com a parte traseira do primeiro.
89. Suportes do Pára-Choque
Componentes do pára-choque que sustentam a fixação da travessa do mesmo.
90. Travessa do Pára-Choque
Barra transversal (na posição horizontal) a qual tem a função de receber e de absorver todo e qualquer impacto traseiro.
91. Pára-Choque Traseiro Escamoteável
O mesmo que pára-choque traseiro, porém equipado com sistema de articulação que permite a variação da posição da travessa do pára-choque traseiro, girando no sentido anti-horário (na vista lateral esquerda, do lado do condutor do veículo, do pára-choque) ou contrário à marcha do veículo, quando este se desloca para frente, em situação transitória, devendo voltar a posição de trabalho (na vertical) assim que um obstáculo ou uma depressão do plano de apoio das rodas do veículo for transposto.
92. Pára-Lama
Componente destinado a impedir que a lama, pedras e demais detritos, lançados por pneus quando o veículo rodoviário estiver em movimento, atinjam outras partes do mesmo, como também outros veículos ou pessoas que estejam nas proximidades.
93. Massa em Ordem de Marcha (Peso)
Massa do veículo a seco (item 94) mais a massa dos seguintes elementos:
- líquido de arrefecimento;
- combustível (reservatório abastecido, no mínimo, com 90% da capacidade especificada pelo fabricante);
- roda(s) sobressalente(s);
- extintor(es) de incêndio(s);
- jogo de peças de reposição normalmente fornecida pelo fabricante;
- calços de roda;
- jogo de ferramentas (NBR 6070 – TB-159).
94. Massa do Veículo a Seco (Peso)
Massa do veículo com carroçaria e dotado com todos os equipamentos elétricos e auxiliares, necessários para funcionamento do veículo.
Adicionalmente podem se incluídos os seguintes elementos:
- paredes laterais fixas ou removíveis;
- toldo com armação completa;
- parede traseira;
- dispositivo basculante mecânico ou hidráulico completo, com líquidos e caçamba;
- dispositivo de acoplamento (quinta roda ou outro);
- equipamentos fixos necessários ao funcionamento (NBR 6070 – TB-159).
95. Massa Total Máximo Indicado (Peso)
Massa indicada pelo fabricante do veículo, para condições específicas de operação, baseada em considerações sobre resistência dos materiais, capacidade de carga dos pneus, etc. (NBR 6070 – TB- 159).
96. Placas de Identificação e de Inspeção
Placas do Inmetro que devem ser afixadas no suporte porta-placas do equipamento rodoviário e carroçaria após a aprovação da inspeção realizada pelo OIA-PP ou Órgão Delegado do Inmetro, a placa de identificação é de caráter permanente e a placa de inspeção deve ser renovada a cada inspeção periódica realizada e aprovada.
97. Pneu
Componente da rodagem constituído de elastômero, produtos têxteis, aço e outros materiais que, quando numa roda do veículo e contendo fluído(s) sob pressão, transmitem tração devido à sua aderência ao solo, sustenta elasticamente a massa do veículo e resiste à pressão provocada pela reação do solo.
98. Pneu Reformado
Pneu usado que passou por um processo de substituição da sua banda de rodagem residual a fim de permitir uma sobrevida (NM 224:2000).
99. Poço ou Calha
Parte que se projeta do fundo do tanque destinado a facilitar a drenagem e ou o descarregamento completo do mesmo.
100. Poço de Construção
Parte que se projeta para o interior do tanque com abertura somente do lado externo, destinado à fixação de instrumentos que não podem entrar em contato com o produto a ser transportado.
101. Ponto de Aterramento
Pontos sobressalentes, soldados através de empalmes, localizados na parte externa do costado do equipamento rodoviário, para a realização da descarga elétrica estática, provocada durante o carregamento e o descarregamento do produto no equipamento.
102. Pressão de Ensaio
Pressão medida no topo do equipamento (tanque de carga), quando este está sendo submetido a um ensaio de pressão, e deve ser no mínimo 1,5 vez a pressão de projeto do equipamento.
103. Pressão do Projeto
Pressão específica para calcular e determinar as espessuras mínimas das chapas do corpo do tanque e das características de seus dispositivos operacionais.
104. Pressão de Trabalho
Pressão efetiva de operação do equipamento.
105. Pressão Máxima de Trabalho Admissível (PMTA)
Máxima pressão manométrica admissível no equipamento, estando este na posição de operação para uma determinada temperatura. Esta pressão é determinada nos cálculos efetuados para cada elemento do equipamento, utilizando-se somente as espessuras normais, excluindo-se as margens para corrosão e os acréscimos de espessura requerida para outras cargas. A PMTA é utilizada para regulagem dos dispositivos de alívio de pressão. A pressão do projeto pode ser usada em lugar da PMTA, em todos os casos onde não forem efetuados os cálculos acima referidos, para determinação do valor da PMTA.
106. Produtos Perigosos
Produtos que, dados às suas características, possam oferecer, quando em manuseio e transporte, riscos à saúde, à propriedade e ao meio ambiente.
107. Quadro do Chassi
Armação metálica composta ou não de longarinas e travessas que suporta a carroçaria e a maioria dos componentes do chassi (NBR 5533 – TB-11 parte VII).
108. Quebra-Ondas
Chapa colocada no sentido transversal do tanque de carga, sem dividi-lo em compartimentos estanques.
109. Reboque Tanque
Veículo com tanque de carga sem meio próprio de tração ou propulsão, monobloco ou montado sobre chassi e construído de tal forma que sua massa repouse sobre seus próprios eixos, tracionado por caminhão trator.
110. Recipiente Transportável (NBR 8460)
Recipiente com capacidade de até 500 litros, que pode ser transportado manualmente ou por qualquer outro meio.
111. Relatório de Inspeção
Documento emitido pelo OIA-PP, pelo OIVA ou pelo Órgão Delegado do Inmetro que contém o registro dos resultados das inspeções e/ou ensaios executados durante a inspeção.
112. Reforma
Quando o equipamento rodoviário (tanque de carga) passa por um processo que altera as suas características construtivas do projeto inicial/original, como dimensional (aumentando ou diminuindo sua capacidade volumétrica), número de quebra ondas, número de bocas de visita, e outras.
113. Registro de Não-Conformidade (RNC)
Formulário do Inmetro a ser preenchido, anotando o não atendimento das especificações ao RTQ aplicável, durante e após a inspeção do equipamento (tanque de carga) ou do veículo rodoviário que transporta produto perigoso.
114. Reservatório do Combustível
Recipiente resistente capaz de armazenar o combustível do veículo rodoviário de tração.
115. Revestimento Externo
Revestimento externo, cobertura ou blindagem externa. Camada que retém o material sólido termicamente isolante, e que se localiza entre o corpo do tanque e a camisa ou revestimento externo.
116. Revestimento Interno
Camada de material fisicamente e quimicamente resistente, com o propósito de isolar o contato direto entre o produto contido no tanque de carga rodoviário e o seu substrato.
117. Reparos
Toda área onde houver aplicação de material, destinado a recuperar parte avariada, defeituosa do equipamento rodoviário (tanque de carga) ou do revestimento interno ou externo do equipamento.
Intervenção no equipamento em que haja a necessidade de serviços de recuperação de avarias causadas por choques, impactos, capotamentos e substituição de partes ou peças do equipamento ou do revestimento interno/externo, quando houver.
118. Roda
Elemento de revolução do sistema de rodagem composto de aro e elemento central da roda. O aro e o elemento central da roda podem ser uma peça única ou um conjunto permanente fixado ou desmontável.
119. Seção Frágil
Área de uma seção transversal de tubulação menor que a área nominal da seção transversal do tubo, que em caso de acidente será a área de primeiro rompimento, a qual absorverá a energia resultante do acidente mantendo assim a válvula de fundo intacta.
120. Sela
Tipo de suporte do tanque que envolve um arco do perímetro, em geral de 120º.
121. Semi-Reboque-Tanque
Veículo com tanque de carga sem meio próprio de tração ou propulsão, com seu sistema portante, monobloco ou montado sobre chassi independente, tracionado ou rebocado por caminhão trator, parte de sua massa distribuída sobre o veículo propulsor.
122. Sistema para Alívio de Pressão e Vácuo
Formado por todos os dispositivos fixos no tanque; válvulas, discos de ruptura ou elementos fusíveis, para assegurar a manutenção de uma pressão compatível com a resistência estrutural do tanque.
123. Sistema para Carga / Descarga
Sistema formado por válvulas, tubulações, engates e demais implementos para transferir o produto transportado da unidade móvel para a unidade estacionária e vice-versa.
124. Sistema Portante
Formado por chassi, suspensão, plataforma ou qualquer dispositivo mecânico que torne o tanque de carga, solidário ao seu veículo rodoviário portante.
125. Sobrejunta em Tanque de carga PRFV
Sobreposição de camadas, feita com fibras de vidro e resina, com a finalidade de reforçar locais onde são afixados dispositivos operacionais, como: bocas, válvulas, instrumentos e outros, bem como em áreas que venham a sofrer reparos.
126. Substrato
Superfície do metal na qual é aplicado um jateamento e posteriormente é aplicado um revestimento.
127. Talão
Parte do pneu, feito de fios de aço enrolados e recobertos com lonas e elastômeros, com forma tal que se assente no aro da roda, permitindo a sua união com o pneu.
128. Tanque Comboio
Equipamento instalado sobre a carroçaria do caminhão, utilizado na distribuição de combustível e lubrificantes para máquinas e veículos.
129. Tanque de Carga
Recipiente fechado sob pressão (pressurizado) ou não, isolado termicamente ou não, com estrutura, proteção e acessórios, construídos e destinados a acondicionar e transportar produtos a granel no estado líquido ou gasoso.
130. Tanque de carga dedicado
Destinado a transportar somente um determinado produto perigoso ou um grupo específico de produtos perigosos.
131. Tanque de Carga Isolado
Aquele que já foi aprovado na sua fabricação segundo seu respectivo RTQ, mas não está completo, faltando a fixação ao chassi. Depois é transportado para um outro local, diferente da fábrica, onde será afixado a um chassi de veículo rodoviário.
132. Tanque Compartimentado
Tanque de carga constituído de vários compartimentos, construídos independentemente uns dos outros.
133. Tanque em PRFV
Tanque fabricado em plástico reforçado com fibra de vidro.
134. TDT
Temperatura de distorção térmica da resina termofixa, em ºC.
135. Unidade de Carga
Equipamento constituído por um ou mais tanques de carga, compartimentados ou não, montado sobre o veículo, e podendo ser parte integrante deste.
136. Utilitário
Veículo de uso misto caracterizado pela versatilidade do seu uso, inclusive fora de estrada.
137. Veículo Articulado
Combinação de veículos acoplados, sendo um deles automotor.
138. Veículo Automotor
Todo veículo a motor de propulsão que circule por seus próprios meios, e que serve normalmente para o transporte viário de pessoas e coisas ou para a tração viária de veículos utilizados para o transporte de pessoas e produtos.
139. Veículo de Carga
Veículo destinado ao transporte de carga, podendo transportar 02 (dois) passageiros, exceto o condutor.
140. Veículo Conjugado
Combinação de veículos, sendo o primeiro um veículo automotor e os demais rebocados ou equipamentos de trabalho agrícola, construção, terraplanagem ou pavimentação.
141. Veículo Misto
Veículo automotor destinado ao transporte simultâneo de carga e passageiro.
142. Veículo Rodoviário
Veículo terrestre destinado a transitar normalmente em vias públicas.
143. Veículo Rodoviário Combinado
Veículo rodoviário constituído da combinação de um veículo rodoviário automotor e um veículo rodoviário rebocado.
144. Válvula de Fecho Rápido
Aquela que possui acionamento automático ou manual, cujo fechamento seja efetivado no máximo em 30 segundos, em velocidade e condições normais de operação.
145. Válvula de Vácuo e Pressão
Válvula que além do alívio de pressão funciona como proteção quando do surgimento de vácuo (depressão) no tanque de carga.
146. Volume Gasoso
Volume ou espaço vazio, do tanque de carga, que deve ser considerado em função da expansão do líquido a ser transportado, correspondente a até 20% da capacidade geométrica, devido às condições de transporte, devendo ser observados: o tráfego, gradiente de temperatura e percurso.

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para a inspeção periódica dos equipamentos utilizados no transporte rodoviário de gás cloro liquefeito – grupo 1, construídos em aço carbono, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
| Decreto n.º 96.044/88 | Aprova o regulamento para o transporte rodoviário de produtos perigosos |
| RTQ | Instrução para preenchimento de registros |
| RTQ 1c | Inspeção na construção de equipamentos para o transporte rodoviário de produtos perigosos a granel – gás cloro liquefeito |
| RTQ | Registro de descontaminador de equipamentos para transporte de produtos perigosos |
| NIT-DIOIS-004 | Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos |
| ABNT NBR 7500 | Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos |
| The Chlorine Institute | The chlorine manual |
| The Chlorine Institute | Pamphlet 49 |
| Code of Federal Regulations – Department of Transportation on – DOT | Title 49, vol. 2 |
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade são adotadas as definições constantes no Glossário de Terminologias Técnicas utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC) define o inspetor que, inicialmente confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do equipamento, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para equipamentos em uso, quando não houver a chapa de identificação do equipamento, esta deve ser providenciada e soldada, em todo o seu perímetro, junto ao primeiro berço de apoio do equipamento ou na ausência do berço afixar na longarina do seu chassi, na parte dianteira e do lado do condutor do veículo. (ver o RTQ 1c – Chapa de Identificação do Equipamento)
Nota: Em alguns casos a chapa de identificação do equipamento pode estar soldada junto à proteção contra tombamento do domo, na parte superior. (só para o RTQ 1c)
5.2.2 Para a inspeção do equipamento, no caso de reforma ou reparo, além do documento de descontaminação, deve ser apresentado o livro de registros (data book) deste equipamento, o qual foi elaborado e preparado durante a construção do mesmo, contendo, no mínimo, os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projeto e ensaios, quando aplicável;
f) relatório da inspeção para liberação do equipamento;
g) exames, ensaios e relatórios de END, quando aplicável.
5.2.3 A placa do fabricante e as placas de identificação e de inspeção do Inmetro, não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira do equipamento do lado do condutor do veículo e abaixo do eixo longitudinal médio do equipamento. Todas devem ser afixadas em um suporte porta-placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for primeira inspeção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Antes de executar qualquer reparo ou reforma de um equipamento, o seu proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP, que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP deve acompanhar o processo, desde o seu início até a sua conclusão, conforme os requisitos estabelecidos neste RTQ e no RTQ 1c.
5.7.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto no RTQ 1c, e serem mantidas durante toda sua vida útil.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP.
5.11 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.11.1 O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ ou no RTQ 1c.
5.12 O equipamento que sofrer acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural e dimensional deve ser retirado imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.13 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.14 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.15 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.15.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.15.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.16 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.17 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004.
5.18 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.18.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.19 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.20 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.21 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. EXECUÇÃO DA INSPEÇÃO
6.1 Inspeção externa
6.1.1 Superfície
Identificar, posicionar e quantificar as ocorrências na superfície do corpo do tanque (costado e calotas), inclusive reparos.
Deve ser verificada a montagem do equipamento no chassi, devendo ser observada sua integridade, trincas nos materiais e cordões de solda, empenos e corrosão. A pintura do chassi do veículo não deve apresentar empolamento, trincas, cortes, escavações e abaulamentos. A ancoragem do equipamento, fixação por parafusos, deve estar de acordo com o especificado no projeto.
Trincas, mossas, cortes, escavações, abaulamentos e quaisquer irregularidades superficiais devem ser avaliadas pelo inspetor e, se estiverem em desacordo com o item 6.2.2, devem ser reparadas.
6.1.2 Sistema de aterramento
O equipamento e os demais dispositivos operacionais nele fixados devem dispor de sistema para descarga da eletricidade estática acumulada.
6.1.3 Superfície pintada
Identificar o estado de conservação da superfície.
6.1.4 Revestimento externo
Inspecionar visualmente o revestimento externo (isolamento térmico) avaliando estado da pintura, amassamento.
Em caso de suspeita de degradação do isolamento o inspetor pode solicitar remoção parcial ou total do revestimento.
6.2 Inspeção interna
6.2.1 Corrosão
Deve-se verificar o grau de corrosão:
a) quanto à natureza: generalizada, dispersa ou localizada;
b) quanto à forma: alveolar, uniforme ou pit;
c) quanto à intensidade: desprezível, leve, média ou severa.
Os resultados devem ser anotados no relatório de inspeção.
6.2.2 Mossa
6.2.2.1 Mossa afastada mais de 100mm do eixo da solda mais próxima
Na existência de mossa afastada mais de 100mm do eixo de uma solda, o equipamento deve ser reprovado quando:
a) a profundidade da mossa for maior que 12,9mm;
b)se a diferença entre o maior e o menor diâmetro medido na seção da mossa for superior a 1% do diâmetro nominal do equipamento.
Nota: Quando a mossa for de pequena extensão, com diâmetro de até 7,9mm, pode ser aceita, desde que sua profundidade não exceda a 10% de sua maior dimensão.
6.2.2.2 Mossa dentro do perímetro de 100mm do eixo de uma solda
Quando a mossa estiver dentro do perímetro de 100mm do eixo de uma solda e profundidade inferior a 6,3mm, o equipamento pode ser aprovado. Caso contrário deve ser reprovado.
Quanto à mossa for localizada na área de operação e assentamento do equipamento nas longarinas ou berços de apoio do chassi (área portante), a mesma não deve ser aceita.
6.2.3 Corte, cavidade ou escavação
Quando o corte, cavidade ou escavação for maior que 75mm de comprimento e sua profundidade exceder a 3 mm, o equipamento deve ser reprovado.
6.2.4 Abaulamento
Quando houver abaulamento e a diferença entre o maior e o menor diâmetro, medido na seção do abaulamento, for superior a 1% do diâmetro nominal do equipamento, o mesmo deve ser reprovado.
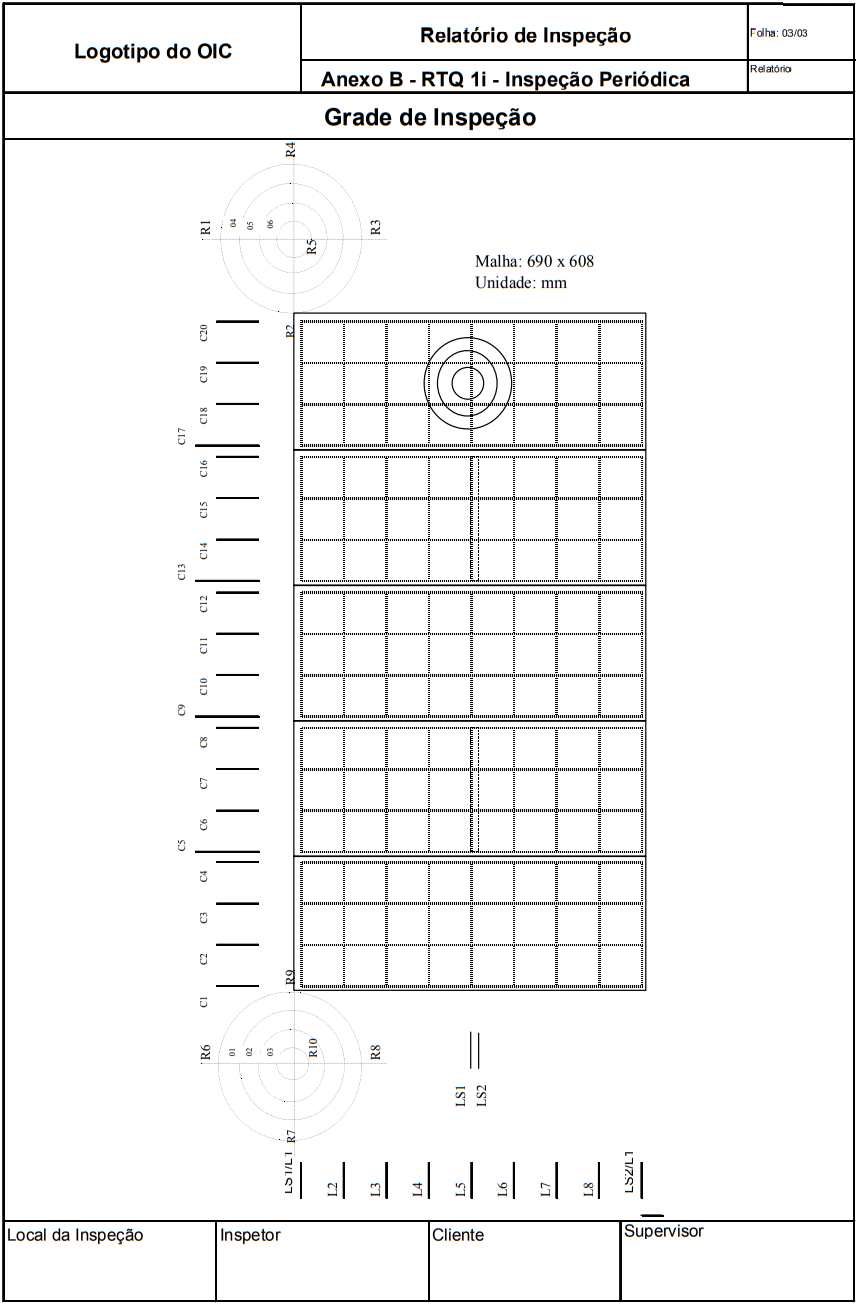
Nota: Toda mossa, corte, cavidade, escavação e abaulamento deve ter sua localização registrada em uma grade de distribuição anexa ao relatório de inspeção de tal forma que seja fácil sua identificação.
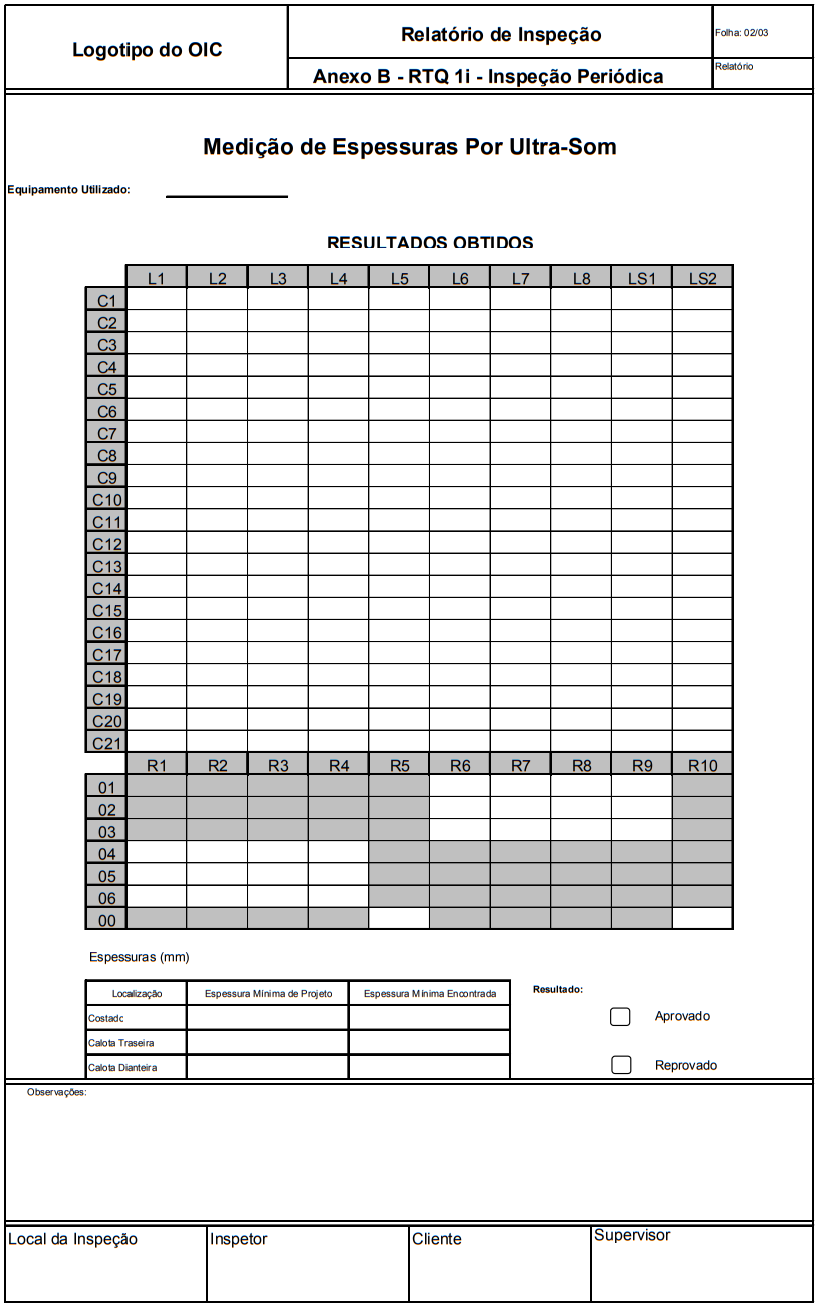
6.3 Medição da espessura
6.3.1 A medição de espessura do corpo do tanque deve ser efetuada por equipamento de medição de espessura por ultra-som, no costado, nas calotas e na tampa da boca de visita do equipamento.
A espessura mínima remanescente das calotas e costado para aprovação do equipamento é de 12,8mm.
A espessura mínima remanescente para a tampa da boca de visita é de 50mm, medida na sua parte central, abaixo desta espessura a tampa deve ser substituída por outra.
6.3.2 Em caso de corrosão localizada ou dispersa, a espessura remanescente da parede da área corroída não pode ser inferior a 9,6mm. No caso de corrosão uniforme generalizada em todo o equipamento, a espessura da parede não pode ser inferior a mínima especificada no item 6.3.1.
Nota: Os pontos que foram medidos devem constar em uma grade de distribuição.
6.3.3 Inspecionar sempre o ressalto dos flanges das bocas de visita e das demais conexões a que se tem acesso, além do encaixe das juntas nos flanges dos pescoços do equipamento. A espessura mínima do flange em sua parte central não pode ser inferior a 50mm.
6.4 Domo protetor de válvulas
O domo protetor das válvulas deve estar em perfeitas condições, bem como a sua fixação.
6.5 Ensaio hidrostático
O equipamento deve ser ensaiado hidrostaticamente com pressão de 2,4MPa, durante 60 minutos, não devendo apresentar qualquer vazamento. O ensaio deve ser realizado utilizando-se no mínimo 02 (dois) medidores de pressão devidamente calibrados.
6.6 Válvulas
6.6.1 Válvulas angulares devem ser desmontadas e submetidas à manutenção a cada inspeção periódica, conforme os requisitos estabelecidos pelo The Chlorine Institute.
6.6.2 Todas as válvulas que entram em contato com o gás cloro liquefeito devem atender as especificações do The Chlorine Institute.
6.6.3 As válvulas angulares e de segurança devem ser ensaiadas em bancada própria, conforme os requisitos estabelecidos pelo The Chlorine Institute.
6.6.4 Na válvula de excesso de fluxo devem ser verificadas as condições da esfera, em atendimento ao prescrito no The Chlorine Institute – Pamphlet 49.
7. RESULTADO DA INSPEÇÃO
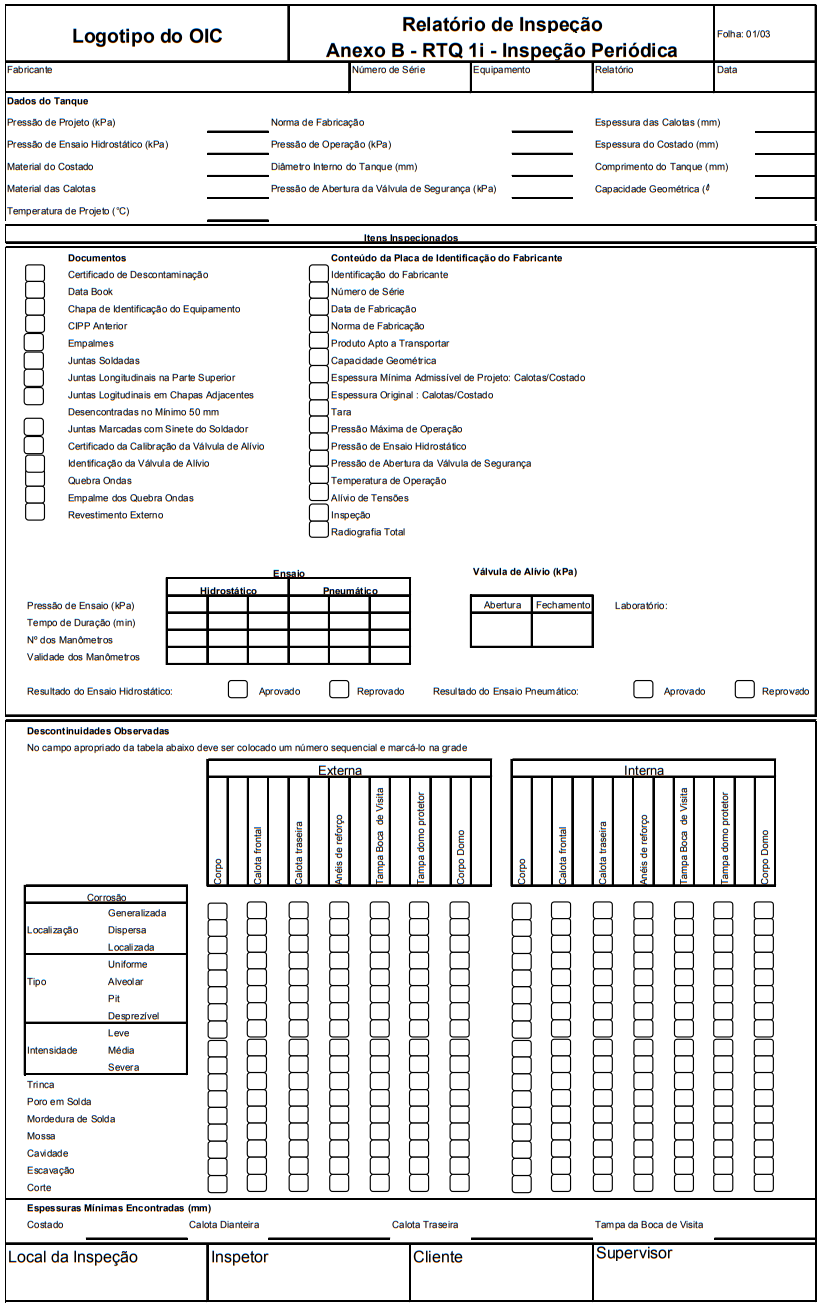
7.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou de reprovação.
7.2 No relatório de inspeção devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo – dispositivos de carregamento e tampas – sistema de fixação do equipamento ao chassi;
b) exame visual interno;
c) ensaio hidrostático – pressão aplicada, tempo duração do ensaio, observações;
d) ensaio de estanqueidade – pressão lida no medidor de pressão de referência – pressão lida no medidor de pressão do equipamento – observações;
e) ensaio dos instrumentos em bancada – medidores de pressão – válvulas de alívio de pressão – dispositivos corta vácuo – etc;
f) a grade de distribuição deve ser anexada ao relatório – em caso de ocorrências de irregularidades ou mesmo em branco.
7.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher e fornecer o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção conforme requisitos estabelecidos no RTQ – Instrução para preenchimento de registros de inspeção da área de produtos perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber uma cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade é entregue ao proprietário do equipamento após aprovação da inspeção.
7.3.1 O CIPP não deve ser plastificado.
7.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar a reparação dos itens irregulares.
7.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
7.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
7.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
7.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
7.5.4 Em qualquer dos casos referidos nos itens 7.5.1, 7.5.2 e 7.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
7.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
7.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para preenchimento de registros de inspeção da área de produtos perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
7.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
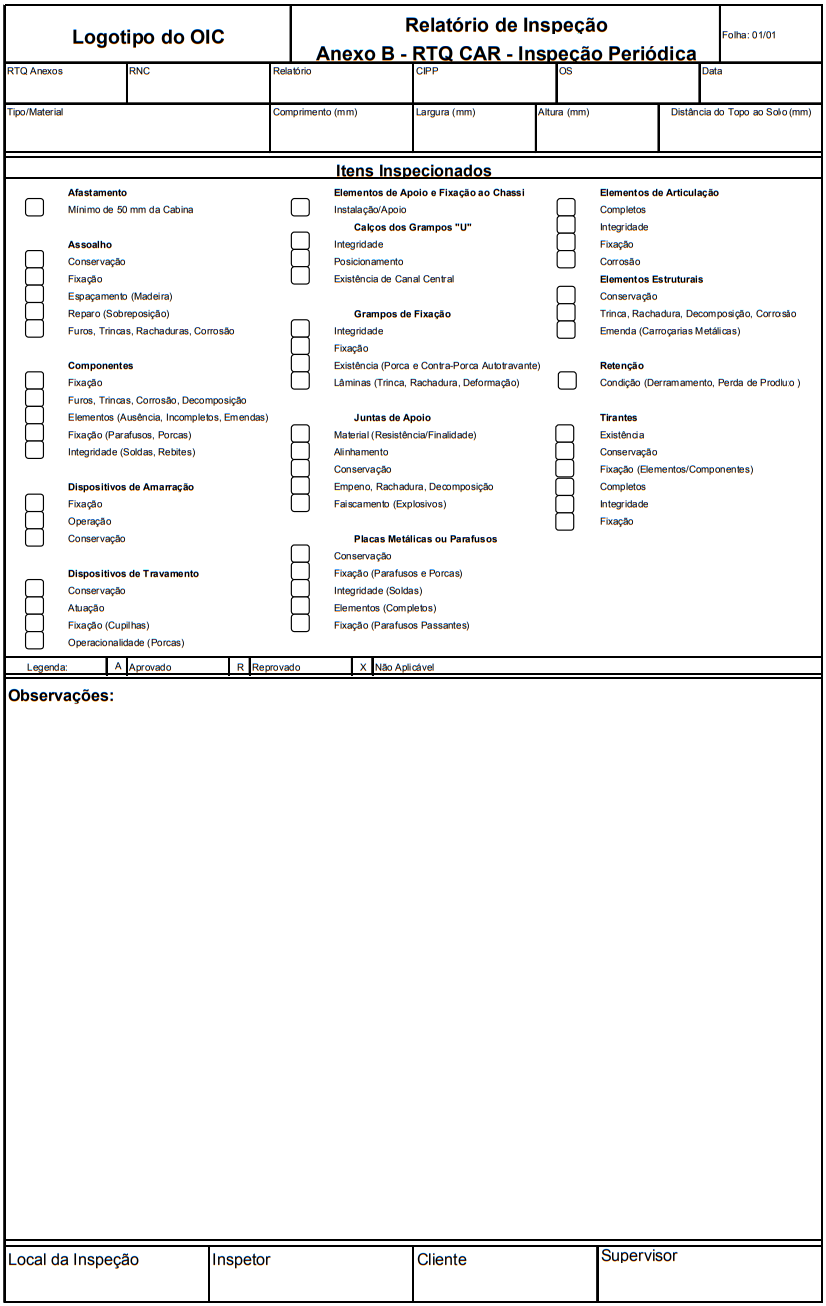
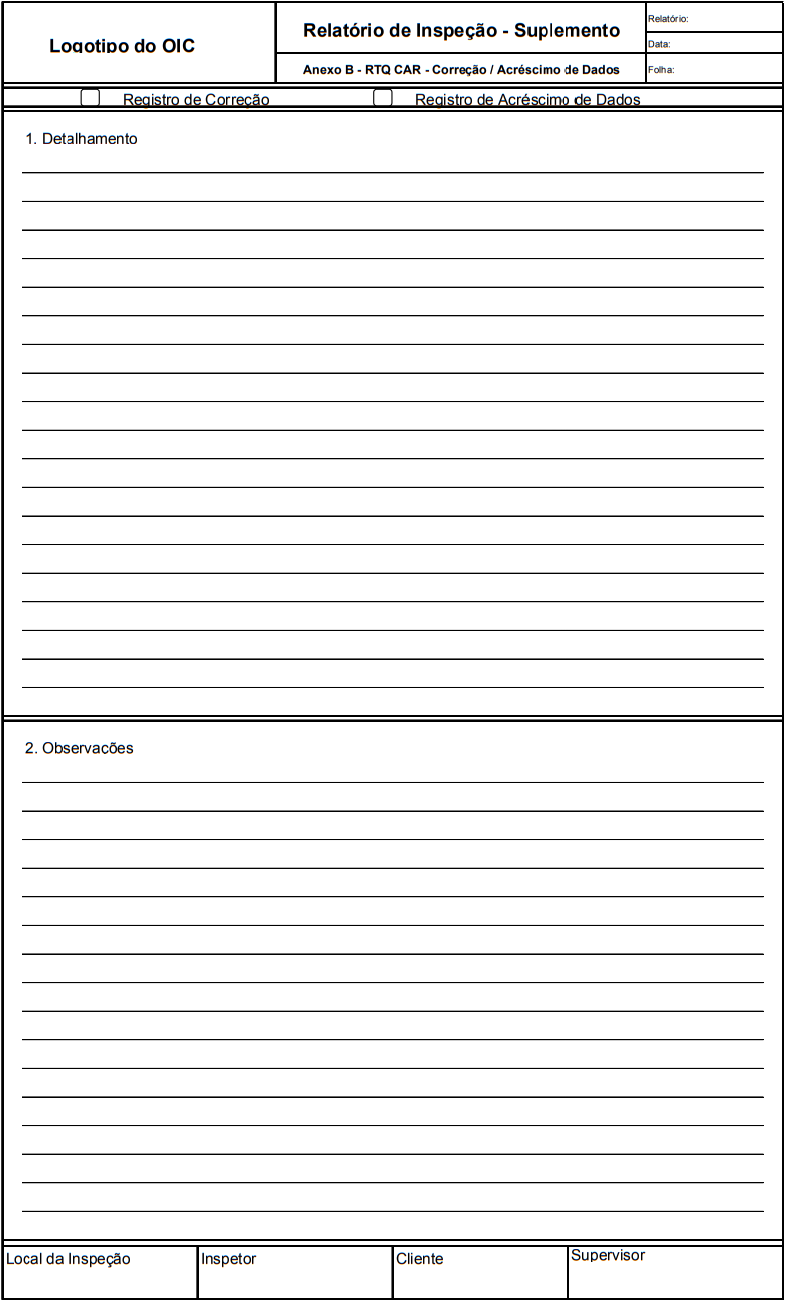
Anexo B – Relatório de Inspeção e Suplemento de Relatório (modelos)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ
PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
[X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta *4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção na construção, reparo ou reforma dos equipamentos utilizados no transporte rodoviário de gás cloro liquefeito – grupo 1, construídos em aço carbono, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 1i: Inspeção periódica de equipamentos para o transporte rodoviário de produtos perigosos a granel – gás cloro liquefeito.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
Código ASME: Boiler and pressure vessel code section V e VIII.
The Chlorine Institute: The chlorine manual.
The Chlorine Institute: Pamphlet 49.
Code of Federal Regulations – Department of Transportation on – DOT: Title 49, vol. 2.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser construído, o OIA-PP (OIC) define o inspetor que, inicialmente verifica o projeto do equipamento, todas as suas especificações e características e se foi projetado para o grupo 1. Deve ser acompanhada toda a construção, desde o recebimento do material de construção até a instalação do tanque de carga sobre o chassi do veículo. Quando for reforma ou reparo, confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do tanque, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário, do equipamento, rastrear o mesmo para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para a inspeção do equipamento, no caso de reforma ou reparo, além do documento de descontaminação, deve ser apresentado o livro de registros (data book) deste tanque de carga, o qual deve ser elaborado e preparado durante a construção do mesmo, contendo, no mínimo, os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaios efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projetos e ensaios, quando aplicável;
f) relatório da inspeção para liberação do equipamento;
g) exames, ensaios e relatórios de END, quando aplicável.
5.2.2 A placa do fabricante e as placas do Inmetro (de identificação e de inspeção) não devem estar distanciadas uma das outras mais do que 10cm. Sempre localizadas na parte dianteira do equipamento, do lado do condutor do veículo rodoviário e abaixo do eixo longitudinal médio do equipamento, todas afixadas em um suporte porta placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, no caso de reforma ou reparo, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for inspeção na construção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 A inspeção deve ser efetuada com o veículo com a sua massa em ordem de marcha, devendo o mesmo estar limpo e sem as calotas das rodas. O inspetor pode solicitar, quando necessário, que o veículo e equipamento sejam lavados.
5.6 Para a realização da inspeção, quando for reforma ou reparo, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.7 Antes de executar qualquer reparo ou reforma em um equipamento, o seu proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC), que deverá ser avaliado.
5.8 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a sua conclusão, conforme os requisitos estabelecidos neste RTQ e no RTQ 1i.
5.8.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.8.2 As características construtivas estruturais do equipamento devem atender ao disposto neste RTQ, e serem mantidas durante toda sua vida útil.
5.9 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.10 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.11 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.12 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.12.1 O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ.
5.13 Documentação
5.13.1 O fabricante do equipamento deve manter durante 5 (cinco) anos em condições de consulta por terceiros, quando solicitado, todos os registros referentes à construção, como a saber:
a) projeto do equipamento a construir;
b) memória de cálculo;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
f) procedimentos de soldagem e certificados de qualificação de soldadores e operadores de soldagem, quando aplicável;
g) relatório da inspeção para liberação do tanque de carga;
h) filmes radiográficos e relatórios de END, quando aplicável.
5.13.2 O fabricante deve fornecer ao cliente cópia dos seguintes documentos:
a) folha de especificação do equipamento;
b) os descritos no item 5.13.1 (c, d, e, f, g, h);
c) os documentos da inspeção para emissão do CIPP do equipamento.
5.14 Placa de identificação do fabricante
O fabricante do equipamento deve afixar na lateral esquerda dianteira do mesmo, após a sua aprovação, uma placa de identificação do fabricante, fabricada e gravada em material resistente às intempéries, e contendo, no mínimo, as seguintes inscrições:
a) identificação do fabricante;
b) número de série de fabricação;
c) data de fabricação (mês e ano);
d) normas de fabricação;
e) grupos apto a transportar gás cloro liquefeito – grupo 1;
f) capacidade geométrica (m³) ou (l);
g) espessura mínima admissível de projeto: calotas e costado (mm);
h) espessura original: calotas e costado (mm);
i) tara do veículo (kg) ou (t);
j) tara do tanque (kg) ou (t);
k) pressão máxima de operação (kPa);
l) pressão de ensaio hidrostático (kPa);
m) abertura da válvula de segurança (kPa);
n) temperatura de operação (ºC);
o) alívio de tensões;
p) inspeção;
q) radiografia total.
5.15 Chapa de identificação do equipamento
Deve ser afixada uma chapa de dimensões 40 x 130mm, de espessura mínima de 2mm, em aço inoxidável, deve ser afixada por solda em todo o seu perímetro no primeiro berço de apoio dianteiro do equipamento ou na ausência do berço afixar na longarina do seu chassi, do lado do condutor do veículo. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo, o número Inmetro do equipamento fornecido pelo OIA-PP (OIC), cada número deve ter no mínimo 8 mm de altura.
Nota: Em alguns casos a chapa de identificação do equipamento pode estar soldada junto à proteção contra tombamento do domo, na parte superior. (só para o RTQ 1c).
5.16 O equipamento que sofrer acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.17 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.18 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.19 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.19.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.19.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.20 O OIA-PP deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.21 A inspeção do equipamento deve ser realizada no local da construção ou da reforma ou do reparo.
5.22 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.22.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.23 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.24 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.25 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. REQUISITOS PARA A CONSTRUÇÃO DO EQUIPAMENTO
6.1 Requisitos gerais
6.1.1 O equipamento deve ser construído em atendimento ao prescrito no Código ASME, de fabricação soldada ou sem costura, ou a combinação de ambos os processos. As técnicas de construção e montagem devem atender aos procedimentos recomendados pelo Código ASME Seção V, Seção VIII – Divisão I e Seção IX, e ainda Código CFR – DOT parte 49.
6.1.2 A pressão de cálculo para os equipamentos não pode, em hipótese alguma, ser inferior a 1,55 MPa efetivos (225 psig ou 16 bar), respeitada a espessura mínima referente a cada caso.
6.1.3 O equipamento deve ser revestido externamente com uma chapa de aço.
6.1.4 O equipamento deve ter isolamento térmico com espessura suficiente para garantir que a total condutância de calor não seja maior que 0,391 kcal/m2.h.oC (0,08 btu/ft2.h.ºF). A condutância deve ser determinada a 15,6 ºC (60 ºF). O material utilizado para o isolamento térmico pode ser de espuma rígida de poliuretano com espessura mínima de 100 mm (4pol) ou fibra cerâmica (fiberglass) com espessura mínima de 50mm (2“) e com densidade mínima de 4 libras/pé cúbico.
6.1.5 O corpo do tanque deve obrigatoriamente ser tratado termicamente. Deve ser tratado como uma unidade após o término de todas as soldas. O método deve ser conforme definido no Código ASME Seção VIII Divisão I. A soldagem de acessórios aos empalmes podem ser feitas após o tratamento térmico. O alívio de tensões mecânicas deve ser conforme especificado pelo Código ASME Seção VIII Divisão I, mas em nenhum momento a temperatura deve ser menor que 565 ºC (1050 ºF) no corpo do tanque.
6.2 Materiais
6.2.1 As chapas de aço e flanges, utilizadas na construção do corpo do tanque incluindo anteparas / quebra-ondas devem ser feitas de aço carbono, devendo atender os seguintes requisitos:
a) o aço deve estar conforme especificações do Código ASME Seção II, A 612 grau B ou A 516 grau 65 ou 70, com tratamento térmico de normalização;
b) o aço deve atender aos requerimentos do teste de Charpy, entalhe em V conforme especificação A 20 e Código ASME Seção II;
c) o teste de impacto deve ser realizado sobre um lote base a temperatura de -40 ºC. Um lote é definido como 100 toneladas ou menos do mesmo lote de tratamento térmico tendo uma variação de espessura não maior que 25 vezes para mais ou para menos. O impacto mínimo requerido para um espécime (amostra para corpo de ensaio) deve ser de 27 Joules (20 ft/lb) na direção longitudinal e 20 Joules (15 ft/lb) na direção transversal, com Charpy entalhe V. Os valores requeridos para espécimes com espessura reduzida em direta proporção à área da seção transversal do espécime sob o entalhe V. Se o lote não atender os requisitos, as chapas individuais podem ser aceitas caso atendam individualmente os requisitos acima;
d) os materiais a serem aplicados na construção dos equipamentos, tanto para as partes internas como externas, costado e calotas, devem ser obrigatoriamente em material SA-516 (ou equivalente) em todos os graus normalizados com recepção SA-20.
6.2.2 O certificado do fabricante para as chapas a serem usadas no equipamento, deve atestar que:
a) a amostragem das chapas foi realizada em lotes máximos de 100 t de processo homogêneo de fabricação, de acordo com NBR 6664 ou Código ASME Seção II – SA 20;
b) as chapas não devem apresentar dupla laminação ou descontinuidades, verificada de acordo com o Código ASME Seção V – AS 435.
6.2.3 A direção da laminação deve ficar na direção circunferencial (axial) do costado do corpo do tanque.
6.3 Integridade estrutural
A) Requerimentos gerais e critérios de aceitação:
(1) Exceto como especificado no item C deste tópico, a tensão máxima de projeto em qualquer ponto do equipamento rodoviário não pode exceder a tensão máxima admissível definida no Código ASME Seção VIII, ou 25% da tensão de ruptura do material usado.
(2) As propriedades físicas relevantes do material usado em cada equipamento podem ser estabelecidas através de ensaios especificados no certificado do seu fabricante ou ensaios efetuados em acordo com normas reconhecidas nacionalmente. Neste caso, a tensão de ruptura do material utilizado no projeto não pode exceder a 120% da tensão da ruptura especificada pela norma de fabricação do material, seja Código ASME ou ASTM.
(3) A tensão máxima de projeto em qualquer ponto do equipamento deve ser calculada separadamente para a condição de carga descrita nos parágrafos B), C) e D) desta seção. Ensaios alternativos ou métodos analíticos ou a combinação de ambos, podem ser usados em vez dos procedimentos descritos nos parágrafos B), C) e D) desta seção, desde que os métodos sejam precisos e confiáveis.
(4) Sobre espessura de material para corrosão não pode ser incluído para satisfazer qualquer requerimento de projeto deste RTQ.
B) O projeto estático e de construção de cada tanque de carga deve ser feito em acordo com a Seção VIII do Código ASME. O projeto do equipamento deve incluir no cálculo: a tensão gerada pela pressão de projeto, o peso da carga da estrutura suportada pela parede do equipamento, e os efeitos de gradientes de temperatura resultantes da diferença máxima possível de temperaturas entre a carga e o meio ambiente. Quando materiais dissimilares são utilizados, seus coeficientes térmicos devem ser usados no cálculo de tensões térmicas. Concentração de tensões de compressão, flexão e torção as quais ocorram sobre empalmes, berços ou outros suportes, devem ser considerados conforme apêndice G do Código ASME Seção VIII.
C) Projeto do costado: As tensões do costado resultantes das cargas estáticas e dinâmicas, ou pela combinação de ambas, não são uniformes através do equipamento. As cargas de operação verticais, longitudinais e laterais podem ocorrer simultaneamente e devem ser combinadas. As cargas dinâmicas extremas (máximas) verticais, longitudinais e laterais ocorrem separadamente e não precisam ser combinadas.
(1) Cargas normais de operação
Os seguintes procedimentos combinam as tensões no costado do equipamento resultantes das cargas normais de operação. A tensão efetiva (a tensão principal máxima em qualquer ponto) deve ser determinada pela seguinte fórmula:
S = 0,5 (Sy + Sx) 0,25 (Sy + Sx)2 + Ss2 0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy => tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx => tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com a tensão de flexão gerada pelo peso estático do equipamento totalmente carregado, todos os elementos estruturais, equipamentos, e acessórios suportados pelo costado do equipamento.
b) A tensão de compressão e tração resultantes da operação normal de aceleração e desaceleração longitudinais. Neste caso, as forças aplicadas devem ser 0,35 vez a reação vertical no conjunto da suspensão, aplicadas à superfície de rodagem (nível do solo), e igualmente às transmitidas para o costado do equipamento através da suspensão durante a desaceleração, ou através do pivô de um chassi trator ou da quinta roda, ou da barra basculante de um dolly durante a aceleração, ou pela fixação e suportes do caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático de um equipamento rodoviário, todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento. Os seguintes carregamentos devem ser inclusos:
b1) A carga axial gerada pela força de desaceleração;
b2) O momento de flexão causado pela força de desaceleração;
b3) A carga axial gerada pela força de aceleração;
b4) O momento de flexão causado pela força de aceleração.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força vertical de aceleração causada durante a operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão, ou no pivô horizontal do acoplamento (quinta roda) ou rala, ou no ancoramento e membros suportantes de um caminhão, como aplicável. As reações verticais devem ser calculadas baseadas no peso estático do equipamento totalmente carregado, com todos os elementos estruturais e acessórios suportados pelo costado do equipamento.
Ss => soma das seguintes tensões de cisalhamento geradas pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical na estrutura da fixação da suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e membros suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático com o equipamento totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
b) A tensão vertical de cisalhamento gerada pela força de aceleração existente na operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão, ou no pivô horizontal do acoplamento (quinta roda) ou na rala, ou no ancoramento e membros suportantes do caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do equipamento rodoviário totalmente carregado, em todos os elementos estruturais, equipamentos e acessórios suportados pelo equipamento.
c) A tensão de cisalhamento gerada por uma força acelerativa lateral causada pela operação normal igual a 0,2 vez a reação vertical em cada estrutura de suspensão, aplicado à superfície de rodagem (nível do solo), e nas transmitidas para as paredes do tanque, através da estrutura de suspensão, e o pivô do acoplamento (quinta-roda) ou rala, ou ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
d) A tensão de cisalhamento torcional gerada pelas forças laterais como descritas em c) desta seção.
(2) Cargas dinâmicas extremas
O seguinte procedimento de carregamento no equipamento resultante das cargas dinâmicas extremas. A tensão efetiva (máxima tensão principal em qualquer ponto) deve ser determinada pela seguinte fórmula:
S = 0,5 (Sy + Sx) 0,25 (Sy – Sx)2 + Ss2 0,5
Onde:
S => tensão efetiva em qualquer ponto resultante da combinação das cargas dinâmicas extremas que podem ocorrer ao mesmo tempo, em MPa.
Sy => tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx => a soma das seguintes tensões longitudinais geradas pela seguinte condição de carregamento dinâmico extremo, em MPa:
a) A tensão longitudinal resultante da pressão máxima interna admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com tensão de flexão gerada pelo peso estático de um equipamento totalmente cheio, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
b) A tensão de tração ou compressão resultante da aceleração ou desaceleração longitudinal extrema. Neste caso as forças aplicadas devem ser de 0,7 vez a reação vertical no conjunto da suspensão aplicadas à superfície de rodagem, e igualmente as transmitidas para o costado do equipamento através da estrutura da suspensão durante a desaceleração, ou do pivô horizontal do caminhão trator ou do dolly com quinta roda, ou da barra de engate basculante de um dolly durante a aceleração, ou do ancoramento e membros suportantes de um caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada no peso estático do equipamento rodoviário totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento. Os seguintes carregamentos devem ser incluídos:
b.1) A carga axial gerada por uma força desaceleradora.
b.2) O momento de flexão gerado por uma força desaceleradora.
b.3) A carga axial gerada por uma força aceleradora.
b.4) O momento de flexão gerado por uma força aceleradora.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força acelerativa extrema igual a 0,7 vez a reação vertical no conjunto de suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento de membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do equipamento totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
Ss => soma das seguintes tensões de cisalhamento gerado pela condição de carregamento dinâmico extremo, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical do conjunto de suspensão, e do pivô horizontal do acoplamento (quinta-roda) ou rala, ou ancoramento e membros suportantes de um caminhão, quando aplicáveis. A reação vertical deve ser calculada baseada sobre o peso estático do equipamento totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
b) A tensão vertical de cisalhamento gerada por uma força de aceleração vertical igual a 0,7 vez a reação vertical no conjunto de suspensão, e no pivô horizontal do acoplamento (quinta roda) ou na rala, ou no ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do equipamento totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
b) A tensão de cisalhamento gerada por uma força de aceleração igual a 0,4 vez a reação vertical no conjunto de suspensão aplicado na superfície de rodagem (nível do solo), e igualmente as transmitidas para as paredes do tanque através do conjunto de suspensão, e do pivô horizontal do acoplamento (quinta-roda) ou da rala, ou do ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do equipamento totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo costado do equipamento.
d) A tensão de cisalhamento torcional gerada pelas mesmas forças descritas no parágrafo c) desta seção.
D) Para contemplar a tensão gerada pelo impacto em um acidente, o cálculo de projeto para o costado e calotas do equipamento deve incluir a carga resultante da pressão de projeto em combinação com a pressão dinâmica resultante de uma desaceleração longitudinal de 2g. Para esta condição de carregamento o valor de tensão usado não pode exceder a tensão elástica ou 75% da tensão de ruptura do material do tanque, sendo adotado o que for menor. Para equipamentos construídos em aço inoxidável, a tensão máxima de projeto não pode exceder a 75% da tensão de ruptura do tipo de aço usado.
E) Deve ser, obrigatoriamente, considerada uma sobrespessura de corrosão mínima de 2,5mm ou de 20% sobre a espessura da chapa, adotando-se a que for menor.
F) Na construção, a espessura da chapa do equipamento não pode ser inferior a 15,8mm, incluída a sobrespessura.
6.3.1 A solda de suportes de acessórios e dispositivos no costado do equipamento deve ser feita através de um empalme, de modo que não ocorra nenhum efeito adverso sobre a integridade do equipamento, se alguma força é aplicada ao acessório ou dispositivo, em qualquer direção. A espessura do empalme não deve ser menor do que a do costado ou calota ao qual é fixado, e não maior que 1,5 vez a espessura do costado ou calotas.
Entretanto, um empalme com espessura mínima de 6,35mm (0,250pol) pode ser usado. Se furos de respiro forem usados, o empalme deve ser perfurado e roscado em seu mais baixo ponto após soldado.
6.3.2 Cada empalme deve:
a) estender ao menos 50mm em cada direção de algum ponto do acessório soldado;
b) ter cantos arredondados, ou caso contrário, ser fabricado de modo que minimize a concentração de tensões sobre o costado ou calotas;
c) ser soldado por um cordão contínuo em volta do empalme, exceto por uma pequena abertura no ponto mais baixo para drenagem, usando metal de adição conforme as recomendações para o material do costado ou calotas.
6.4 Juntas soldadas
6.4.1 Todas as soldas do equipamento devem ser totalmente radiografadas conforme Código ASME Seção VIII.
6.4.2 Todas as juntas longitudinais do equipamento devem ser posicionadas em sua metade superior, e defasadas entre si.
6.4.3 As soldas devem ser executadas por processos e soldadores qualificados e com procedimentos aprovados de acordo com Código ASME Seção IX.
Em adição às variáveis essenciais definidas no Código ASME, as seguintes variáveis devem ser consideradas essenciais: número de passes, espessura de chapa, calor por passe, fabricante, e código de identificação do fluxo e arames. Os registros de qualificação devem ser mantidos pelo fabricante pelo menos por 5 anos.
6.4.4 Os materiais dos elementos de soldagem devem ser compatíveis com o produto a ser transportado.
6.4.5 As juntas devem estar de acordo com os requisitos do Código ASME, com todos os defeitos no material do costado e calotas reparados, conforme especificado no Código ASME.
6.4.6 As preparações dos chanfros do costado e calotas podem ser feitas por maçarico, desde que cada superfície seja refundida no subseqüente processo de soldagem. Quando isso não ocorrer, 1,3mm (0,050pol) da superfície atacada termicamente deve ser retirada por meios mecânicos.
6.4.7 A máxima tolerância de alinhamento e de altura de reforço de solda deve ser de acordo com o Código ASME Seção VIII.
6.4.8 Subestruturas (como por exemplo: porta pneu / roda sobressalente, chassi, caixas de válvulas, etc.) devem ser montadas antes de sua fixação no costado, e as soldas devem ser feitas de modo a minimizar a concentração de tensões no costado.
6.5 Fixação e amarração do equipamento
6.5.1 Um equipamento que não é permanentemente fixado ou integrado a um chassi de veículo, deve ser fixado através de cintas ou equivalentes meios de fixação do equipamento na estrutura do chassi. Ancoramentos, ou outros meios devem ser providos para prevenir movimentos indevidos entre o equipamento e o chassi do veículo quando em operação.
6.5.2 Um equipamento projetado e construído de modo que o equipamento seja auto-suportado totalmente ou em parte em vez de possuir uma estrutura externa, deve possuir berços externos de apoio. Um equipamento com uma estrutura, pode ser suportado por berços externos ou membros longitudinais. Os berços quando utilizados devem se estender por pelo menos 120º da circunferência externa do costado. O projeto destes suportes deve considerar as tensões de compressão, tração, cisalhamento, torção, flexão e de aceleração, para o equipamento e chassi carregado como uma unidade, usando um fator de segurança 4 baseado na tensão de ruptura dos materiais utilizados, e sobre 2g de carregamento longitudinal e lateral e 3 vezes o peso estático no carregamento vertical (veja apêndice G do Código ASME).
6.5.3 Quando um suporte do equipamento é fixado a alguma parte das calotas do equipamento, o esforço imposto sobre a calota deve atender os requerimentos do parágrafo 6.5.2.
6.5.4 Nenhum suporte ou pára-choque pode ser soldado diretamente sobre o equipamento. Todos os suportes devem ser fixados através de empalmes de mesmo material de equipamento.
6.6 Bombas e compressores
Os equipamentos não podem, em hipótese alguma, ser equipados com sistema de bombeamento. Estas unidades devem ser obrigatoriamente descarregadas por pressurização externa, não superior a 0,9 MPa (9 bar), seja por ar ou nitrogênio ou vapores de cloro. Após a descarga, a pressão residual não deve superar a 0,5 MPa (5 bar).
6.7 Diversos
6.7.1 O equipamento e os demais dispositivos operacionais nele fixados, devem dispor de sistema para descarga da eletricidade estática acumulada.
6.7.2 O equipamento deve apresentar sinalização conforme legislação de trânsito vigente.
6.7.3 O equipamento deve portar suporte para pneus sobressalentes.
6.7.4 O equipamento deve ser dotado de suporte para os extintores.
6.7.5 Os equipamentos devem dispor de elementos ou olhais que permitam o seu içamento em condições de tombamento.
7. CONDIÇÕES ESPECÍFICAS
7.1 Os equipamentos destinados ao transporte e distribuição de gás cloro liquefeito não podem ter o uso alternado com qualquer outro produto.
7.2 É proibido o uso de indicadores de nível de qualquer tipo, bem como de medidores de pressão.
7.3 Fica proibida a instalação nos equipamentos, de quaisquer conexões, válvulas, aberturas ou drenos em qualquer local que não os especificados neste RTQ.
7.4 Todas as válvulas para operação com gás cloro liquefeito devem obedecer às prescrições, quando aplicável, do The Chlorine Institute.
7.5 Todos os equipamentos destinados à distribuição de gás cloro liquefeito devem ser obrigatoriamente projetados para densidade de enchimento máxima de 125 % em peso.
7.6 O equipamento deve ser equipado com sistema de proteção resguardando todas as conexões, válvulas e quaisquer outros dispositivos operacionais que possam ter contato com o produto, adicionalmente, as válvulas de segurança devem ser protegidas de tal modo, que em caso de acidente, seus funcionamentos não sejam impedidos ou restringidos.
7.7 Todas as válvulas de operação e segurança, devem ser instaladas no mesmo local, na parte superior do equipamento, devidamente protegidas pelo domo e suas proteções. Não é permitida qualquer outra abertura no equipamento. A tampa da boca de visita e o domo de proteção devem ser conforme especificação do The Chlorine Institute, de modo a permitir a utilização de kit de emergência contra vazamentos tipo “C”.
7.8 Todas válvulas devem ser instaladas em flange especial.
7.9 É obrigatória a instalação de válvulas automáticas de excesso de fluxo, que atendam as especificações do Chlorine Institute, localizadas internamente no equipamento, em todas as linhas, salvo a linha da válvula de segurança.
7.10 Todas as saídas das válvulas devem ser obrigatoriamente fechadas com bujão apropriado (plug) original da válvula.
7.11 Todas válvulas angulares, de segurança e de controle de vazão devem ser do tipo aprovado pelo The Chlorine Institute.
7.12 Todos os equipamentos devem ser equipados com, pelo menos, uma válvula de segurança, instalada na tampa da boca de visita e de forma tal que em nenhuma hipótese a descarga seja obstruída.
7.13 Não é permitida a instalação de qualquer válvula de fechamento ou qualquer outro tipo de bloqueio no sistema de segurança.
7.14 As válvulas de segurança devem ser calibradas a 1,55 MPa (225 psig ou 15,5 bar) com capacidade de descarga, não inferior a 76,46 m³/min de ar normal a 15,5 ºC e 1 atmosfera (60 ºF e 14,7 psig).
7.15 A pressão de ruptura do pino de segurança deve estar aproximadamente a 0,1 MPa (1 bar) acima da pressão de calibragem da válvula.
7.16 As válvulas da segurança devem ser ensaiadas objetivando uma perfeita estanqueidade à pressão de 1,28 MPa (12 bar), no mínimo.
7.17 Todas as válvulas de segurança devem conter placa integrante da própria válvula, com todas as indicações de ensaio e operação.
7.18 Todas as válvulas de segurança devem ser adequadamente protegidas contra impurezas ou água. O sistema de proteção não deve bloquear ou reduzir a descarga nominal da válvula.
8. EXECUÇÃO DA INSPEÇÃO
8.1 O OIA-PP (OIC) deve analisar o projeto, especificações, memorial descritivo e verificar se o mesmo atende a este RTQ. Após a verificação, o OIA-PP (OIC) deve fornecer o número do equipamento, devendo ser colocado na chapa de identificação deste equipamento.
8.2 Matéria prima
8.2.1 Certificado de origem e rastreabilidade através de identificação
O fabricante deve fornecer os certificados de origem (fabricante) dos materiais e componentes submetidos à pressão, envolvidos na fabricação do equipamento, devendo o OIA-PP (OIC) verificar os materiais através das especificações declaradas (normas, marcação e projeto).
8.2.2 Sem certificados e identificação
Os materiais sem rastreabilidade só podem ser utilizados mediante a realização de ensaios físicos e químicos conforme a norma pertinente a serem fornecidos pelo fabricante, e realizados em laboratórios com equipamentos com rastreabilidade pela RBC, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova, bem como acompanhar a realização dos ensaios.
8.3 Controle ultra-sônico
Todas as chapas a serem utilizadas na construção dos equipamentos devem ser ensaiadas pelo fabricante ou siderúrgica, conforme Código ASME Seção V AS-435.
8.4 Processos de soldagem e qualificação dos soldadores
8.4.1 O fabricante deve apresentar ao OIA-PP (OIC) os processos de soldagem e as qualificações dos soldadores que estão envolvidos na fabricação do equipamento.
8.4.2 Após exame de compatibilidade conforme o Código ASME Seção IX, o inspetor verifica se há alguma discrepância que impeça a aceitação, e em caso afirmativo, solicita ao fabricante a realização dos ensaios necessários à obtenção das qualificações.
8.5 Soldas
8.5.1 Chanfros
Devem ser verificados em função dos desenhos aprovados, normas impostas e procedimentos aprovados, atestando-se a homogeneidade da geometria e a isenção de defeitos superficiais.
8.5.2 Ensaios não destrutivos
Controle radiográfico e ultra-sônico.
O OIA-PP (OIC) deve verificar, nos requisitos estabelecidos pelas normas de fabricação, a necessidade de execução dos ensaios requeridos, solicitando sempre do fabricante emissão de relatórios de controle dos ensaios não destrutivos realizados.
8.5.3 Ensaio de produção (corpo de prova)
Verificar os requisitos de ensaios de produção, devendo o OIA-PP (OIC) assegurar-se de que a solda a ser ensaiada é similar à empregada na construção do equipamento, providenciando assim identificação prévia na testemunha de solda, colocando o seu sinete.
8.5.4 Execução da soldagem
O OIA-PP (OIC) deve constatar que o fabricante está utilizando na fabricação do equipamento, os processos e soldadores qualificados.
8.5.5 Exame visual dos cordões de solda
Deve ser feito tanto interno como externo, para verificação da ausência de defeitos superficiais e irregularidades acentuadas no perfil do cordão.
8.6 Controle dimensional das calotas
8.6.1 Antes da montagem e soldagem do costado
Verificar as seguintes dimensões: diâmetro, altura, ovalização e espessura, principalmente nas zonas de transição. Deve-se também verificar a curvatura teórica, através de gabaritos, observando se os desvios existentes estão dentro das tolerâncias estabelecidas nos requisitos de fabricação.
8.6.2 Após a montagem da calota e do costado
Verificar de acordo com as tolerâncias estipuladas para os seguintes itens:
a) cruzamento das soldas;
b) nivelamento das juntas;
c) alinhamento do costado;
d) ovalização do costado;
e) comprimento do equipamento e das dimensões das conexões e suportes.
8.7 Controle radiográfico
O OIA-PP (OIC) deve examinar as radiografias dos cordões de solda a serem fornecidas pelos fabricantes à luz do Código ASME Seção VIII.
8.8 Tratamento térmico
8.8.1 Verificação e aprovação dos procedimentos para tratamento térmico, quando aplicável, que devem ser compatíveis com o material utilizado.
8.8.2 Verificação da curva do tratamento térmico de acordo com o procedimento aprovado.
8.9 Ensaio hidrostático e pneumático dos reforços
8.9.1 O ensaio hidrostático deve ser efetuado conforme requisitos do Código ASME Seção VIII, e a uma pressão mínima de 2,4MPa.
8.9.2 Durante o ensaio hidrostático o OIA-PP (OIC) deve manter a pressão por no mínimo uma hora. O ensaio deve ser efetuado com no mínimo 02 medidores de pressão, na pressão especificada para o ensaio hidrostático.
8.9.3 O OIA-PP (OIC) deve acompanhar a realização do ensaio pneumático nas regiões com chapas de reforço e nas aberturas das conexões, utilizando água e sabão, para assegurar-se da ausência de vazamentos nesses locais.
8.10 Limpeza
O OIA-PP (OIC) deve atestar a limpeza interna do equipamento.
8.11 Inspeção final
É a intervenção final do OIA-PP (OIC) e consiste na liberação final do equipamento, a partir da verificação dos seguintes itens:
a) pintura externa;
b) presença dos suportes de fixação das placas de simbologia;
c) ensaio pneumático para certificação da estanqueidade das válvulas, conexões, tubulações e demais acessórios;
d) colocação dos dispositivos operacionais no equipamento;
e) calibração das válvulas para alívio de pressão a serem instaladas no equipamento;
f) isolamento e revestimento externo.
8.12 Análise do prontuário do equipamento
8.12.1 O fabricante deve apresentar ao OIA-PP (OIC) o conjunto de todos os documentos na fabricação, tais como: certificados de matéria-prima, relatórios de controle da qualificação dos processos de soldagem e dos soldadores, etc. Após o exame e autenticação (carimbo e assinatura do inspetor) desse prontuário e a conclusão de todas as etapas de inspeção. O OIA-PP (OIC) deve sinetar a placa de identificação / inspeção e fornece o relatório técnico e o CIPP.
8.12.2 O fabricante deve fornecer uma cópia do prontuário ao proprietário final do equipamento, o qual deve mantê-lo ao seu poder, para fins de futuras inspeções.
9. RESULTADO DA INSPEÇÃO
9.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, bem como os parâmetros de aprovação ou de reprovação.
9.2 No relatório de inspeção, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo – dispositivos de carregamento e tampas e sistema de fixação do equipamento ao chassi;
b) exame visual interno;
c) ensaio hidrostático – pressão aplicada, tempo duração do ensaio e observações;
d) ensaio de estanqueidade – pressão lida no medidor de pressão de referência, pressão lida no medidor de pressão do equipamento e observações;
e) ensaio dos instrumentos em bancada – medidores de pressão, válvulas de alívio de pressão, dispositivos corta vácuo e etc;
f) a grade de inspeção deve ser anexada ao relatório, em caso de ocorrências de não conformidade ou mesmo em branco.
9.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção, devendo constar à espessura mínima encontrada e a sua localização, conforme requisitos estabelecidos no RTQ Instrução para preenchimento de registros de inspeção da área de produtos perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber 01 (uma) cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade deve ser entregue ao proprietário do equipamento, após a aprovação da inspeção.
9.3.1 O CIPP não deve ser plastificado.
9.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar na reparação dos itens irregulares.
9.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
9.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
9.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
9.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
9.5.4 Em qualquer dos casos referidos nos itens 9.5.1, 9.5.2 e 9.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
9.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
9.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
9.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
10. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório de Inspeção e Suplemento de Relatório (modelos) Anexo C – Figuras
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por
ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada
ultra-violeta *4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
ANEXO C – FIGURAS
Figura 1 – Domo e layout das válvulas
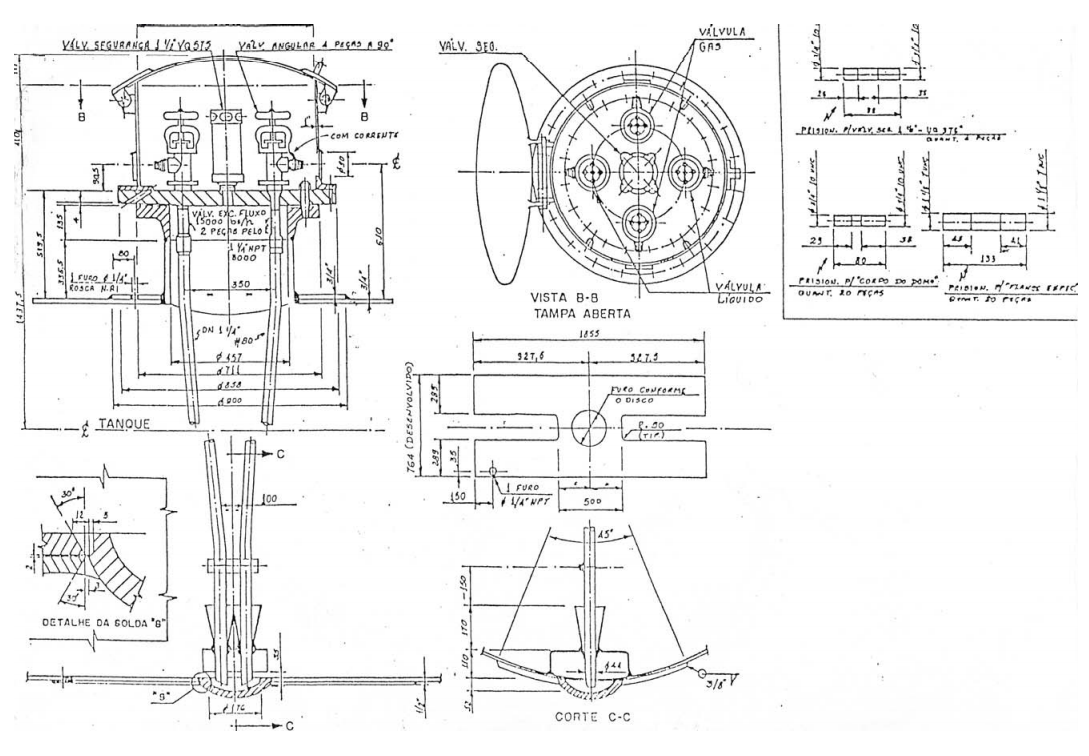
Figura 2 – Tampa da boca de visita
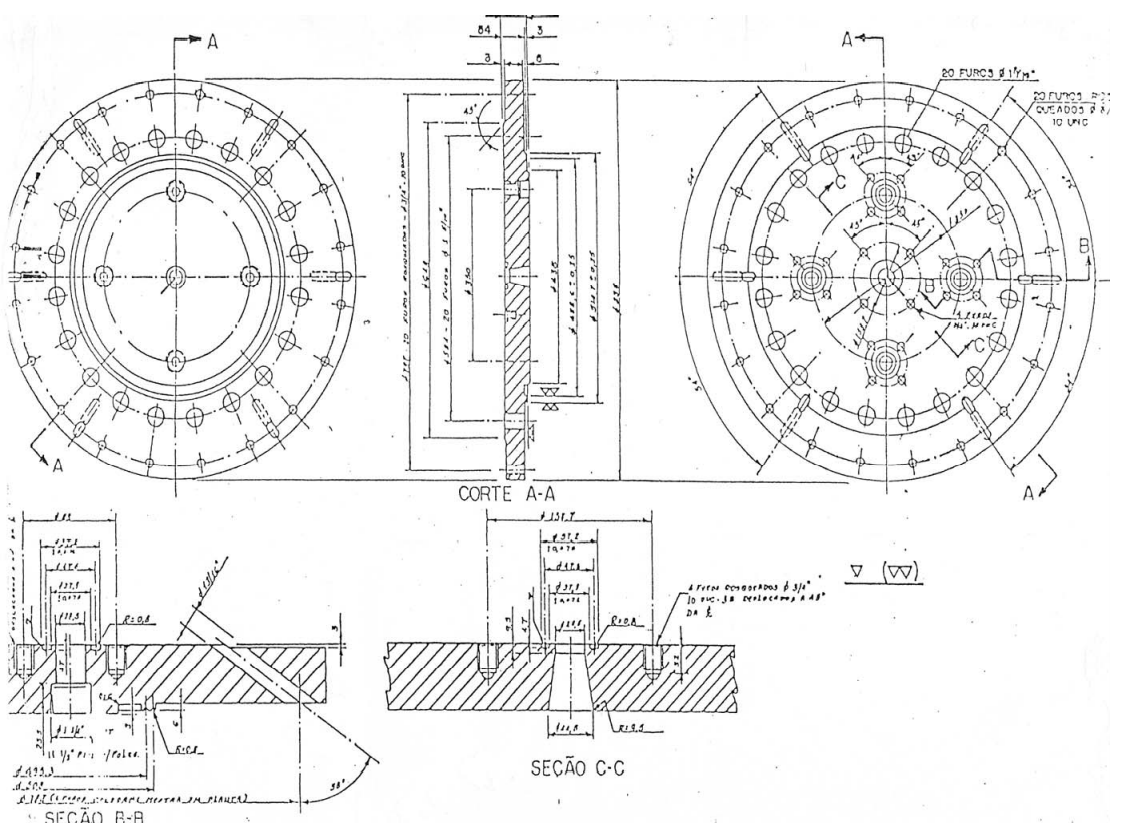
Figura 3 – Aspecto Geral do Conjunto de Transporte de Cloro Líquido
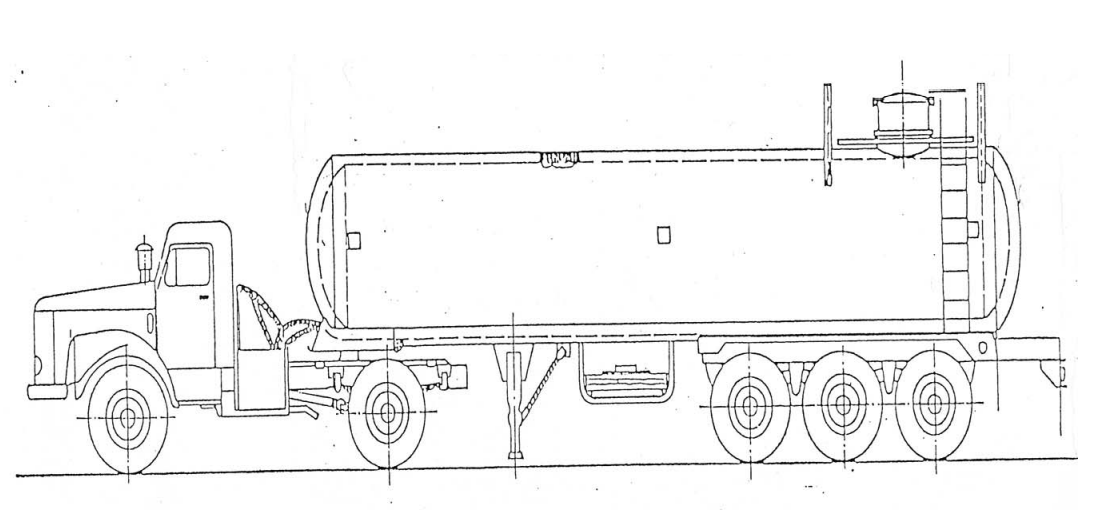

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção periódica dos equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 3 e 27E, com temperaturas compreendidas entre -90°C e -228°C, construídos em aço ou aço inoxidável ou alumínio, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88 : Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 3c: Inspeção na construção de equipamento para o transporte rodoviário de produtos perigosos a granel – gases criogênicos.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
Código ASME: Boiler and pressure vessel code section V e VIII.
Compressed Gas Association 3, 4 and 1
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC) define o inspetor que, inicialmente confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do equipamento, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para equipamentos em uso, quando não houver a chapa de identificação do equipamento, esta deve ser providenciada e soldada, em todo o seu perímetro, junto ao primeiro berço de apoio do equipamento ou na ausência do berço afixar na longarina do seu chassi, na parte dianteira e do lado do condutor do veículo. (ver o RTQ 3c – Chapa de Identificação do Equipamento).
5.2.2 Para a inspeção do equipamento, no caso de reforma ou reparo, deve ser apresentado o livro de registros (data book) deste tanque de carga, o qual deve ser elaborado e preparado durante a construção do mesmo, contendo, no mínimo, os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projeto e ensaios, quando aplicável;
f) garantia de compatibilização dos materiais do corpo do equipamento e de seus dispositivos operacionais para com os produtos a transportar;
g) relatório de inspeção;
h) exames, ensaios e relatórios de END, quando aplicável.
5.2.3 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira do equipamento do lado do condutor do veículo e abaixo do eixo longitudinal médio do equipamento. Todas devem ser afixadas em um suporte porta-placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for a primeira inspeção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio e limpo (lavado).
5.6 Antes de executar qualquer reparo ou reforma de um equipamento, o seu proprietário deve notificar e solicitar acompanhamento de inspeção de reparo a um OIA-PP.
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC) que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a conclusão, conforme os requisitos estabelecidos neste RTQ e no RTQ 3c.
5.7.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto no RTQ 3c, e serem mantidas durante toda sua vida útil.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.11 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.11.1 O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ e no RTQ 3c.
5.12 O equipamento pode ter uso múltiplo, se respeitadas as compatibilidades entre os produtos, os materiais e as pressões de projeto.
5.13 O equipamento que sofreu acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.14 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.15 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.16 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.16.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.16.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.17 O OIA-PP deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.18 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004.
5.19 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.19.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.20 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo;
d) o equipamento não atender às condições exigidas.
5.21 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.22 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. EXECUÇÃO DA INSPEÇÃO
6.1 Montagem do equipamento no chassi
Deve ser verificada a montagem do equipamento no chassi, devendo ser observada sua integridade, trincas nos materiais e cordões de solda, empenos e corrosão. A pintura do chassi do veículo não deve apresentar empolamento, trincas, cortes escavações e abaulamentos. A ancoragem do equipamento e a fixação por parafusos devem estar de acordo com o especificado no projeto.
6.2 Inspeção visual externa do tanque externo
6.2.1 Deve ser verificado o estado geral do tanque externo. A pintura não pode apresentar empolamentos, trincas, descascamentos ou qualquer irregularidade que facilite o processo de oxidação.
Trincas, mossas, cortes, escavações, abaulamentos e qualquer irregularidade superficial devem ser avaliadas pelo inspetor. Em caso de corrosão localizada ou dispersa, a espessura da parede remanescente do corpo do tanque, não pode ser menor que aquela calculada conforme a fórmula do ASME Seção VIII Divisão1, para a pressão de -98 kPa (-1 kgf/cm²).
Nota: Equipamentos que transportam gás criogênico é composto de 02 (dois) tanques, que denominamos tanque interno, o qual entra em contato com o produto transportado e o tanque externo que envolve o tanque interno. Entre os 02 (dois) temos uma camada de material sólido de isolante térmico e vácuo, com a função de manter a temperatura interna até -228 °C. Esse equipamento não possui boca de visita, portanto, quando for necessária uma inspeção interna devem ser feitos cortes no tanque externo.
6.2.2 As mossas localizadas e de pequenas extensões são aceitáveis sem reparações quando suas profundidades não excederem a 1/5 de suas maiores dimensões.
6.2.3 Equipamentos com cortes, mossas e escavações maiores que 75mm de comprimento e com profundidades maiores que 25% (vinte e cinco por cento) da espessura mínima calculada devem ser reprovados.
6.2.4 Independentemente da extensão e localização da trinca, o equipamento é considerado reprovado.
6.2.5 Os critérios de aceitação da porosidade nos cordões de solda, devem ser aqueles apresentados no Código ASME VIII, Divisão 1, Apêndice 4.
6.2.6 O equipamento deve ser reparado quando apresentar a diferença entre o maior e o menor diâmetro, medido na seção do abaulamento, maior que 1% do diâmetro nominal do tanque.
6.2.7 Parafusos, porcas e quaisquer conexões devem ser verificadas quanto às suas funcionalidades e caso estejam soltas devem ser recolocadas ou fixadas.
6.2.8 A tubulação e terminal de engate devem ser verificados quanto aos seus estados gerais e funcionalidades.
6.2.9 O nível de vácuo entre o tanque interno e o tanque externo deve ser verificado, com a utilização de medidor de vácuo, sendo que esse nível não pode superior a 0,04 Pa (300 µ mm Hg) para o isolamento com lã de vidro ou fibra de vidro e não superior a 0,066 Pa (500 µ mm Hg) para o isolamento com perlita expandida, à temperatura ambiente. Deve ser verificado o sistema de isolamento (visual externo) quanto ao seu estado e funcionalidade.
6.2.10 Devem ser verificadas a integridade e funcionalidade do sistema de alívio de pressão.
As válvulas de segurança rodoviária e alívio de pressão devem ser reguladas na bancada, conforme o parágrafo UG-134 do Código ASME, Seção VIII, Divisão l, de tal forma que atenda ao estabelecido no projeto do equipamento. Não são aceitáveis vazamentos nas válvulas de segurança, enchimento, rodoviária, alívio de pressão e drenos. As válvulas e dispositivos de segurança devem ser identificadas e apresentarem plaquetas indicando suas respectivas pressões de regulagens.
6.2.10.1 Deve ser verificada a integridade dos discos de ruptura, quando da existência destes.
6.2.11 As válvulas de operação, tubulações, medidores de pressão, indicadores de nível e outros componentes, devem ser verificados quanto aos seus estados, atestando-se o funcionamento dos mesmos.
6.2.12 O equipamento deve possuir indicadores de pressão e medidores de pressão diferenciais, que devem ser calibrados, com tolerâncias máximas admissíveis de 1% e 2% dos valores lidos, respectivamente.
6.2.12.1 O equipamento deve ter dispositivos e sistema de medição do volume de líquidos criogênicos, conforme requisitos estabelecidos no Regulamento Técnico Metrológico do Inmetro, aprovado pela Portaria Inmetro n.º 58, de 21 de maio de 1997.
6.2.13 O equipamento e os demais dispositivos operacionais nele fixados, devem dispor de sistema para descarga da eletricidade estática acumulada, que permita o seu aterramento quando da operação de carga e descarga do produto.
6.3 Ensaio de estanqueidade e resistência
6.3.1 O equipamento e todo o sistema de operação e controle devem ser submetidos a ensaio pneumático, para verificação de sua estanqueidade e desempenho do sistema de tubulação e válvulas. A pressão de ensaio deve ser 110% da PMTA do equipamento.
O ensaio deve ser realizado, utilizando-se o próprio produto transportado e no mínimo 02 (dois) medidores de pressão calibrados devendo os números de série dos mesmos constar do relatório de inspeção do equipamento.
O equipamento não pode apresentar vazamento em flanges ou gaxetas.
6.3.2 O equipamento deve possuir dispositivos de operação, emergência, e acionamento das válvulas, em perfeitas condições de funcionamento. Deve haver igualmente sistema de drenagem, operação e enchimento do equipamento.
7. RESULTADO DA INSPEÇÃO
7.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou de reprovação.
7.2 No relatório de inspeção, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) ensaio de estanqueidade: pressão lida nos medidores de pressão de referência, e observações;
c) a grade de inspeção deve ser anexada ao relatório de inspeção, em caso de ocorrências de irregularidades;
d) ensaio dos instrumentos em bancada: medidores de pressão, e válvulas de alívio.
7.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher e fornecer o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber uma cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade é entregue ao proprietário do equipamento após aprovação da inspeção.
7.3.1 O CIPP não deve ser plastificado.
7.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar a reparação dos itens irregulares.
7.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
7.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
7.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
7.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
7.5.4 Em qualquer dos casos referidos nos itens 7.5.1, 7.5.2 e 7.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
7.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
7.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
7.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório de Inspeção e Suplemento de Relatório (modelos)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro
(100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta *4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
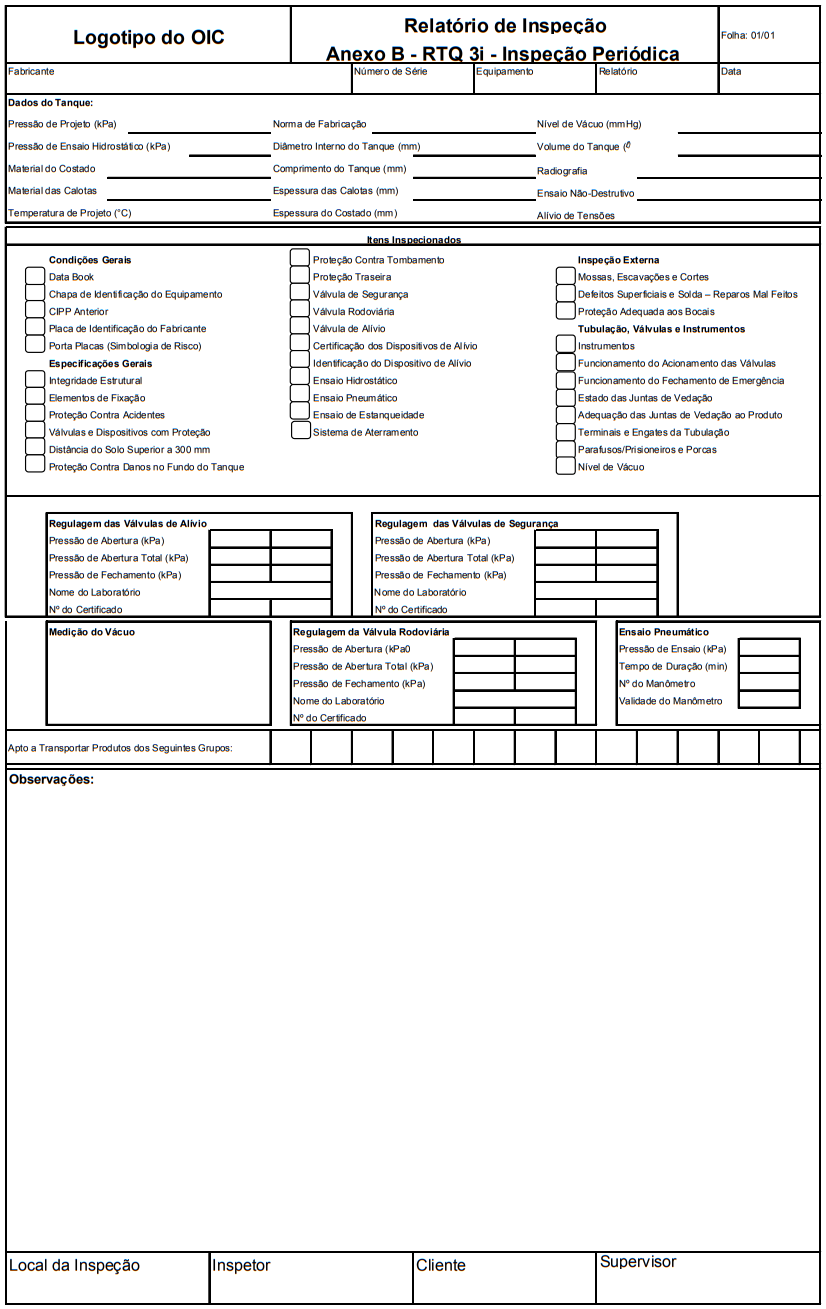
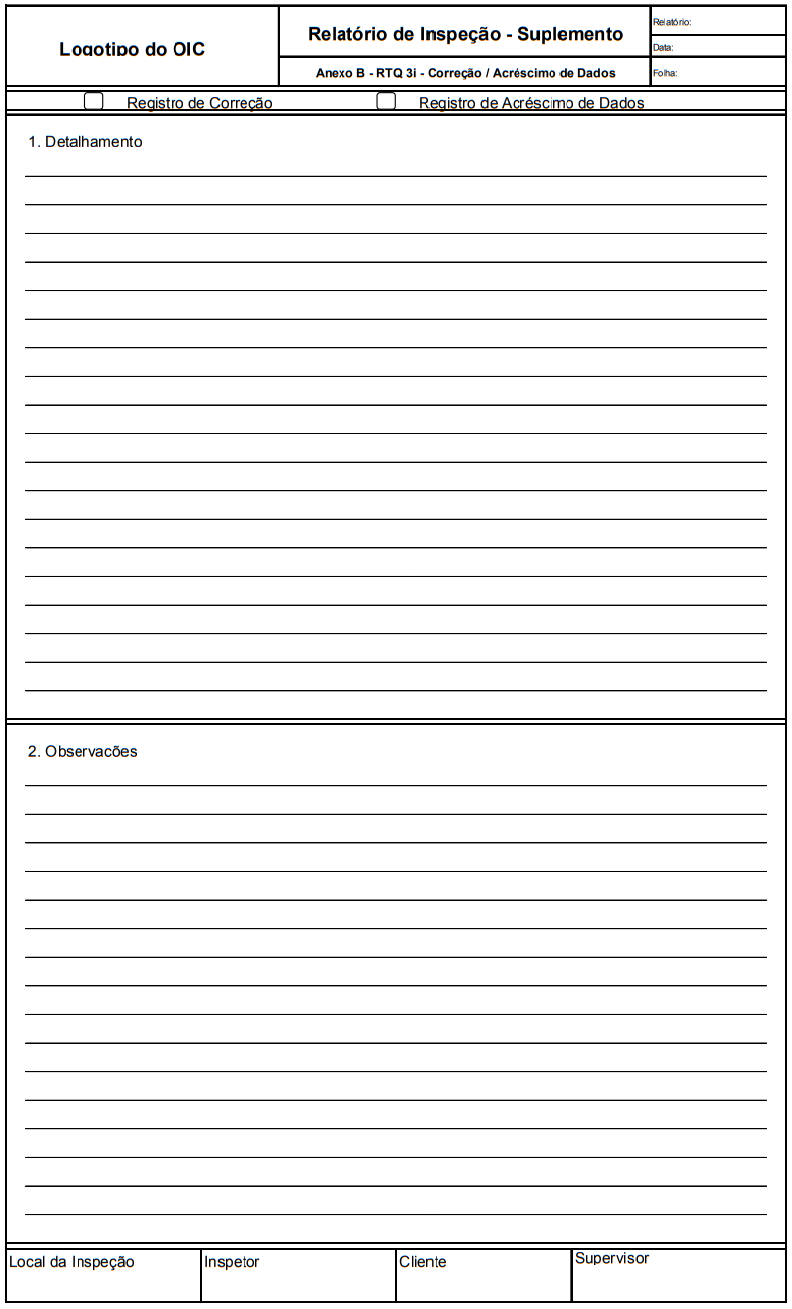

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção na construção, reparo ou reforma dos equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 3 e 27E, com temperaturas compreendidas entre -90°C e -228°C, construídos em aço ou aço inoxidável ou alumínio, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 3i: Inspeção periódica de equipamento para o transporte rodoviário de produtos perigosos a granel – gases criogênicos.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
Código ASME Boiler and pressure vessel code section V e VIII.
Code of Federal Regulation – DOT – MC338
Compressed Gas Association 3, 4 and 1
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
DOT: Department of Transportation
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser construído, o OIA-PP (OIC) define o inspetor que, inicialmente verifica o projeto do equipamento, todas as suas especificações e características e para qual grupo de produtos perigosos foi projetado, deve acompanhar toda a sua construção desde o recebimento do material de construção até a instalação do tanque de carga sobre o chassi do veículo. Quando for reforma ou reparo, confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do tanque de carga, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para a inspeção do equipamento, no caso de reforma ou reparo, o tanque de carga deve estar limpo, devendo ser apresentado o livro de registros (data book), o qual deve ser elaborado e preparado durante a construção do mesmo, contendo, no mínimo, os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projeto e ensaios, quando aplicável;
f) garantia de compatibilização dos materiais do corpo do equipamento e de seus dispositivos operacionais para com os produtos a transportar;
g) relatório de inspeção;
h) exames, ensaios e relatórios de END, quando aplicável;
i) registros gráficos das temperaturas do alívio de tensão.
5.2.2 Comprovação de cálculos
Toda e qualquer comprovação de cálculos referentes aos projetos de construção dos equipamentos devem ser acompanhadas de memorial descritivo assinado pelo responsável técnico com a sua respectiva Anotação de Responsabilidade Técnica (ART). (ver Anexo C)
5.2.3 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, não devem estar distanciadas uma das outras mais do que 10cm. Sempre localizadas na parte dianteira do equipamento do lado do condutor do veículo rodoviário e abaixo do eixo longitudinal médio do equipamento, todas afixadas em um suporte porta placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, no caso de reforma ou reparo, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for inspeção na construção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, quando for reforma ou reparo, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio e limpo (lavado).
5.6 Antes de executar qualquer reparo ou reforma em um equipamento, o proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC) que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a conclusão, conforme os requisitos estabelecidos neste RTQ.
5.7.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto neste RTQ, e serem mantidas durante toda sua vida útil.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.11 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.11.1 O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ.
5.11.2 Este equipamento só pode transportar produtos do grupo 3 e do grupo 27E.
5.12 O equipamento pode ter uso múltiplo, se respeitadas as compatibilidades entre os produtos, os materiais e as pressões de projeto.
5.13 Documentação
5.13.1 O fabricante do equipamento deve manter, no mínimo, durante 05 (cinco) anos a documentação e os filmes radiográficos, em condições de consulta por terceiros, todos os registros referentes à construção, como a saber:
a) projeto do equipamento a construir;
b) memória de cálculo;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
f) certificado de qualificação para procedimentos de soldagem, e de soldadores;
g) garantia de compatibilização dos materiais do corpo do tanque e de seus implementos para com os produtos a transportar;
h) relatório da inspeção;
i) relatórios de END, quando aplicável;
j) registros gráficos das temperaturas do alívio de tensão.
5.13.2 A documentação relacionada acima deve ser reunida em um livro de registros (data book), e uma cópia deste livro deve ser fornecida ao cliente.
5.14 Placa de identificação do fabricante
O fabricante do equipamento deve afixar na lateral esquerda dianteira do mesmo, após a sua aprovação, uma placa de identificação do fabricante, fabricada e gravada em material resistente às intempéries, e contendo, no mínimo, as seguintes inscrições:
a) identificação do fabricante;
b) número de série de fabricação;
c) data de fabricação (mês e ano);
d) normas de fabricação;
e) apto a transportar – gases criogênicos – grupo 3;
f) capacidade geométrica (m³) ou (l);
g) espessura mínima admissível de projeto: calotas e costado (mm);
h) espessura original: calotas e costado (mm);
i) tara do veículo (kg) ou (t);
j) tara do tanque (kg) ou (t);
k) pressão máxima de operação (kPa);
l) pressão de ensaio hidrostático (kPa);
m) abertura da válvula de segurança (kPa);
n) temperatura de operação (ºC);
o) alívio de tensões;
p) inspeção;
q) radiografia total.
5.15 Chapa de identificação do equipamento
Deve ser afixada uma chapa de dimensões 40 x 130mm, de espessura mínima de 2mm, em aço inoxidável, deve ser afixada por solda em todo o seu perímetro no primeiro berço de apoio dianteiro do equipamento ou na ausência do berço afixar na longarina do seu chassi, do lado do condutor do veículo. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo, o número Inmetro do equipamento fornecido pelo OIA-PP (OIC), cada número deve ter no mínimo 8mm de altura.
5.16 O equipamento que sofreu acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.17 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.18 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.19 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.19.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.19.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.20 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.21 A inspeção do equipamento deve ser realizada no local da construção ou da reforma ou do reparo.
5.22 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.22.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei e outros.
5.23 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo;
d) o equipamento não atender às condições exigidas.
5.24 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.25 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. REQUISITOS DE CONSTRUÇÃO
6.1 Construção
O equipamento deve ser construído em atendimento ao prescrito no Código ASME, de construção soldada ou sem costura, ou a combinação de ambos processos. As técnicas de construção e montagem devem atender aos procedimentos recomendados pelo Código ASME Seção V, Seção VIII – Divisão 1 e Seção IX, e ainda o Código CFR- DOT, Parte 49.
Nota: Equipamento que transporta gás criogênico é composto de 02 (dois) tanques denominados: tanque interno, o qual entra em contato com o produto transportado e o tanque externo que envolve o tanque interno. Entre os mesmos existe 01 (uma) camada de material sólido de isolante térmico e vácuo, com a função de manter a temperatura interna até -228 °C. Esse equipamento não possui boca de visita, portanto quando for necessário executar uma inspeção interna deve-se fazer cortes no tanque externo.
6.1.1 Marcação e corte das chapas
Deve ficar a cargo do OIA-PP (OIC) verificar as traçagens das chapas e transferência da identificação da usina, para as peças, garantindo a rastreabilidade dos componentes gerados. As chapas cortadas ou chanfradas devem ser inspecionadas visualmente afim de que somente sejam utilizadas peças que não apresentem defeitos nas bordas e biséis.
6.1.2 O tanque interno somente pode ser liberado para encamisamento com revestimento isolante e receber o tanque externo, depois de inspecionado e aprovado pelo OIA-PP (OIC).
6.1.3 O tanque interno pode ser fabricado de aço ou aço inoxidável ou alumínio, porém os materiais a serem utilizados na fabricação do tanque interno devem ser compatíveis com o produto perigoso a ser transportado e com o requisito de teste de impacto ou tratamento térmico, conforme requisitos de projeto.
6.1.4 O tanque interno deve possuir quebra ondas para impedir o excessivo movimento do produto, durante o transporte.
6.1.5 O tanque externo pode ser fabricado de aço ou aço inoxidável ou alumínio.
6.1.6 A tubulação interna e externa deve ser de material compatível com a pressão e temperatura de operação, e estar adequadamente fixada.
6.1.7 Devem ser instalados medidores de pressão, para que sejam monitoradas as pressões do tanque interno e pressão de descarga da bomba.
6.1.8 Deve ser instalado dispositivo que indique o volume do produto transportado, nas condições de operação.
6.1.9 Alívio de tensões (tratamento térmico)
Somente podem sofrer alívio de tensões os equipamentos depois de aprovados no ensaio radiográfico. O OIA-PP (OIC) deve analisar previamente o procedimento de alívio de tensões.
6.1.10 Equipamento pintado
O equipamento deve ser jateado ao metal quase branco Sa 2,5 e pintado de acordo com o desenho de referência.
6.2 Materiais
6.2.1 Todos os materiais do corpo do tanque devem ser compatíveis com o produto a ser transportado, e de acordo com as Partes A e B da Seção II do Código ASME.
6.2.2 Com certificado de origem
O certificado do fabricante para as chapas a serem usadas no equipamento, deve atestar que:
a) a amostragem das chapas foi realizada em lotes máximos de 100 toneladas de processo homogêneo de fabricação, de acordo com o Código ASME Seção II;
b) as chapas não devem apresentar dupla laminação ou descontinuidades, verificadas de acordo com o Código ASME, Seção V – AS 435.
6.2.3 Sem certificado de origem
Os materiais sem rastreabilidade só podem ser utilizados mediante a realização de ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela RBC, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
As chapas devem ser ultrassionadas para verificação de dupla laminação ou descontinuidade em cada chapa, de acordo com o Código ASME, Seção V-AS 435 ou equivalente.
6.3 Integridade estrutural
6.3.1 Exceto, como especificado no item 6.3.6 deste RTQ, a tensão máxima de projeto em qualquer ponto do tanque não pode exceder a tensão máxima admissível definida na Seção VIII do Código ASME, ou 25% da tensão de ruptura do material usado.
6.3.2 As propriedades físicas relevantes do material usado em cada tanque podem ser estabelecidas através de testes especificados no certificado do seu fabricante ou através de ensaios efetuados em corpos de prova de acordo com normas reconhecidas nacionalmente. Neste caso, a tensão de ruptura do material utilizado no projeto não pode exceder a 120% da tensão da ruptura especificada pela norma de fabricação do material, seja Código ASME ou ASTM.
6.3.3 A tensão máxima de projeto em qualquer ponto do tanque deve ser calculada separadamente para a condição de carga descrita nos itens 6.3.5 a 6.3.9 e deste RTQ. Ensaios alternativos ou métodos analíticos ou a combinação de ambos, podem ser usados em vez dos procedimentos descritos nos itens 6.3.5 a 6.3.9 deste RTQ, desde que os métodos sejam precisos e confiáveis.
6.3.4 Acréscimo de espessura para corrosão não pode ser incluído para satisfazer qualquer requisito de resistência estrutural de projeto deste RTQ.
6.3.5 O projeto estático e de construção de cada tanque de carga deve ser feito de acordo com a Seção VIII do Código ASME. O projeto do tanque deve incluir no cálculo a tensão gerada pela pressão de projeto, pelo peso da carga da estrutura suportada pelo corpo do tanque e pelos efeitos de gradientes de temperatura resultantes da diferença máxima possível de temperaturas entre a carga e o meio ambiente. Quando materiais diferentes são utilizados, seus coeficientes térmicos devem ser usados no cálculo das tensões térmicas. Concentração de tensões de compressão, flexão e torção, as quais ocorrem sobre os empalmes, berços ou outros suportes, devem ser levadas em consideração conforme descreve o apêndice G do Código ASME.
6.3.6 Projeto do costado: as tensões do costado resultantes das cargas estáticas e dinâmicas, ou pela combinação de ambas, não são uniformes através do tanque.
As cargas que ocorrem durante as operações do tanque, verticais longitudinais e laterais podem ocorrer simultaneamente e devem ser combinadas na realização dos cálculos.
As cargas dinâmicas extremas (máximas) verticais, longitudinais e laterais ocorrem separadamente e não precisam ser combinadas.
6.3.7 Cargas normais de operação: os seguintes procedimentos combinam as tensões no costado do tanque resultantes das cargas normais de operação. A tensão efetiva (a tensão principal máxima em qualquer ponto) deve ser determinada pela seguinte fórmula:
S = 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx=> tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com a tensão de flexão gerada pelo peso estático do tanque totalmente carregado, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de compressão e tração resultantes da operação normal de aceleração e desaceleração longitudinais. Neste caso, as forças aplicadas devem ser 0,35 vez a reação vertical no conjunto da suspensão, aplicadas à superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através da suspensão durante a desaceleração, ou através do pivô de um chassi trator ou da quinta roda, ou da barra basculante de um dolly durante a aceleração, ou pela fixação e suportes do caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático de um tanque, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser inclusos:
b1) A carga axial gerada pela força de desaceleração.
b2) O momento de flexão causado pela força de desaceleração.
b3) A carga axial gerada pela força de aceleração.
b4) O momento de flexão causado pela força de aceleração.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força vertical de aceleração causada durante a operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão do trailer, ou no pivô horizontal do acoplamento (quinta roda) ou rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. As reações verticais devem ser calculadas baseadas no peso estático do tanque totalmente carregado, com todos os elementos estruturais e acessórios suportados pelo corpo do tanque.
Ss=> A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical na estrutura da fixação da suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada pela força de aceleração existente na operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão, ou no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportantes do caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, em todos os elementos estruturais, equipamentos e acessórios suportados pelo tanque.
c) A tensão de cisalhamento gerada por uma força acelerativa lateral causada pela operação normal igual a 0,2 vez a reação vertical em cada estrutura de suspensão de um trailer, aplicado à superfície de rodagem (nível do solo), e nas transmitidas para o corpo do tanque, através da estrutura de suspensão do trailer, e o pivô do acoplamento (quinta-roda) ou rala, ou ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas forças laterais como descritas em c).
6.3.8 Cargas dinâmicas extremas: O seguinte procedimento de carregamento no tanque resultante das cargas dinâmicas extremas. A tensão efetiva (a máxima tensão principal em qualquer ponto) deve ser determinada pela seguinte fórmula:
S= 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx=> tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima interna admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com tensão de flexão gerada pelo peso estático de um tanque totalmente cheio, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de tração ou compressão resultante da aceleração ou desaceleração longitudinal extrema. Neste caso as forças aplicadas devem ser de 0,7 vez a reação vertical no conjunto da suspensão aplicadas à superfície de rodagem, e igualmente as transmitidas para o corpo do tanque através a estrutura da suspensão de um trailer durante a desaceleração, ou do pivô horizontal do cavalo trator ou do dolly com quinta-roda, ou da barra de engate basculante de um dolly durante a aceleração, ou do ancoramento e elementos suportes de um caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser incluídos:
b1) A carga axial gerada por uma força desaceleradora.
b2) O momento de flexão gerado por uma força desaceleradora.
b3) A carga axial gerada por uma força aceleradora.
b4) O momento de flexão gerado por uma força aceleradora.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força acelerativa extrema igual a 0,7 vez a reação vertical no conjunto de suspensão de um trailer, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento de elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
Ss= A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical do conjunto de suspensão, e do pivô horizontal do acoplamento (quinta-roda) ou rala, ou ancoramento e elementos suportes de um caminhão, quando aplicáveis. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada por uma força de aceleração vertical igual a 0,7 vez a reação vertical no conjunto de suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
c) A tensão de cisalhamento gerada por uma força de aceleração igual a 0,4 vez a reação vertical no conjunto de suspensão aplicado na superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através do conjunto de suspensão de um trailer, e do pivô horizontal do acoplamento (quinta-roda) ou da rala, ou do ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas mesmas forças descritas no parágrafo c desta seção.
6.3.9 Para contemplar a tensão gerada pelo impacto em um acidente, o cálculo de projeto para o costado e calotas do equipamento deve incluir a carga resultante da pressão de projeto em combinação com a pressão dinâmica resultante de uma desaceleração longitudinal de 2g. Para esta condição de carregamento o valor de tensão usado não pode exceder a tensão elástica ou 75% da tensão de ruptura do material do tanque, sendo adotado o que for menor. Para equipamentos rodoviários construídos em aço inoxidável, a tensão máxima de projeto não pode exceder a 75% da tensão de ruptura do tipo de aço usado.
6.3.10 A espessura mínima de metal para o costado e calotas deve ser 3,00mm para aço e aço inoxidável e 6,35mm para alumínio.
6.4 Juntas soldadas
6.4.1 Todas as soldas do equipamento devem ser radiografadas conforme Código ASME, Seção VIII.
6.4.2 Todas as juntas longitudinais do equipamento devem ser posicionadas em sua metade superior, e defasadas entre si.
6.4.3 Os materiais dos elementos de soldagem devem ser compatíveis com o produto a ser transportado.
6.4.4 As juntas devem estar de acordo com os requisitos do Código ASME, com todos os defeitos no material do costado e calotas reparados, conforme especificado no Código ASME.
6.4.5 As soldas devem ser executadas por processos e soldadores qualificados e com procedimentos aprovados de acordo com Código ASME, Seção IX.
Em adição às variáveis essenciais definidas no Código ASME, as seguintes variáveis devem ser consideradas essenciais: número de passes, espessura de chapa, calor por passe, fabricante, e código de identificação do fluxo e arames. Os registros de qualificação devem ser mantidos pelo fabricante pelo menos por 5 (cinco) anos.
6.4.6 A preparação dos chanfros do costado e calotas pode ser feita por maçarico, desde que cada superfície seja refundida no subseqüente processo de soldagem. Quando isso não ocorrer, 1,3mm (0,050pol) da superfície atacada termicamente deve ser retirada por meios mecânicos.
6.4.7 A máxima tolerância de alinhamento e de altura de reforço de solda deve ser de acordo com o Código ASME.
6.4.8 Subestruturas, como por exemplo: porta pneu / roda sobressalente, chassi, caixas de válvulas e etc., devem ser montadas antes de sua fixação no costado, e as soldas devem ser feitas de modo a minimizar a concentração de tensões no costado.
6.5 Bocais
6.5.1 Válvula de segurança e disco de ruptura
6.5.1.1 A válvula de segurança rodoviária deve ser provida de dispositivo de bloqueio para as operações de carga e descarga.
6.5.1.2 Todas as válvulas para alívio devem ser em material compatível com o produto transportado.
6.5.1.3 O tanque interno deve ser provido de um dispositivo de segurança (conforme descrito no DOT 173.318), projetado em conformidade com a pressão de operação, composto de válvula de segurança e disco de ruptura, bem como de válvula de bloqueio normal para alívio automático da pressão, quando o veículo estiver em movimento (pode ter 02 válvulas).
6.5.1.4 O dispositivo de segurança do tanque interno deve ser instalado em local de fácil acesso e longe de áreas sujeitas a congelamento e dimensionado em conformidade com a norma Compressed Gas Association S1.1 ou S1.2.
6.5.1.5 O tanque externo deve possuir um dispositivo para alívio de pressão, dimensionado em conformidade com a norma Compressed Gas Association.
6.5.2 Outros bocais
6.5.2.1 Recomenda-se que a indicação dos instrumentos instalados esteja próxima ao sistema de carga / descarga de modo a facilitar a operação do equipamento.
6.5.2.2 Quando aplicável é permitido a instalação de indicadores de nível e medidores de pressão.
6.5.2.3 Um bocal deve ser provido em cada tanque para a sua completa drenagem.
6.5.2.4 Com exceção do bocal para medidor de pressão, e dispositivos de alívio de pressão, cada bocal deve:
- ser fechado por plug, cap ou flange cego;
- provido de uma válvula de fechamento externo.
6.5.3.5 Uma válvula de fechamento externo deve ser instalada entre o medidor de pressão e o equipamento.
6.6 Diversos
6.6.1 O equipamento e os demais dispositivos operacionais nele fixados, devem dispor de sistema para descarga da eletricidade estática acumulada. Que permita a conexão de terra quando da operação de carga e descarga do produto.
6.6.2 O equipamento deve apresentar sinalização conforme legislação de trânsito vigente.
6.6.3 O equipamento deve portar suporte para pneus sobressalentes.
6.6.4 O equipamento deve ser dotado de suporte para os extintores.
6.6.5 Os equipamentos devem dispor de elementos ou olhais que permitam o seu içamento em condições de tombamento.
6.6.6 O equipamento deve ter dispositivos e sistema de medição do volume de líquidos criogênicos, conforme requisitos estabelecidos no Regulamento Técnico Metrológico do Inmetro, aprovado pela Portaria Inmetro n.º 58, de 21 de maio de 1997.
7. EXECUÇÃO DA INSPEÇÃO
7.1 O OIA-PP (OIC) deve acompanhar todo o processo de construção, deve analisar o projeto, especificações, memorial descritivo e verificar se o mesmo atende a este RTQ. Após a verificação, o OIA-PP (OIC) deve fornecer o número do equipamento, devendo ser colocado na chapa de identificação deste equipamento.
7.2 Matéria prima
7.2.1 Com certificado de origem
O fabricante deve fornecer os certificados de origem (produtor) dos materiais e componentes submetidos à pressão, envolvidos na fabricação do equipamento, devendo o OIA-PP (OIC) verificar os materiais através das especificações declaradas (normas, marcação e projeto).
7.2.2 Sem certificado de origem
O fabricante deve fornecer os relatórios dos ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela RBC, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
7.3 Controle ultra-sônico
Todas as chapas a serem utilizadas na construção dos equipamentos devem ser ensaiadas conforme Código ASME, Seção V AS-435.
7.4 Processos de soldagem e qualificação dos soldadores
7.4.1 O fabricante deve apresentar ao OIA-PP (OIC) os processos de soldagem e as qualificações dos soldadores que estão envolvidos na fabricação do equipamento.
7.4.2 Após exame de compatibilidade conforme o Código ASME, Seção IX, o inspetor verifica se há alguma discrepância que impeça a aceitação, e em caso afirmativo, solicita ao fabricante a realização dos ensaios necessários à obtenção das qualificações.
7.5 Soldas
7.5.1 Chanfros
Devem ser verificados em função dos desenhos aprovados, normas impostas e procedimentos aprovados, atestando-se a homogeneidade da geometria e a isenção de defeitos superficiais.
7.5.2 Ensaios não-destrutivos
O OIA-PP (OIC) deve verificar se os ensaios não-destrutivos foram realizados por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712, bem como os materiais e procedimentos utilizados.
7.5.3 Execução da soldagem
O OIA-PP (OIC) deve constatar que o fabricante está utilizando na fabricação do equipamento, os processos e soldadores qualificados.
7.5.3.1 Exame visual dos cordões de solda
Deve ser feito tanto interno como externo, para verificação da ausência de defeitos superficiais e irregularidades acentuadas no perfil do cordão.
7.6 Controle dimensional das calotas
7.6.1 Antes da montagem e soldagem do costado
Verificar as seguintes dimensões: diâmetro, altura, ovalização e espessura, principalmente nas zonas de transição. Deve-se também verificar a curvatura teórica, através de gabaritos, observando se os desvios existentes estão dentro das tolerâncias estabelecidas nos requisitos de fabricação.
7.6.2 Após a montagem da calota e do costado
Verificar de acordo com as tolerâncias estipuladas para os seguintes itens:
a) cruzamento das soldas;
b) nivelamento das juntas;
c) alinhamento do costado;
d) ovalização do costado;
e) comprimento do equipamento e das dimensões das conexões e suportes.
7.7 Controle radiográfico
O OIA-PP (OIC) deve verificar se o ensaio radiográfico foi realizado por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712, bem como os materiais e procedimentos utilizados, e se foram atendidos os requisitos do Código ASME, Seção VIII.
7.8 Alívio de tensões (tratamento térmico)
7.8.1 Verificação e aprovação dos procedimentos para alívio de tensões, bem como os registros gráficos das temperaturas.
7.9 Ensaio hidrostático do tanque interno e do sistema de operação
7.9.1 O ensaio hidrostático deve ser efetuado conforme requisitos do Código ASME, Seção VIII, e a uma pressão de 110% da PMTA.
7.9.2 Durante o ensaio hidrostático o OIA-PP (OIC) deve manter a pressão por no mínimo 1 (uma) hora. O ensaio deve ser efetuado com no mínimo 02 (dois) medidores de pressão, na pressão especificada para o ensaio hidrostático.
Nota: O tanque interno e o sistema de operação, após ensaio hidrostático, devem ser submetidos a total limpeza, e posteriormente serem examinados com luz ultravioleta (só para oxigênio). Caso o tanque interno não seja limpo para uso com oxigênio, deve ser claramente identificado com “não é permitido uso com oxigênio”.
7.10 Placa de identificação do fabricante
O OIA-PP (OIC) deve verificar se a placa de identificação do fabricante e sua fixação ao tanque atendem ao item 5.15 deste RTQ.
7.11 Verificação do nível de vácuo
O espaço existente entre o tanque interno e o tanque externo deve ser ensaiado quanto a vazamento, utilizando-se para tanto, ensaio de vácuo, com o auxílio de medidor de vácuo devidamente calibrado, sendo que o nível de vácuo não pode ser superior a 0,04 Pa (300 µ mm Hg) para o isolamento com lã de vidro ou fibra de vidro e não superior a 0,066 Pa (500 µ mm Hg) para o isolamento com perlita expandida, à temperatura ambiente.
7.12 Inspeção final
É a intervenção final do OIA-PP (OIC) e consiste na liberação final do equipamento, a partir da verificação dos seguintes itens:
a) pintura externa;
b) presença dos suportes de fixação das placas de simbologia, quando aplicável;
c) colocação dos dispositivos operacionais no equipamento;
d) calibração das válvulas para alívio de pressão a serem instaladas no equipamento;
e) isolamento e revestimento externo.
7.13 Análise do livro de registros (data book) do equipamento
O OIA-PP (OIC) deve analisar e rubricar todos os documentos que compõem o livro de registros.
8. RESULTADO DA INSPEÇÃO
8.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, bem como os parâmetros de aprovação ou de reprovação.
8.2 No relatório de inspeção, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) exame visual interno;
c) ensaio hidrostático: pressão aplicada, tempo duração do ensaio, e observações;
d) ensaio de medição de vácuo.
8.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção, devendo constar a espessura mínima encontrada e a sua localização, conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber 01 (uma) cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade deve ser entregue ao proprietário do equipamento, após a aprovação da inspeção.
8.3.1 O CIPP não deve ser plastificado.
8.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar na reparação dos itens irregulares.
8.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
8.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
8.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
8.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
8.5.4 Em qualquer dos casos referidos nos itens 8.5.1, 8.5.2 e 8.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
8.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
8.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
8.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
9. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório de Inspeção e Suplemento de Relatório (modelos) Anexo C – Roteiro de Inspeção na Construção de Equipamentos
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro
(100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
ANEXO B – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
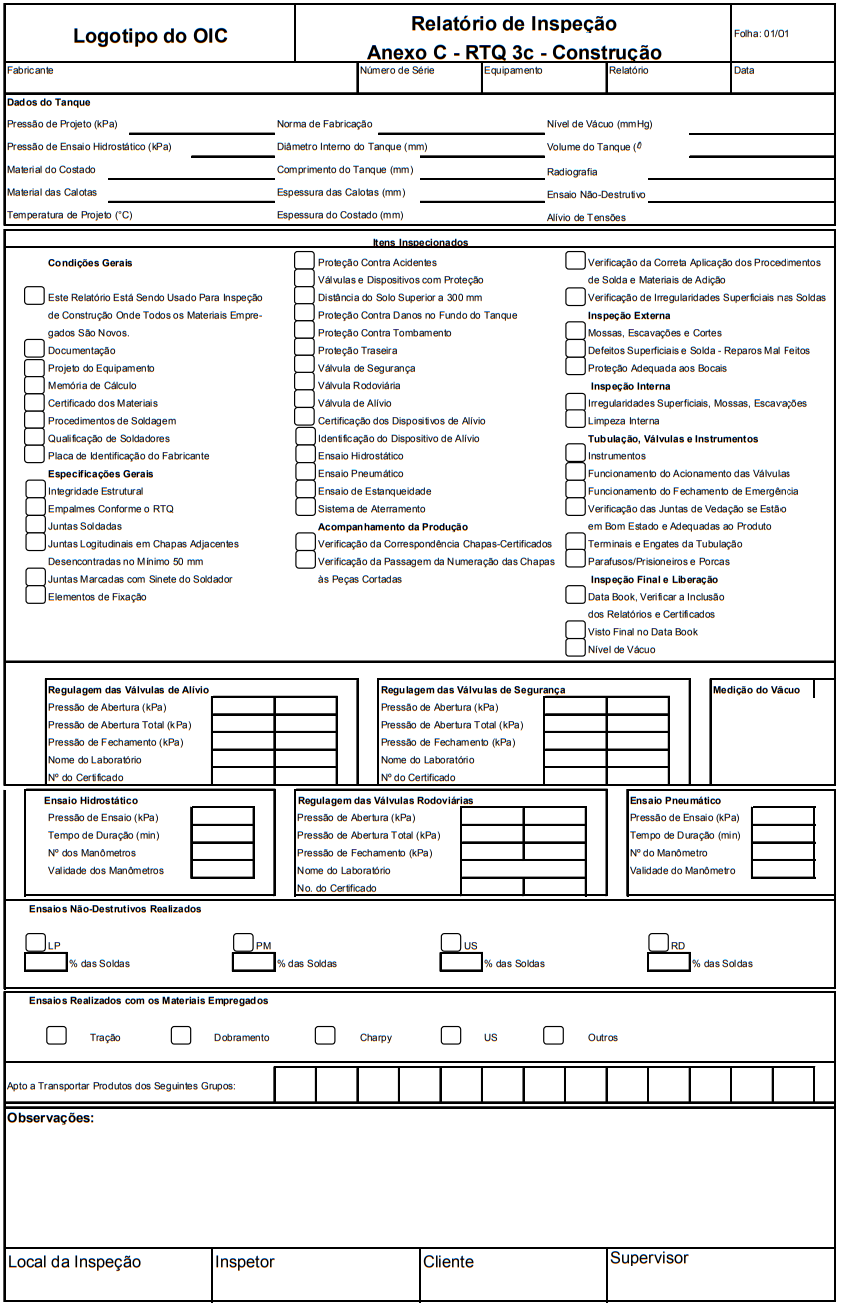
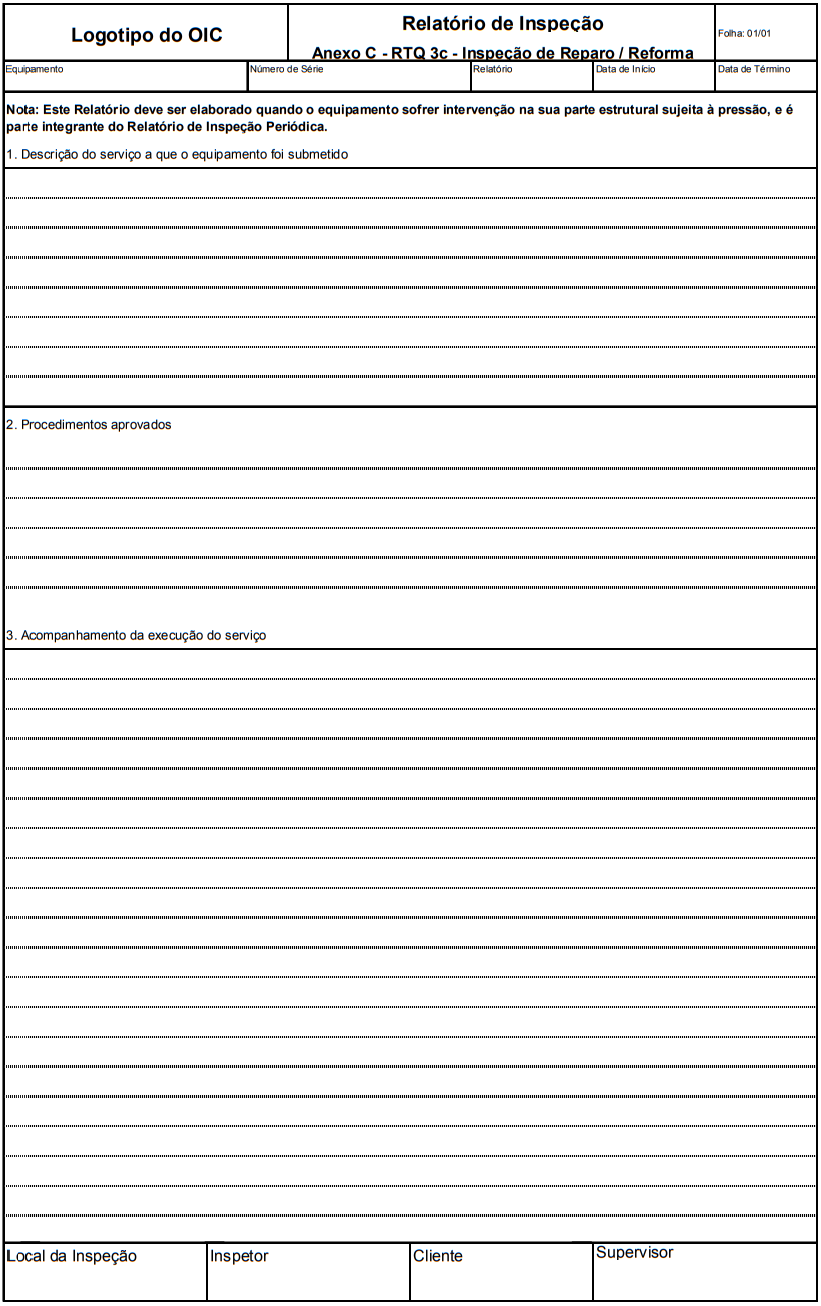
ANEXO C – ROTEIRO DE INSPEÇÃO NA CONSTRUÇÃO DE EQUIPAMENTOS
A inspeção na construção deve ser realizada em 03 (três) etapas, sendo as 02 (duas) primeiras de verificação documental e a terceira de inspeção do equipamento na linha de fabricação da empresa.
1ª Etapa – Verificação preliminar das condições de construção do equipamento:
a) Examinar os RQS (Registros de Qualificação de Soldadores) e se estão dentro da validade.
b) Examinar a existência de EPS (Especificação de Procedimento de Soldagem).
c) Examinar os RQPS (Registros de Qualificação de Procedimento de Soldagem).
d) Verificar se a empresa possui um sistema de arquivamento dos dados de construção dos equipamentos produzidos e se estes são guardados por 5 (cinco) anos.
2ª Etapa – Verificação do projeto do equipamento:
1 – Verificar a existência do memorial de cálculo, com a devida ART do responsável técnico recolhida, contendo:
a) Dimensionamento das espessuras mínimas admissíveis.
b) Dimensionamento das proteções contra acidentes e tombamento.
c) Desenhos de conjunto.
2 – Verificar lista de materiais.
3 – Verificar lista de componentes e acessórios.
3ª Etapa – Inspeção do equipamento na construção:
A inspeção na construção deve ser composta por 04 (quatro) fases distintas que requerem a acompanhamento do inspetor, quais sejam:
1ª Fase – Recebimento do material:
a) Verificar certificados de chapas e acessórios, e constatar suas rastreabilidades.
b) Medir as espessuras das chapas.
c) Marcar as chapas e recortes, quando aplicável.
2ª Fase – Inspeção na linha de fabricação:
1 – Verificar se o desenho do equipamento corresponde ao projeto.
2 – Verificar se todo o material utilizado na construção do equipamento é inspecionado no ato do recebimento.
3 – Verificar a existência de rastreabilidade do soldador com a solda realizada ou sinetagem das soldas.
4 – Verificar se as soldas estão sendo realizadas de acordo com as EPS. 5 – Examinar os cordões de solda, internamente e externamente.
6 – Verificar o material usado nos consumíveis, assim como seu armazenamento. 7 – Verificar a colocação da chapa de identificação.
8 – Quando o equipamento for radiografado, examinar a quantidade de filmes existentes com o relatório do inspetor, e se a junta soldada foi radiografada corretamente, se tratando de quantidade e posições do filme.
9 – Verificar, quando aplicável, os relatórios e gráficos do tratamento térmico.
3ª Fase – Ensaios:
1 – Verificar se foram realizados os ensaios de END, se existem relatórios e se os mesmos obedecem:
– Procedimentos qualificados, quando aplicável.
– Critérios de aceitação.
– Utilizam profissionais qualificados conforme previsto nos RTQ. 2 – Acompanhar a realização dos ensaios.
3 – Realizar a inspeção dimensional do equipamento, conforme desenho apresentado e tolerância ASME (quando aplicável) e o ensaio hidrostático ou pneumático.
4 – Verificar se todos os dispositivos estão funcionando adequadamente, conforme RTQ pertinente.
4ª Fase – Inspeção final:
1 – Medir a espessura, quando aplicável.
2 – Inspecionar a pintura, quando aplicável.
3 – Verificar a colocação da placa do fabricante.
4 – Verificar, quando aplicável, se o livro de registros do equipamento (data book) está com toda documentação relacionada no RTQ pertinente.
5 – Fixar as placas de identificação e de inspeção.
6 – Emitir o CIPP e RNC.

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para a inspeção periódica dos equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 6 e 27D, construídos em aço ou alumínio, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 6c: Inspeção na construção de equipamentos para o transporte rodoviário de produtos perigosos a granel – Grupos 6 e 27D.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos.
ABNT NBR 6664: Requisitos gerais para chapas grossas de aço carbono de baixa liga e alta resistência.
ABNT NBR 6673: Produtos planos de aço – Determinação das propriedades mecânicas à tração.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 15209: Tanques para o transporte rodoviário de ácido fluorídrico a 100%. Código ASME: Boiler and Pressure Vessel Code Section II, V, VIII Divisão I e IX.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
Handbook of Compressed Gas Association.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC) define o inspetor que, inicialmente confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do equipamento, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para equipamentos em uso, quando não houver a chapa de identificação do equipamento, esta deve ser providenciada e soldada, em todo o seu perímetro, junto ao primeiro berço de apoio do equipamento ou na ausência do berço afixar na longarina do seu chassi, na parte dianteira e do lado do condutor do veículo (ver o RTQ 6c – Chapa de Identificação do Equipamento).
5.2.2 Para a inspeção do equipamento, no caso de reforma ou reparo, além do documento de descontaminação, deve ser apresentado o livro de registros (data book) deste tanque (o qual deve ser elaborado / preparado durante a construção do mesmo), contendo no mínimo os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projeto e ensaios, quando aplicável;
f) relatório de inspeção;
g) exames, ensaios e relatórios de END, quando aplicável;
h) garantia de compatibilização dos materiais do corpo do equipamento e de seus dispositivos operacionais para com os produtos a transportar.
5.2.3 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira do equipamento do lado do condutor do veículo e abaixo do eixo longitudinal médio do equipamento. Todas devem ser afixadas em um suporte porta-placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for a primeira inspeção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Antes de executar qualquer reparo ou reforma de um equipamento, o seu proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC), que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a sua conclusão, conforme os requisitos estabelecidos neste RTQ e no RTQ 6c.
5.7.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto no RTQ 6c, e quando estas forem alteradas, em relação ao projeto inicial, o OIA-PP (OIC) que realizou a inspeção deve proceder à alteração do cadastro do equipamento junto ao Inmetro, substituindo o número Inmetro do equipamento.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.11 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.11.1 Redução do prazo de inspeção
O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento, por critérios técnicos prescritos neste RTQ ou no RTQ 6c.
5.11.2 Aumento do prazo de inspeção
O prazo da inspeção pode ser aumentado, caso o equipamento possua as seguintes características:
a) pressão de projeto pelo menos 3,5 vezes a pressão de trabalho;
b) não ter perdido mais do que 6% da espessura nominal;
c) não possuir reparos significativos;
d) ter sido submetido a ensaio de ultra-som em 100% dos cordões de solda;
e) ter sido submetido a ensaio de partículas magnéticas ou líquidos penetrantes em 100% das soldas, em ambos os lados;
f) ter sido submetido a um estudo da vida em fadiga, e constatada vida infinita.
Nota: No atendimento destes requisitos e tendo o equipamento mais de 15 (quinze) anos de vida útil, pode ser estendido o prazo de inspeção para cada 12 (doze) meses.
5.12 O equipamento que sofreu acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.13 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.14 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.15 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.15.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.15.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.16 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.17 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004.
5.18 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.18.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.19 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.20 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.21 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. EXECUÇÃO DA INSPEÇÃO
6.1 Inspeção periódica I
A inspeção periódica I diz respeito a equipamentos os quais possuem livro de registro (data book) de fabricação e/ou outros documentos que permitam a rastreabilidade, apresentados pelo proprietário / transportador ao OIA-PP (OIC), com dados sobre a construção do equipamento.
6.1.1 Inspeção externa
6.1.1.1 Juntas
Posicionar as ocorrências e quantificar os defeitos nas soldas.
6.1.1.2 Ocorrências nas superfícies
6.1.1.2.1 Identificar, posicionar e quantificar as ocorrências na superfície, inclusive reparos.
6.1.1.2.2 Mossa
6.1.1.2.2.1 Mossa afastada mais de 100mm do eixo da solda mais próxima
Na existência de mossa afastada mais de 100mm do eixo de uma solda, o equipamento deve ser reprovado quando:
a) a profundidade da mossa for maior que 12,9mm;
b) se a diferença entre o maior e o menor diâmetro medido na seção da mossa for superior a 1% do diâmetro nominal do equipamento.
Nota: Quando a mossa for de pequena extensão, com diâmetro de até 7,9mm, pode ser aceita, desde que sua profundidade não exceda a 10% de sua maior dimensão.
6.1.1.2.2.2 Mossa dentro do perímetro de 100mm do eixo de uma solda
Quando a mossa estiver dentro do perímetro de 100mm do eixo de uma solda e profundidade inferior a 6,3mm, o equipamento pode ser aprovado. Caso contrário deve ser reprovado.
Quando a mossa estiver localizada na área de operação e assentamento do equipamento nas longarinas ou berços de apoio do chassi (área portante), a mesma não deve ser aceita.
6.1.1.2.2.3 Corte, cavidade ou escavação
Quando o corte, cavidade ou escavação for maior que 75mm de comprimento e sua profundidade exceder a 3mm, o equipamento deve ser reprovado.
6.1.1.2.2.4 Abaulamento
Quando houver abaulamento e a diferença entre o maior e o menor diâmetro, medido na seção do abaulamento, for superior a 1% do diâmetro nominal do equipamento, o mesmo deve ser reprovado.
Nota: Toda mossa, corte, cavidade, escavação e abaulamento devem ter suas localizações registradas na grade de inspeção, de tal forma que sejam fáceis suas identificações.
6.1.1.2.2.5 Trincas
Independentemente da extensão e localização da trinca, o equipamento é considerado reprovado.
6.1.1.2.2.6 Porosidades nos cordões de solda
Os critérios de aceitação da porosidade nos cordões de solda, devem ser aqueles apresentados no Código ASME VIII, Divisão 1, Apêndice 4.
6.1.1.3 Sinalização rodoviária
6.1.1.3.1 Comprovar o funcionamento da sinalização rodoviária do equipamento.
6.1.1.3.2 Comprovar que a sinalização rodoviária do equipamento para produtos inflamáveis é a prova da explosão e que todos os pontos instalados se encontram em operação.
6.1.1.4 Sistema de aterramento
O equipamento e os demais dispositivos operacionais nele fixados devem dispor de sistema para descarga da eletricidade estática acumulada.
6.1.1.5 Superfície pintada
Identificar o estado de conservação da superfície.
6.1.2 Inspeção Interna
6.1.2.1 Ocorrências na superfície
Identificar, posicionar e qualificar as ocorrências na superfície e inclusive reparos como indicado nos itens descritos na inspeção externa.
6.1.2.2 Juntas
Posicionar a ocorrência e quantificar os defeitos nas soldas conforme sua norma de fabricação.
6.1.2.3 Sistema para alívio de pressão
6.1.2.3.1 Se a válvula não apresentar gravado a capacidade e a pressão de ajuste, estas devem ser determinadas por ensaios ou por procedimento adequado.
6.1.2.3.2 Ensaiar em bancada a operação da válvula a um máximo de 110% da pressão de projeto do tanque para início da abertura.
6.1.2.4 Sistema para carga e descarga
6.1.2.4.1 Os dispositivos operacionais tais como válvulas de operação, tubulações, flanges e outros devem ser examinados, devendo o inspetor atestar a operacionalidade dos mesmos à pressão máxima de operação. As válvulas de descarga devem atender o item 6.10 do RTQ 6c.
6.1.2.4.2 Comprovar a operação dos medidores de pressão e termômetros.
6.1.2.5 Medição de espessura
6.1.2.5.1 Medir a espessura de chapas por procedimento não destrutivo no costado e calotas do equipamento, identificando e registrando as espessuras mínimas existentes.
6.1.2.5.2 Rejeitar o equipamento quando:
a) ocorrer ponto com espessura inferior a 3/4 da espessura mínima de projeto ou calculada;
b) houver ocorrência superficial com espessura inferior à espessura mínima de projeto ou calculada, em área superior a 25% da área de seção transversal do equipamento;
c) a espessura mínima de projeto deve ser fornecida pelo fabricante, ou ser calculada a partir dos resultados obtidos em testes de materiais com fator de segurança 4,0 sobre a tensão de ruptura, de acordo com o Código ASME, Seção VIII, Divisão 1.
6.1.2.5.3 Quantidade de pontos a serem medidos
6.1.2.5.3.1 Costado do tanque
Devem ser medidos pelo menos 04 (quatro) pontos em cada virola. Esses pontos devem ser diametralmente opostos, próximos aos cordões de solda circunferenciais, assim distribuídos:
1º ponto: localizado na parte mais alta do tanque;
2º ponto: localizado na parte mais afastada na lateral esquerda do tanque; 3º ponto: diametralmente oposto ao 1º ponto;
4º ponto: diametralmente oposto ao 2º ponto.
6.1.2.5.3.2 Calotas do tanque
Quando a calota for construída por soldagem de partes, deve ser medido 01 (um) ponto em cada parte, nas proximidades do centro geométrico, inferido visualmente.
Quando a calota for construída por conformação, deve ser medido 01 (um) ponto em cada quadrante, nas proximidades do centro geométrico, inferido visualmente.
6.1.2.5.3.3 Tampa da boca de visita
Devem ser medidos pelo menos 03 (três) pontos.
Nota: Os pontos que foram medidos devem constar na grade de inspeção.
6.1.2.6 Pressão de projeto conforme Anexo B.
6.1.2.7 Ensaio hidrostático
6.1.2.7.1 O ensaio hidrostático deve ser realizado com o equipamento totalmente montado, excluindo-se as válvulas para alívio de pressão, com água limpa e a uma temperatura máxima de 38 ºC, durante 60 minutos, com a indicação de pelo menos 02 (dois) medidores de pressão devidamente calibrados.
6.1.2.7.1.1 Quando a pressão de ensaio hidrostático não for definida em seu projeto:
a) a pressão do ensaio deve ser de 150% da PMTA do equipamento;
b) a pressão do ensaio deve ser de 200% da PMTA do equipamento, quando este for construído em aço UHT.
6.1.2.7.2 Equipamento construído segundo a parte UHT do Código ASME, Seção VIII, Divisão 1 deve ser ensaiado a pressão de ensaio hidrostático estabelecida pelo Código ASME. Deve ser efetuada a verificação das soldas por amostragem, pelos métodos de líquido penetrante ou partícula magnética, em pelo menos 20% do comprimento total dos cordões de soldas, na parte interna do equipamento, após o ensaio hidrostático.
6.1.2.7.3 Reprovar o equipamento na ocorrência de vazamento no costado e nas calotas.
6.1.2.7.4 Após o ensaio hidrostático do tanque devem ser recolocados todos os seus acessórios. Para realização do ensaio de estanqueidade a uma pressão de no mínimo 80% da PMTA, e com a pressão mantida por pelo menos 5 minutos.
6.1.2.7.5 Calibração das válvulas de alívio de pressão
6.1.2.7.5.1 Verificar em bancada, a operação da válvula de alívio de pressão, sendo que cada válvula deve iniciar a abertura no máximo a 110% da PMTA. Durante a calibração deve-se continuar a aumentar a pressão até a sua abertura total. Posteriormente a pressão deve ser diminuída de forma gradativa até o seu completo fechamento. A pressão de fechamento não deve ser inferior a 80% da PMTA. Estes 03 (três) pontos de pressão devem ser registrados.
6.1.2.7.6 Todas as trincas e defeitos encontrados, após a realização do ensaio hidrostático, devem ser reparados, e após a execução dos reparos deve ser realizado novo ensaio hidrostático.
6.1.2.8 Mangotes (quando aplicável)
A inspeção de mangotes só deve ser efetuada quando for parte integrante do equipamento para transporte.
6.1.2.8.1 Registrar as ocorrências identificadas pela inspeção da superfície externa e das conexões.
6.1.2.8.2 A verificação da estanqueidade do mangote deve ser feita através da sua pressurização com água na PMTA, identificando a presença de vazamento. Após a verificação da inexistência de vazamento, a pressão deve ser elevada até 02 (duas) vezes a PMTA, permanecendo pelo tempo de 10 (dez) minutos.
6.1.2.8.2.1 Comprovar que durante o ensaio não houve interrupção de passagem de corrente pelo sistema de aterramento do mangote.
6.2 Inspeção periódica II
A inspeção periódica II diz respeito a equipamento sem qualquer informação quanto a sua construção. A inspeção deve ser apoiada nos dados e informações obtidos em testes dos materiais do tanque. A espessura mínima de projeto deve ser fornecida pelo fabricante, ou ser calculada a partir dos resultados obtidos em testes de materiais com fator de segurança 4,0 sobre a tensão de ruptura, de acordo com o Código ASME, Seção VIII, Divisão 1.
Nota: Os critérios para realização da inspeção periódica II são os mesmos estabelecidos para a inspeção periódica I, complementados pelos itens abaixo.
6.2.1 Amostra do material do costado e calotas
O proprietário do equipamento deve retirar do costado e calotas todo o material necessário para os testes descritos abaixo, devidamente identificados pelo inspetor, sendo:
- ensaio de tração e alongamento;
- Charpy quando aplicável;
- análise química dos elementos de ligas principais.
Nota: Todos estes testes, incluindo relatórios dos exames das soldas de topo do costado, devem formar o novo livro de registro (data book) do equipamento, para as futuras inspeções periódicas.
6.2.2 As chapas do costado e calotas devem ser ultrassionadas, de acordo com o Código ASME, para verificação de dupla laminação.
6.2.3 As soldas de topo do tanque (100%), devem ser ultrassionadas ou radiografadas, e ensaiadas por partícula magnética, de acordo com o Código ASME.
Nota: Os ensaios necessários para atendimento dos itens 6.2.2 e 6.2.3 devem ser realizados por profissionais qualificados pelo SNQC (nível 2).
6.3 Ensaios complementares
6.3.1 Quando da inspeção visual do equipamento, forem levantadas dúvidas com relação às condições do mesmo, o inspetor deve solicitar ao proprietário do equipamento, a contratação de ensaios complementares dentro do elenco descrito a seguir:
- ensaio com líquidos penetrantes;
- ensaios de partículas magnéticas;
- ensaio de ultra-som das juntas soldadas;
- ensaios radiográficos;
- réplica metalográfica;
- ensaio de dureza.
6.4 Tanque de carga para ácido fluorídrico Grupo 6J
Deve ser executado conforme a NBR 15209.
7. INSPEÇÃO EM CILINDROS INTERLIGADOS
7.1 Verificar a identificação de cada cilindro e a data da inspeção dos mesmos.
7.2 Registrar os dados no relatório de inspeção, relacionando o número de série dos cilindros e as datas de validade dos mesmos no campo observações do CIPP, e o número de série do chassi.
7.3 Exame visual:
a) conservação da carroçaria;
b) fixação dos cilindros;
c) estado geral das tubulações e conexões;
d) estado geral do painel de instrumentos e válvulas de operação;
e) identificação da certificação dos componentes do sistema dos cilindros interligados, no âmbito do SBAC, quando aplicável.
7.4 Realizar ensaio de estanqueidade a PMTA, pelo método da bolha de sabão ou através de dispositivo, em todos os componentes sob pressão do sistema.
8. RESULTADO DA INSPEÇÃO
8.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou de reprovação.
8.2 No relatório de inspeção, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) exame visual interno;
c) ensaio hidrostático: pressão aplicada, tempo duração do ensaio, e observações;
d) ensaio de estanqueidade: pressão lida nos medidores de pressão de referência, e observações;
e) ensaio dos instrumentos em bancada: medidores de pressão, válvulas de alívio, e etc;
f) a grade de inspeção deve ser anexada ao relatório de inspeção, em caso de ocorrências de irregularidades.
8.2.1 No relatório de inspeção para cilindros interligados, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) número de identificação de cada cilindro;
b) data da última requalificação de cada cilindro;
c) data de validade da requalificação de cada cilindro.
Nota: Cilindros para armazenamento de gás natural veicular, somente podem ser requalificados por empresa certificada pelo Inmetro, quando aplicável.
8.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher e fornecer o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber uma cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade é entregue ao proprietário do equipamento após aprovação da inspeção.
8.3.1 O CIPP não deve ser plastificado.
8.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar a reparação dos itens irregulares.
8.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
8.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
8.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
8.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
8.5.4 Em qualquer dos casos referidos nos itens 8.5.1, 8.5.2 e 8.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
8.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
8.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
8.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
9. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Lista de Produtos
Anexo C – Relatório de Inspeção e Suplemento de Relatório (modelos)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ
PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro
(100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta *4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – LISTA DE PRODUTOS
a) Os tanques para transporte de gases comprimidos liqüefeitos devem ser dimensionados conforme a seguinte tabela:
|
Nome
do gás |
Densidade de máxima enchimento permitida |
Pressão mínima de projeto |
|
|
%
por peso (veja nota 1) |
% por volume (ver parágrafo f desta seção) |
kPa |
|
|
Acetaldeído
– veja notas 16, 17 |
– |
– |
1000 |
|
Ácido
Fluorídrico 100% veja nota 18 |
– |
– |
– |
|
Amônia
anidra ou solução com mais do que 50% de amônia Veja
notas 10, 11, 16, 17 |
56 |
82 veja
nota 5 |
1825 |
|
Bromo
trifluorometano R 13 B1 ou H 1301 Veja
notas 9, 16, 17 |
133 |
veja
nota 7 |
2510 |
|
Butadieno
inibido |
veja
parág. b) |
veja
parág. b) |
700 |
|
Butenos
e iso-butenos |
veja
parág. b) |
veja
parág. b) |
700 |
|
Dióxido de carbono refrigerado |
veja
parág. c) |
95 |
1380 veja
nota 3 |
|
Cloreto
de metila |
84 |
88,5 |
1000 |
|
Cloreto
de vinila veja notas 8, 16, 17 |
84 veja
nota 12 |
veja
nota 7 |
1000 |
|
Cloro
difluoroetano – R142b 1-Cloro1, 1-difluoroetano veja notas 9, 16, 17 |
100 |
veja
nota 7 |
700 |
|
Clorodifluorometano (R22) veja
notas 9, 16, 17 |
105 |
veja
nota 7 |
1720 |
|
Cloropentafluoroetano R115
– veja notas 9, 16, 17 |
veja
parág. c) |
veja
nota 7 |
veja
parág. c) |
|
Clorotrifluorometano R13 – veja
notas 9, 16, 17 |
veja
parág. c) |
veja
nota 7 |
veja
parág. c) |
|
Diclorodifluoroetano
R 12 – veja notas
9, 16, 17 |
119 |
veja
nota 7 |
1000 |
|
Difluorometano (R 152a) Veja
notas 9, 16,17 |
79 |
veja
nota 7 |
1000 |
|
Éter
dimetílico – veja notas 16, 17 |
59 |
veja
nota 7 |
1380 |
|
Dimetilamina
anidra – veja notas 2, 4, 16, 17 |
59 |
veja
nota 7 |
1000 |
|
Dióxido
de enxofre (tanques com capacidade
< 4.500 litros) |
125 |
87,5 |
1000 veja
nota 14 |
|
Dióxido
de enxofre (tanques com capacidade
> 4.500 litros) |
125 |
87,5 |
860 veja
nota 14 |
|
Gás
liqüefeito de petróleo Propano Butano Veja nota 13 |
veja
parág. b) |
veja
parág. b) |
1724 1724 700 |
|
Gases
comprimidos liqüefeitos classificados na divisão 2.1, 2.2, e
2.3 da ONU não especificamente chamados nesta tabela |
veja
parág. c) |
veja
nota 7 |
veja
parág. c) |
|
Hexafluoropropileno – veja notas
16, 17 |
110 |
veja
nota 7 |
1720 |
|
Metil
acetileno-propadieno Estabilizado
– veja nota 12 |
53 |
90 |
1380 |
|
Metilamina
anidra – veja notas 16, 17 |
60 |
veja
nota 7 |
1000 |
|
Etilamina
anidra Veja
notas 2, 4, 16, 17 |
veja
parág.c) |
veja
nota 7 |
1000 |
|
Metil
mercaptana |
80 |
90 |
700 |
|
Propeno |
veja
parág. c) |
— |
1825 |
|
Óxido
nitroso |
veja
parág. c) |
95 |
1380 veja
nota 3 |
|
Trimetilamina
anidra Veja notas 2, 4, 16, 17 |
57 |
veja
nota 7 |
1000 |
|
Èter
metil vinílico |
68 |
veja
notas 7 e 12 |
700 |
Notas:
1 – A máxima densidade de enchimento para gases liquefeitos é definida pelo presente como sendo a razão porcentual do peso do gás dentro do tanque pelo peso de água que o tanque possa conter. Para a determinação da capacidade de água do equipamento em quilos, o peso do litro de água à 15ºC e à pressão atmosférica, deverá ser de 1,0 kgf.
2 – Não deve ser usado em contato com o produto os metais alumínio, zinco, cobre, manganês e suas ligas.
3 – Se tanques rodoviários para dióxido de carbono líquido refrigerado e óxido nitroso refrigerado líquido são projetados de acordo com os requerimentos do ASME para operação em baixa temperatura, a pressão de projeto pode ser reduzida à 700 kPa (100 psig) ou a pressão controlada, sendo adotada a que for maior.
4 – Não deve ser utilizado em contato com o produto o mercúrio.
5 – Tanques não revestidos para amônia anidra podem ser carregados a 87,5% do volume dos equipamentos, desde que a temperatura da amônia sendo carregada não seja menor que 1°C (30 oF), ou que seja garantido que o enchimento seja interrompido à primeira indicação de formação de crosta de gelo na superfície externa do equipamento, e não reiniciado até que a crosta de gelo tenha desaparecido.
6 – Tanques podem ser usados para o transporte de amônia anidra se:
- Tenha uma pressão mínima de projeto não menor que 1724 kPa (250 psig);
- Foi construído de acordo com ASME, anterior a 01/01/1981;
- É pintado de branco ou alumínio;
- Cumpre a nota 10;
- Foi usado para o transporte de amônia antes de 01/01/1981;
- Atende todos os requisitos deste sub capítulo.
7 – Tanques devem ser carregados por peso.
8 – Não deve ser utilizados a prata, ferro fundido e ferro dúctil em contato com o produto.
9 – Estes gases devem ser transportados em tanques autorizados, marcados com as fases “Gás Dispersante” ou “Gás Refrigerante”.
10 – Alumínio, cobre, prata, zinco ou suas ligas não podem ser utilizadas como materiais de construção onde houver contato direto com o produto transportado.
11 – Tanques construídos de materiais outro do que os aços temperados e revenidos (parte UHT do ASME) são autorizados para o transporte de todos os graus de amônia anidra. Tanques construídos em aços temperados e revenidos são autorizados para o transporte de amônia anidra, desde que tenha 0,2% em peso de água contida. Qualquer tanque sendo preparado para o serviço com amônia anidra ou um tanque que tenha estado em outro serviço ou tenha sido aberto para inspeção, teste ou reparo, deve ser limpo e totalmente descontaminado, a ser purgado de ar antes do carregamento.
12 – Todas as partes de válvulas e dispositivos operacionais e de segurança em contato com o produto transportado deve ser de aço ou outro material, adequadamente tratado se necessário, de modo a não permitir a formação de derivados de acetileno.
13 – Tanques construídos de materiais outros do que aços temperados e revenidos (parte UHT do ASME) são autorizados para todos os graus de GLP. Somente graus de GLP determinados para serem não corrosivos são autorizados em tanques construídos em aços temperados e revenidos. A corrosividade de um gás não corrosivo, não deve exceder as limitações para a classificação 1 do “ASTM Copper Strip Classifications” quando testados em acordo com ASTM D1838-64, “Copper Strip Corposion by liquifeed petroleum (LP) Gases”.
14 – O material do tanque deverá ser aço carbono ou aço liga. O tanque deverá ser construído com uma sobre-espessura para corrosão de 20% da espessura da parede do casco ou 2,5 mm, sendo adotado a de menor valor.
15 – Tanques devem ser equipados com controle de descarga de emergência.
b) Densidade máxima de enchimento permitido para tanques para transporte de butadieno inibido e GLP são as seguintes
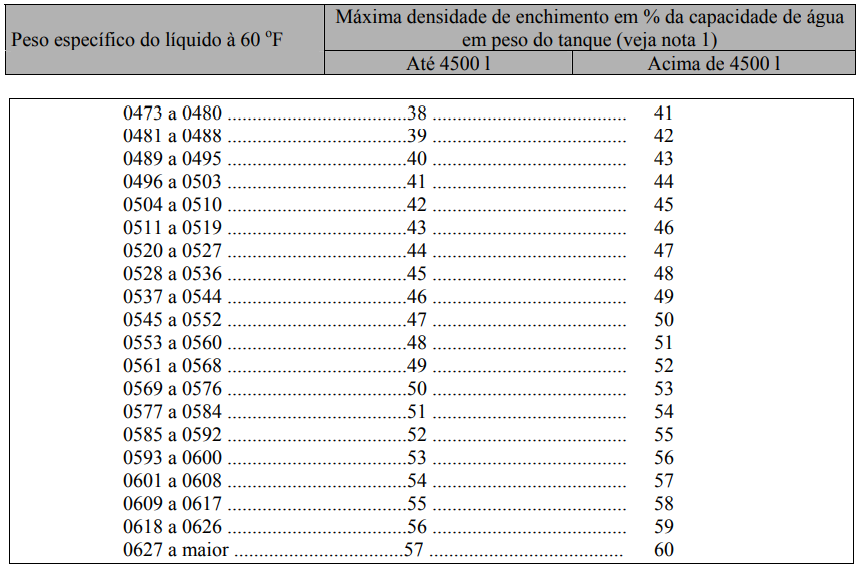
Nota: enchimento por volume é permitido desde que a mesma densidade de enchimento seja usada como permitido em peso exceto que, quando é utilizado um tubo de nível fixo (fixed length dip tube) ou outro nível de líquido máximo de enchimento, a máxima densidade de enchimento permitida não deve exceder a 97% da máxima densidade de enchimento permitida pelo carregamento por peso descrito na tabela acima.
c) Exceto como anteriormente especificado, o carregamento de um gás liqüefeito em um tanque rodoviário deve ser determinado por peso ou por um adequado sistema de medição de nível. A pressão de vapor à 46 oC (115 oF) não deve exceder a pressão de projeto do tanque. Os gases liqüefeitos devem ser carregados de modo que no mínimo 1% de sua capacidade total, ou de cada compartimento deste, seja reservada para a fase vapor, quando carregado de produto à temperatura de 46 oC (115 oF) para tanques não isolados e 41oC (105 oF) para tanques isolados termicamente, exceto que este requerimento não se aplica para tanques contendo dióxido de carbono, líquido refrigerado ou óxido nitroso líquido refrigerado. Nestes tanques são requeridos para serem equipados com válvulas adequadas de controle de pressão e não pode ser carregado a um nível excedendo a 95% da capacidade volumétrica do tanque.
d) Se o carregamento do tanque com gás liqüefeito está para ser determinado por peso, o peso bruto deverá ser checado após a linha de enchimento ser desconectada. Em cada instante o peso bruto deve ser calculado pela capacidade do tanque e a tara deve ser marcada sobre a placa de identificação dos tanque e a máxima densidade de enchimento permitida para o produto sendo carregado dentro do tanque como especificado na tabela do parágrafo a) desta seção.
e) Se o carregamento do tanque com gases liqüefeitos é para ser determinado por um dispositivo de nível de líquido ajustável, cada tanque e cada compartimento dele deverá ter um termômetro, de modo que a temperatura líquida interna possa ser facilmente determinada, e a quantidade de líquido possa ser corrigido para a base a 15 ºC (60 oF). O nível de líquido não deve exceder ao nível correspondente à densidade de enchimento máximo permitido para o material sendo carregado dentro do tanque como estabelecido na tabela acima.
f) Quando o carregamento de tanques com gases liqüefeitos é determinado apenas pelo tubo fixo de nível (fixed dip tube) ou outro dispositivo indicador fixo de nível máximo adequado, o dispositivo deverá ser arranjado para funcionar à um nível que não exceda ao nível máximo de volume permitido prescrito pela tabela do parágrafo a) desta seção. Carregamento deverá ser interrompido quando o dispositivo acusar que o enchimento do produto alcançou o nível máximo.
g) Cada tanque, exceto tanques carregados por peso, devem ser equipados com um ou mais dos dispositivos medidores descritos na tabela abaixo o qual indica corretamente o nível de líquido máximo permitido. Dispositivos indicadores adicionais podem ser instalados, mas não podem ser usados como controles primários para o carregamento do tanque. Visores de vidro não são permitidos em qualquer tanque rodoviário. Dispositivos medidores primários usados em tanques de menos do que
13.250 l de água de capacidade são isentos para os requerimentos de locação longitudinal especificado nota 2. O comprimento do tanque não pode exceder a 3 vezes o diâmetro do tanque, e o tanque é descarregado em até 24 horas após cada enchimento do tanque.
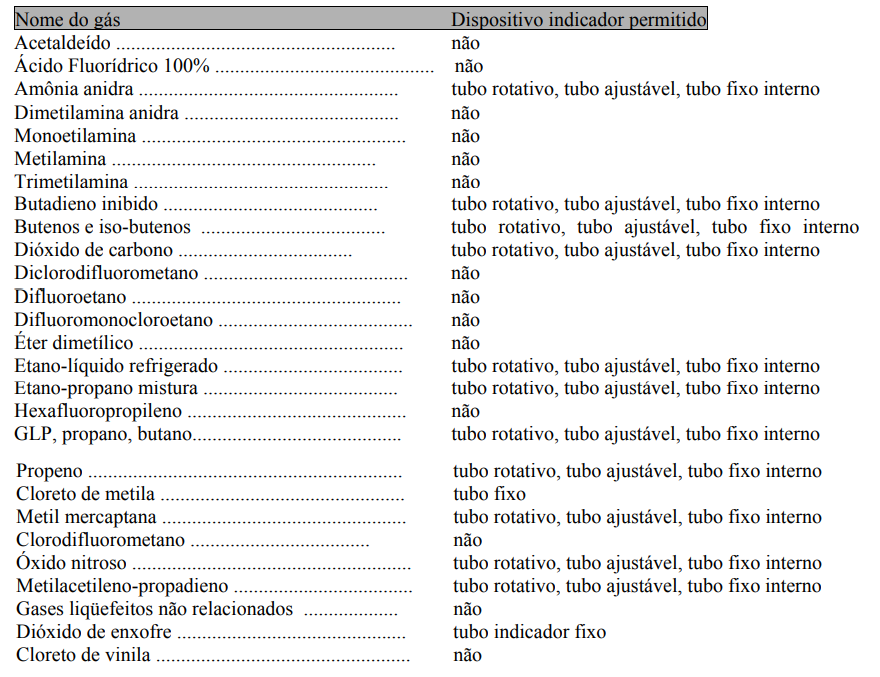
Notas:
1) A pressão de projeto do dispositivo indicador de nível de líquido deve ser ao menos igual à pressão de projeto de tanque.
2) Um dispositivo de tubo indicador consiste de um tubo com uma válvula em sua extremidade externa com seu orifício de passagem não maior que 1,5mm (0,060pol) no diâmetro. Se um tubo fixo é utilizado, o orifício de passagem deve ser localizado na linha central do tanque, tanto longitudinalmente quanto lateralmente e ao nível máximo de enchimento permitido. Em tanques para GLP o orifício de passagem deve ser localizado no nível alcançado pelo produto carregado quando o tanque é carregado para uma densidade de enchimento máximo à 4 oC (40 oF) .
3 Exceto sobre tanques usados exclusivamente para o transporte de dióxido de carbono líquido refrigerado ou óxido nitroso líquido refrigerado, cada abertura para indicador de pressão deve ser restringido nele ou dentro do tanque por um orifício não maior que 1,5mm (0,060pol) de diâmetro. Para dióxido de carbono refrigerado líquido ou óxido nitroso refrigerado líquido, o indicador de pressão precisa somente ser usado durante a operação de enchimento.
4) O tanque deve ser construído de acordo com a norma NBR 15209 – Tanques para o transporte rodoviário de ácido fluorídrico a 100%.
ANEXO C – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção na construção, reparo ou reforma dos equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 6 e 27D, construídos em aço ou alumínio, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 6i : Inspeção periódica de equipamentos para o transporte rodoviário de produtos perigosos a granel – Classe 2.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 15209: Tanques para o transporte rodoviário de ácido fluorídrico a 100%. Handbook of Compressed Gas Association.
Código ASME: Boiler and Pressure Vessel Code Section II, V, VIII Div. I e IX.
Code of Federal Regulation-US- Department of Transportation DOT 49 Part Seccion 100 – 199.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
DOT: Department of Transportation
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser construído, o OIA-PP (OIC) define o inspetor que, inicialmente verifica o projeto do equipamento, todas as suas especificações e características e para qual grupo de produtos perigosos foi projetado, deve acompanhar toda a sua construção desde o recebimento do material de construção até a instalação do tanque de carga sobre o chassi do veículo. Quando for reforma ou reparo, confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do tanque, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
5.2.1 Para a inspeção do equipamento, no caso de reforma ou reparo, além do documento de descontaminação, deve ser apresentado o livro de registros (data book) deste tanque (o qual deve ser elaborado / preparado durante a construção do mesmo), contendo no mínimo os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados;
c) certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) certificado de qualificação para procedimentos de projeto e ensaios, quando aplicável;
f) garantia de compatibilização dos materiais do corpo do equipamento e de seus dispositivos operacionais para com os produtos a transportar;
g) relatório da inspeção para liberação do equipamento;
h) exames, ensaios e relatórios de END, quando aplicável;
i) registros gráficos das temperaturas do alívio de tensão.
5.2.2 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, não devem estar distanciadas uma das outras mais do que 10cm. Sempre localizadas na parte dianteira do equipamento do lado do condutor do veículo rodoviário e abaixo do eixo longitudinal médio do equipamento, todas afixadas em um suporte porta placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, no caso de reforma ou reparo, o CIPP deve ser apresentado e recolhido pelo inspetor do OIA-PP (OIC), devendo ser anexado ao relatório de inspeção, exceto quando for inspeção na construção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Antes de executar qualquer reparo ou reforma em um equipamento, o proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC), que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor deve acompanhar o processo, desde o seu início até a conclusão, conforme os requisitos estabelecidos neste RTQ.
5.7.1 Não são permitidos reparos no corpo do equipamento, através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto neste RTQ, e quando estas forem alteradas, em relação ao projeto inicial, o OIA-PP (OIC) que realizou a inspeção deve proceder à alteração do cadastro do equipamento junto ao Inmetro, substituindo o número Inmetro do equipamento.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.11 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
5.11.1 Redução do prazo de inspeção
O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ.
5.11.2 Aumento do prazo de inspeção
O prazo da inspeção pode ser aumentado, caso o equipamento possua as seguintes características:
a) pressão de projeto pelo menos 3,5 vezes a pressão de trabalho;
b) não ter perdido mais do que 6% da espessura nominal;
c) não possuir reparos significativos;
d) ter sido submetido a ensaio de ultra-som em 100% dos cordões de solda;
e) ter sido submetido a ensaio de partículas magnéticas ou líquidos penetrantes em 100% das soldas, em ambos os lados;
f) ter sido submetido a um estudo da vida em fadiga e constatada vida infinita.
Nota: No atendimento destes requisitos e tendo o equipamento mais de 15 (quinze) anos de vida útil pode ser estendido o prazo de inspeção para cada 12 (doze) meses.
5.12 Este equipamento pode ter uso múltiplo, se respeitadas as compatibilidades entre os produtos, os materiais e as pressões de projeto.
5.13 Documentação
5.13.1 O fabricante do equipamento deve manter, no mínimo, durante 05 (cinco) anos a documentação e os filmes radiográficos, em condições de consulta por terceiros, todos os registros referentes à construção, como a saber:
a) projeto do equipamento a construir;
b) memória de cálculo;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
f) certificado de qualificação para procedimentos de soldagem, e de soldadores;
g) garantia de compatibilização dos materiais do corpo do tanque e de seus implementos para com os produtos a transportar;
h) relatório da inspeção;
i) relatórios de END, quando aplicável;
j) registros gráficos das temperaturas do alívio de tensão.
5.13.2 A documentação relacionada acima deve ser reunida em um livro de registros (data book), e uma cópia deste livro deve ser fornecida ao cliente.
5.14 Placa de identificação do fabricante
O fabricante do equipamento deve afixar na lateral esquerda dianteira do mesmo, após a sua aprovação, uma placa de identificação do fabricante, fabricada e gravada de material resistente às intempéries, e contendo, no mínimo, as seguintes inscrições:
a) identificação do fabricante;
b) número de série de fabricação;
c) data de fabricação (mês e ano);
d) normas de fabricação;
e) grupos aptos a transportar;
f) capacidade geométrica (m³) ou (L);
g) espessura mínima admissível de projeto, calotas e costado (mm);
h) espessura original: calotas e costado (mm);
i) sobrespessura de corrosão;
j) tara do veículo (kg) ou (t);
k) tara do tanque (kg) ou (t);
l) pressão máxima de operação (kPa);
m) pressão de projeto;
n) pressão de ensaio;
o) alívio de tensão;
p) material do costado;
q) material das calotas;
r) radiografia;
s) temperatura de operação (ºC);
t) pressão de ensaio hidrostático (kPa);
u) abertura da válvula de segurança (kPa).
5.15 Chapa de identificação do equipamento
Deve ser afixada uma chapa de dimensões 40 x 130mm, de espessura mínima de 2mm, em aço inoxidável, deve ser afixada por solda em todo o seu perímetro no primeiro berço de apoio dianteiro do equipamento ou na ausência do berço afixar na longarina do seu chassi, do lado do condutor do veículo. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo, o número Inmetro do equipamento fornecido pelo OIA-PP (OIC), cada número deve ter no mínimo 8 mm de altura.
5.16 O equipamento que sofrer acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.17 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.18 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.19 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.19.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.19.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.20 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.21 A inspeção do equipamento deve ser realizada no local da construção, da reforma ou do reparo.
5.22 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.22.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.23 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.24 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.25 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. REQUISITOS DE CONSTRUÇÃO
6.1. Requisitos gerais
6.1.1 O OIA-PP deve acompanhar todo o processo de construção do equipamento em atendimento ao prescrito no Código ASME, de fabricação soldada ou sem costura, ou a combinação de ambos os processos. As técnicas de construção e montagem devem atender aos procedimentos recomendados pelo Código ASME, Seções V e VIII, Divisão I e IX, e ainda Código CFR – DOT, Parte 49.
Deve ser feito em aço ou alumínio, entretanto se for de alumínio, deve:
- ser isolado termicamente e o produto transportado deve ser compatível com o alumínio;
- ser revestido com jaqueta de aço se o equipamento for isolado, e utilizado para o transporte de gás inflamável.
6.1.1.1 Em nenhum caso a pressão de projeto de qualquer equipamento deva ser menor que 0,69 MPa (100 psig) ou maior que 3,44 MPa (500 psig).
6.1.2 A pressão de projeto deve ser a maior das seguintes pressões:
a) pressão máxima efetiva exigida do equipamento nas operações de carga e descarga;
b) pressão de vapor do produto transportado a 46,5 °C, expressa em kPa;
c) pressão de projeto definida pelos anexos.
6.1.3 Todo equipamento não isolado termicamente e, permanentemente fixado a um veículo, deve ser pintado de branco, alumínio ou cor com reflexibilidade similar sobre no mínimo dois terços superiores da área do equipamento, a menos que revestido com uma jaqueta feita de alumínio, aço inoxidável, ou outros metais não opacos.
6.1.4 Se o equipamento for isolado e utilizado para o transporte de gás inflamável, este deve ser revestido externamente com jaqueta de aço.
6.1.5 Cada equipamento construído para o transporte de dióxido de carbono líquido refrigerado, ou óxido nitroso refrigerado, deve ter isolamento com espessura suficiente para garantir que a total condutância de calor não seja maior que 0,391 kcal/m2.h.oC (0,08 BTU/ft2.h.ºF). A condutância deve ser determinada a 15,6 ºC (60 ºF).
6.1.6 O alívio de tensões após a soldagem deve ser conforme solicitado pelo Código ASME, exceto que cada equipamento construído de acordo com a parte UHT deve obrigatoriamente ser tratado termicamente. Onde o alívio de tensões é requerido, o equipamento deve ser tratado como uma unidade após o término de todas as soldas. O método deve ser conforme definido no Código ASME. O alívio de tensões é obrigatório para equipamentos para o transporte de amônia. A soldagem de acessórios aos empalmes podem ser feitas após o alívio de tensões, que deve ser conforme especificado pelo Código ASME, mas em nenhum momento menor que 565 ºC (1050 ºF) no costado.
6.2 Materiais
6.2.1 Todos os materiais usados na construção do equipamento e acessórios devem ser adequados ao uso com o produto a ser transportado nele, e devem atender aos requisitos do Código ASME em todos os aspectos.
6.2.2 O ensaio de impacto é requerido em aços usados na construção de cada equipamento fabricados de acordo com a parte UHT do Código ASME. O ensaio deve ser feito sobre um lote base. Um lote é definido como 100 toneladas ou menos de uma mesma corrida de tratamento térmico, tendo uma variação de espessura não maior que mais ou menos 25%. O valor do ensaio de impacto para um corpo cheio deve ser no mínimo 27 J (20 lbf.ft) na direção longitudinal a -34,5 ºC (-30 ºF), no ensaio Charpy chanfro V, e 20 J (15 lbf.ft) na direção transversal a -34,5 ºC (-30 ºF), ensaio Charpy chanfro V. Quando a espessura da chapa não permitir a obtenção de espécimes de corpo cheio, os valores requeridos devem ser reduzidos na proporção direta da área transversal do corpo de prova. Se um lote não atende a estes requerimentos, chapas individuais de um lote podem ser aceitas desde que elas individualmente atendam aos requisitos.
6.2.3 Todos os materiais utilizados na construção do equipamento e suas partes, devem atender aos requisitos do Código ASME para ensaios e materiais.
6.2.4 A tensão de ruptura em qualquer ponto de uma seção não pode exceder a 25% da tensão mínima especificada para o material.
6.2.5 Com certificado de origem
O certificado do fabricante para as chapas a serem usadas no equipamento, deve atestar que:
a) a amostragem das chapas foi realizada em lotes máximos de 100 toneladas de processo homogêneo de fabricação, de acordo com o Código ASME, Seção II;
b) as chapas não devem apresentar dupla laminação ou descontinuidades, verificadas de acordo com o Código ASME, Seção V – AS 435.
6.2.6 Sem certificado de origem
Os materiais sem rastreabilidade só podem ser utilizados mediante a realização de ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela Rede Brasileira de Calibração, na presença do OIA-PP, que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
As chapas devem ser ultrassionadas para verificação de dupla laminação ou descontinuidade em cada chapa, de acordo com o Código ASME, Seção V-AS 435 ou equivalente.
6.2.7 A direção da laminação deve ficar na direção circunferencial do costado do equipamento.
6.2.8 O equipamento para o transporte de amônia anidra deve ser construído em aço. O uso de cobre, zinco e suas ligas são proibidos. Quebra-ondas podem ser feitos de alumínio somente se unidos ao equipamento por processo que não requeira tratamento térmico de alívio de tensões posteriormente.
6.3 Integridade estrutural
6.3.1 Exceto, como especificado no item 6.3.6 deste RTQ, a tensão máxima de projeto em qualquer ponto do tanque não pode exceder a tensão máxima admissível definida na Seção VIII do Código ASME, ou 25% da tensão de ruptura do material usado.
6.3.2 As propriedades físicas relevantes do material usado em cada tanque podem ser estabelecidas através de testes especificados no certificado do seu fabricante ou através de ensaios efetuados em corpos de prova de acordo com normas reconhecidas nacionalmente. Neste caso, a tensão de ruptura do material utilizado no projeto não pode exceder a 120% da tensão da ruptura especificada pela norma de fabricação do material, seja Código ASME ou ASTM.
6.3.3 A tensão máxima de projeto em qualquer ponto do tanque deve ser calculada separadamente para a condição de carga descrita nos itens 6.3.5 a 6.3.9 e deste RTQ. Ensaios alternativos ou métodos analíticos ou a combinação de ambos, podem ser usados em vez dos procedimentos descritos nos itens 6.3.5 a 6.3.9 deste RTQ, desde que os métodos sejam precisos e confiáveis.
6.3.4 Acréscimo de espessura para corrosão não pode ser incluído para satisfazer qualquer requisito de resistência estrutural de projeto deste RTQ.
6.3.5 O projeto estático e de construção de cada tanque de carga deve ser feito de acordo com a Seção VIII do Código ASME. O projeto do tanque deve incluir no cálculo a tensão gerada pela pressão de projeto, pelo peso da carga da estrutura suportada pelo corpo do tanque e pelos efeitos de gradientes de temperatura resultantes da diferença máxima possível de temperaturas entre a carga e o meio ambiente. Quando materiais diferentes são utilizados, seus coeficientes térmicos devem ser usados no cálculo das tensões térmicas. Concentração de tensões de compressão, flexão e torção, as quais ocorrem sobre os empalmes, berços ou outros suportes, devem ser levadas em consideração conforme descreve o apêndice G do Código ASME.
6.3.6 Projeto do costado: as tensões do costado resultantes das cargas estáticas e dinâmicas, ou pela combinação de ambas, não são uniformes através do tanque.
As cargas que ocorrem durante as operações do tanque, verticais longitudinais e laterais podem ocorrer simultaneamente e devem ser combinadas na realização dos cálculos.
As cargas dinâmicas extremas (máximas) verticais, longitudinais e laterais ocorrem separadamente e não precisam ser combinadas.
6.3.7 Cargas normais de operação: os seguintes procedimentos combinam as tensões no costado do tanque resultantes das cargas normais de operação. A tensão efetiva (a tensão principal máxima em qualquer ponto) deve ser determinada pela seguinte fórmula:
S = 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx=> tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com a tensão de flexão gerada pelo peso estático do tanque totalmente carregado, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de compressão e tração resultantes da operação normal de aceleração e desaceleração longitudinais. Neste caso, as forças aplicadas devem ser 0,35 vez a reação vertical no conjunto da suspensão, aplicadas à superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através da suspensão durante a desaceleração, ou através do pivô de um chassi trator ou da quinta roda, ou da barra basculante de um dolly durante a aceleração, ou pela fixação e suportes do caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático de um tanque, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser inclusos:
b1) A carga axial gerada pela força de desaceleração.
b2) O momento de flexão causado pela força de desaceleração.
b3) A carga axial gerada pela força de aceleração.
b4) O momento de flexão causado pela força de aceleração.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força vertical de aceleração causada durante a operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão do trailer, ou no pivô horizontal do acoplamento (quinta-roda) ou rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. As reações verticais devem ser calculadas baseadas no peso estático do tanque totalmente carregado, com todos os elementos estruturais e acessórios suportados pelo corpo do tanque.
Ss=> A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical na estrutura da fixação da suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada pela força de aceleração existente na operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão, ou no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportantes do caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, em todos os elementos estruturais, equipamentos e acessórios suportados pelo tanque.
c) A tensão de cisalhamento gerada por uma força acelerativa lateral causada pela operação normal igual a 0,2 vez a reação vertical em cada estrutura de suspensão de um trailer, aplicado à superfície de rodagem (nível do solo), e nas transmitidas para o corpo do tanque, através da estrutura de suspensão do trailer, e o pivô do acoplamento (quinta-roda) ou rala, ou ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas forças laterais como descritas em c).
6.3.8 Cargas dinâmicas extremas: O seguinte procedimento de carregamento no tanque resultante das cargas dinâmicas extremas. A tensão efetiva (a máxima tensão principal em qualquer ponto) deve ser determinada pela seguinte fórmula:
S= 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx= tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima interna admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com tensão de flexão gerada pelo peso estático de um tanque totalmente cheio, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de tração ou compressão resultante da aceleração ou desaceleração longitudinal extrema. Neste caso as forças aplicadas devem ser de 0,7 vez a reação vertical no conjunto da suspensão aplicadas à superfície de rodagem, e igualmente as transmitidas para o corpo do tanque através a estrutura da suspensão de um trailer durante a desaceleração, ou do pivô horizontal do cavalo trator ou do dolly com quinta-roda, ou da barra de engate basculante de um dolly durante a aceleração, ou do ancoramento e elementos suportes de um caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser incluídos:
b1) A carga axial gerada por uma força desaceleradora.
b2) O momento de flexão gerado por uma força desaceleradora.
b3) A carga axial gerada por uma força aceleradora.
b4) O momento de flexão gerado por uma força aceleradora.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força acelerativa extrema igual a 0,7 vez a reação vertical no conjunto de suspensão de um trailer, e no pivô horizontal do acoplamento (quinta roda) ou na rala, ou no ancoramento de elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
Ss=> A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical do conjunto de suspensão, e do pivô horizontal do acoplamento (quinta-roda) ou rala, ou ancoramento e elementos suportes de um caminhão, quando aplicáveis. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada por uma força de aceleração vertical igual a 0,7 vez a reação vertical no conjunto de suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
c) A tensão de cisalhamento gerada por uma força de aceleração igual a 0,4 vez a reação vertical no conjunto de suspensão aplicado na superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através do conjunto de suspensão de um trailer, e do pivô horizontal do acoplamento (quinta-roda) ou da rala, ou do ancoramento e elementos suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas mesmas forças descritas no parágrafo c desta seção.
6.3.9 Para contemplar a tensão gerada pelo impacto em um acidente, o cálculo de projeto para o costado e calotas do equipamento deve incluir a carga resultante da pressão de projeto em combinação com a pressão dinâmica resultante de uma desaceleração longitudinal de 2g. Para esta condição de carregamento o valor de tensão usado não pode exceder a tensão elástica ou 75% da tensão de ruptura do material do tanque, sendo adotado o que for menor. Para equipamentos rodoviários construídos em aço inoxidável, a tensão máxima de projeto não pode exceder a 75% da tensão de ruptura do tipo de aço usado.
6.3.10 A solda de suportes de acessórios e dispositivos no costado do equipamento deve ser feita através de empalme, de modo que não ocorra nenhum efeito adverso sobre a integridade do equipamento, se alguma força for aplicada ao acessório ou dispositivo, em qualquer direção. A espessura do empalme não deve ser menor do que a do costado ou calota ao qual é fixado, e não maior que 1,5 vez a espessura do costado ou calotas. Entretanto, um empalme com espessura mínima de 6,35mm (0,250pol) pode ser usado quando a espessura do costado ou calotas sejam maior que 6,35mm. Se furos de respiro forem usados, o empalme deve ser perfurado e roscado em seu mais baixo ponto após soldado.
6.3.11 Cada empalme deve:
- estender ao menos 50mm em cada direção de algum ponto do acessório soldado;
- ter cantos arredondados, ou caso contrário, ser fabricado de modo que minimize a concentração de tensões sobre o costado ou calotas;
- ser soldado por um cordão contínuo em volta do empalme, exceto por uma pequena abertura no ponto mais baixo para drenagem, usando metal de adição conforme as recomendações para o material do costado ou calotas.
6.4 Juntas soldadas
6.4.1 Todas as soldas do equipamento devem ser radiografadas conforme Código ASME, Seção VIII.
6.4.2 Todas as juntas longitudinais do equipamento devem ser posicionadas em sua metade superior, e defasadas entre si.
6.4.3 Os materiais dos elementos de soldagem devem ser compatíveis com o produto a ser transportado.
6.4.4 As juntas devem estar de acordo com os requisitos do Código ASME, com todos os defeitos no material do costado e calotas reparados, conforme especificado no Código ASME.
6.4.5 As soldas devem ser executadas por processos e soldadores qualificados e com procedimentos aprovados de acordo com Código ASME, Seção IX.
Em adição às variáveis essenciais definidas no Código ASME, as seguintes variáveis devem ser consideradas essenciais: número de passes, espessura de chapa, calor por passe, fabricante, e código de identificação do fluxo e arames. Quando a fabricação é feita de acordo com a parte UHT do Código ASME, material de adição que contenha mais do que 0,08% de vanádio não pode ser usado. O número de passes, espessura das chapas, e o calor por passe não podem variar mais de 25% do procedimento de qualificado de solda. Os registros de qualificação devem ser mantidos pelo fabricante ao menos por 05 (cinco) anos.
6.4.6 A preparação dos chanfros do costado e calotas pode ser feita por maçarico, desde que cada superfície seja refundida no subseqüente processo de soldagem. Quando isso não ocorrer, 1,3mm (0,050pol) da superfície atacada termicamente deve ser retirada por meios mecânicos.
6.4.7 A máxima tolerância de alinhamento e de altura de reforço de solda deve ser de acordo com o Código ASME.
6.4.8 Subestruturas (como por exemplo: porta pneu / roda sobressalente, chassi, caixas de válvulas, etc.) devem ser montadas antes de sua fixação no costado, e as soldas devem ser feitas de modo a minimizar a concentração de tensões no costado.
6.5 Bocais
6.5.1 Válvula de segurança, válvula de alívio e dispositivos de segurança
6.5.1.1 A válvula de segurança e a válvula de alívio devem estar localizadas no topo do equipamento ou das calotas.
6.5.1.2 Cada equipamento deve ser provido com uma ou mais válvula de alívio ou válvula de segurança, cada qual, a menos que especificado em contrário, deve ser do tipo mola tencionada. Cada válvula deve ser posicionada com a descarga para cima, e sem obstrução no lado externo da válvula, de modo a prevenir algum impedimento no fluxo de descarga.
6.5.1.3 A válvula de alívio e a válvula de segurança de cada equipamento deve atender as condições a seguir:
a) A capacidade total de fluxo, como determinada pelas fórmulas contidas no Anexo D, deve ser suficiente para garantir uma pressão máxima do equipamento de 120% da pressão de projeto.
b) A capacidade de vazão de alívio, ensaios e a marcação na válvula devem estar de acordo com o Anexo D.
c) Para equipamento com revestimento externo, a capacidade de vazão requerida deve ser a mesma de um equipamento não revestido, a menos que o revestimento não perca suas características e resista à chama direta, conforme definido no Anexo D. Neste caso cada equipamento revestido deve conter uma jaqueta metálica de espessura não inferior a 1,0mm.
d) Cada válvula de segurança deve ser posicionada e provida de meios que impossibilitem a alteração da sua regulagem original.
e) Cada válvula de alívio deve ser regulada para o início de descarga à pressão não maior que 110% da pressão de projeto do equipamento e não menor que a pressão de projeto especificada neste RTQ, para o gás transportado.
f) Toda válvula de alívio e toda válvula de segurança deve ter marcada em seu corpo os seguintes dados:
1) pressão de abertura da válvula em MPa;
2) vazão de descarga do dispositivo em metros cúbicos por minuto de gás ou ar a 15 ºC e à pressão atmosférica ao nível do mar;
3) nome do fabricante ou nome comercial;
4) modelo e código de catálogo.
Nota: A marcação da pressão de abertura de descarga da válvula deve ser visível após a instalação da válvula. A vazão de descarga da válvula deve ser determinada à pressão de 120% da pressão de projeto do equipamento.
g) Cada válvula de alívio e cada válvula de segurança devem ter comunicação direta com a fase vapor no equipamento.
h) Cada conexão com a válvula de alívio e válvula de segurança deve ser de suficiente dimensão para prover a vazão de descarga através da válvula de alivio e da válvula de segurança.
i) Nenhuma válvula de fechamento pode ser instalada entre a válvula de segurança e o equipamento, exceto nos casos onde duas ou mais válvulas de segurança são instaladas sobre o mesmo equipamento, e uma ou mais válvulas de fechamento sejam dispostas de maneira a garantir a capacidade de vazão de descarga, através de pelo menos uma das válvulas.
j) Cada saída da válvula de alivio e da válvula de segurança deve ser provida com um dispositivo de proteção para prevenir a entrada e acúmulo de sujeira e de água. Este dispositivo não pode impedir o fluxo através da válvula.
k) Nos equipamentos para o transporte de dióxido de carbono e óxido nitroso, as válvulas devem ser instaladas de modo que o efeito de resfriamento do produto contido não prejudique as suas operações.
l) Todo equipamento para o transporte de dióxido de carbono pode ser equipado com um ou mais discos de ruptura com abertura a uma pressão não superior a 2,0 vezes e não inferior a 1,5 vez a pressão de projeto do equipamento.
m) Todo segmento de tubulação que pode ser fechado em ambas as extremidades deve ser provido de uma válvula de segurança além de uma válvula para a drenagem de produto, de modo a impedir a formação de uma pressão excessiva que possa romper a tubulação.
n) Todas as válvulas devem ser de material compatível com o produto transportado.
6.5.2 Boca de visita
6.5.2.1 Todo equipamento deve ser provido com uma boca de visita conforme UG46(g)1 e outros requisitos do Código ASME.
6.5.2.2 Recomenda-se posicionar a boca de visita na calota traseira do equipamento. Quando posicionada na lateral do costado, deve atender aos requisitos de proteção ao tombamento. A boca de visita não deve ser localizada na calota dianteira do equipamento.
6.5.3 Outros bocais
6.5.3.1 Recomenda-se que a indicação dos instrumentos instalados esteja próxima ao sistema de carga e descarga de modo a facilitar a operação do equipamento.
6.5.3.2 É permitida a instalação de indicadores de nível e medidores de pressão, quando aplicável.
6.5.3.3 Todo equipamento deve possuir um bocal de drenagem.
6.5.3.4 Excetuando-se os bocais para termômetro, medidor de pressão, válvulas de alívio, e válvulas de segurança, todo bocal deve:
- ser fechado por plug, cap ou flange cego;
- protegido por uma válvula de excesso de fluxo no bocal ou com uma válvula de retenção, no caso de um bocal de carregamento;
- provido de uma válvula de fechamento interno como especificado no item 8.9.
6.5.3.5 Uma válvula de fechamento externo deve ser instalada entre o medidor de pressão e o equipamento.
6.6 Tubulação e conexões
6.6.1 A pressão de ruptura de toda tubulação, conexões, e outras partes pressurizadas, exceto selos de bombas e válvula de alívio deve ser de pelo menos 4 (quatro) vezes a pressão de projeto do equipamento. Adicionalmente a pressão de ruptura não pode ser menor que 4 (quatro) vezes a maior pressão encontrada em qualquer ponto da tubulação, conexões e outras partes pressurizadas.
6.6.2 As juntas da tubulação podem ser roscadas, soldadas ou flangeadas. Se um tubo for roscado, o tubo e as conexões devem ser padrão Sch80 ou de maior espessura. Metais maleáveis devem ser usados na construção de válvulas e conexões. Quando for permitida a utilização de tubos de cobre, suas juntas devem ser soldadas por brasagem ou a união deve ter resistência semelhante ao material do tubo. O ponto de fusão do material de brasagem não deve ser menor que 537,7 ºC (1000 ºF). O método de conexão do tubo de cobre não deve reduzir sua resistência, como por exemplo, pela utilização de roscas torneadas.
6.6.3 Todo acoplamento de mangueira deve ser projetado para uma pressão de pelo menos 120% da pressão de projeto da mangueira e de maneira que não haja nenhum vazamento quando conectada.
6.6.4 A tubulação deve ser protegida contra danos por expansão ou contração térmica, vibração e choques.
6.6.5 Toda tubulação, válvulas e conexões do equipamento devem ser estanques. Este requisito é atendido quando a tubulação suporte não menos que 80% da pressão de projeto do equipamento.
6.6.6 As tubulações de carga e descarga devem ser providas de olhais para fixação de correntes de segurança para vínculo entre tubulação e mangotes.
6.7 Serpentina de aquecimento e de resfriamento
Quando da necessidade da utilização de serpentina de calor ou de refrigeração, a mesma deve ser adequadamente fixada, considerando os esforços de vibração, de expansão ou de contração térmica. A serpentina deve ser ensaiada separadamente, a uma pressão de 02 (duas) vezes a PMTA da serpentina. O equipamento não pode ser aprovado se houver alguma evidência de vazamento ou dano. Quando o sistema utilizar líquidos, e seus vapores, suscetíveis ao congelamento ou aquecimento, este deve ser projetado para permitir sua completa drenagem.
6.8 Proteção das conexões
6.8.1 Todas as válvulas, conexões, dispositivos de alívio e outros acessórios devem ser protegidos, de modo a prever danos causados por colisão ou tombamento. A proteção deve garantir que em caso de tombamento lateral do veiculo, seus bocais não sejam obstruídos, e que a capacidade de descarga das válvulas e dispositivos de alívio não seja prejudicada.
6.8.2 O dispositivo de proteção ou alojamento deve ser projetado de modo a resistir a carga estática em qualquer direção igual a duas vezes o peso bruto do equipamento, usando um fator de segurança mínimo igual a 4 (quatro), e a tensão de ruptura do material usado, sem provocar avaria aos bocais protegidos, e deve ser construído de metal com espessura mínima de 4,76mm (3/16pol).
6.8.3 Os dispositivos operacionais, exceto o indicador de nível e a bomba hidráulica devem estar agrupados e devidamente protegidos por abrigo.
6.8.4 A capela (abrigo) quando fabricado em chapas de aço carbono deve ter espessura mínima de 1mm.
6.8.5 A face externa da capela (abrigo), quando houver, deve estar a uma distância mínima de 150 mm em relação ao plano de projeção máxima do pára-choque traseiro.
6.9 Válvulas operacionais
6.9.1 Toda válvula de fechamento interno e toda válvula de excesso de fluxo devem ser fechadas automaticamente quando algum de seus acessórios ou se alguma mangueira conectada ou parte da tubulação for cizalhada.
6.9.2 Toda válvula de fechamento interno, de excesso de fluxo e de retenção deve estar disposta no interior do tanque ou dentro de uma conexão soldada a qual é parte integrante do equipamento. A sede da válvula deve estar localizada na parte interna do equipamento. A instalação deve ser feita de modo que se assegure que a aplicação de um esforço inadequado ou choque não cause dano à válvula que impeça a sua operação.
6.9.3 Todas as partes das válvulas que mantém contato com o produto, devem ser feitas de material compatível com o produto transportado.
6.9.4 A conexão do medidor de pressão não deve possuir abertura de passagem de produto maior que 1,5 mm.
6.9.5 Toda válvula de excesso de fluxo deve ser fechada automaticamente a uma vazão de gás ou líquido, especificada pelo fabricante da válvula. A tubulação, conexões, válvulas, e mangueiras devem ter capacidade de vazão compatível a da válvula de excesso de fluxo. Se ramificações ou outras restrições forem incorporadas ao sistema, de modo que a capacidade de vazão seja reduzida para um valor menor que a vazão da válvula de excesso de fluxo, deve ser adicionada ao sistema outra válvula, que deve ser dimensionada para atender a vazão requerida na ramificação ou outras restrições incorporadas.
6.9.6 A válvula de excesso de fluxo deve ser projetada com um furo de passagem, não maior que 1,0 mm de diâmetro, para permitir a equalização das pressões.
6.9.7 Exceto para equipamento dedicado ao transporte de dióxido de carbono, todo bocal de carga e descarga deve ser equipado com válvula de acionamento à distância.
6.9.8 Para equipamento com capacidade maior que 13.250 litros, a válvula de fechamento interno deve ser provida de pelo menos 02 (dois) dispositivos de fechamento automático, os quais devem ser instalados diagonalmente opostos e em locais de fácil acesso, próximo às extremidades do equipamento. Os cabos de acionamento entre as válvulas e o dispositivo remoto de fechamento devem ser resistentes à corrosão. Se os dispositivos de fechamento automático do equipamento não forem posicionados nas posições descritas acima, um elemento fusível deve ser instalado de modo que o calor provocado por chamas no bocal de carga e descarga possa acionar o dispositivo de emergência térmica. Elementos fusíveis não devem ter um ponto de fusão maior que 121 ºC. A área das conexões de carga e descarga é aquela na qual mangueiras e/ou carretel de mangueiras são conectadas à tubulação metálica.
6.9.9 Para equipamento com capacidade até 13.250 litros, a válvula de fechamento interno deve ser provida com pelo menos 01 (um) dispositivo de fechamento automático, instalado na extremidade oposta do equipamento, o mais distante possível dos bocais de carga e descarga.
6.9.10 A menos que anteriormente especificado cada bocal de carga e descarga do equipamento dedicado ao transporte de gases não inflamáveis (exceto dióxido de carbono liqüefeito refrigerado) deve ser provido com uma válvula interna de fechamento automático ou uma válvula de excesso de fluxo.
6.9.11 Toda linha de carga e descarga deve ser provida de uma válvula de fechamento rápido manual, permitindo isolar o equipamento. A válvula de fechamento manual deve estar localizada no trecho da linha entre a válvula de fechamento automático e a conexão com as mangueiras. Uma única válvula de retenção ou válvula de excesso de fluxo não pode ser usada para satisfazer os requisitos deste parágrafo, exceto em um bocal de descarga de líquido ou vapor de diâmetro nominal menor ou igual a 1 1/4pol NPT equipado com uma válvula de excesso de fluxo junto com uma válvula de fechamento interno operada externamente, em lugar de uma válvula interna operada à distância.
6.10 Seção frágil
6.10.1 O projeto das válvulas de descarga deve prever seção frágil de quebra nos seus corpos, para evitar possíveis danos ao corpo interno das válvulas no caso de acidente.
6.11 Fixação e amarração do equipamento
6.11.1 Um equipamento que não é permanentemente fixado ou integrado a um chassi de veículo, deve ser fixado através de cintas ou meios equivalentes de fixação do equipamento na estrutura do chassi. Ancoramentos ou outros meios devem ser providos para prevenir movimentos indevidos entre o equipamento e o chassi do veículo quando em operação.
6.11.2 Um equipamento projetado e construído de modo que o equipamento seja auto-suportado, totalmente ou em parte, em vez de possuir uma estrutura externa, deve possuir berços externos de apoio. Um equipamento com uma estrutura podem ser suportados por berços externos ou elementos longitudinais. Os berços quando utilizados devem se estender por pelo menos 120º da circunferência externa do costado. O projeto destes suportes deve considerar as tensões de compressão, tração, cisalhamento, torção, flexão e de aceleração, para o equipamento e chassi carregado como uma unidade, usando um fator de segurança 4 baseado na tensão de ruptura dos materiais utilizados, e sobre 2g de carregamento longitudinal e lateral e 3 vezes o peso estático no carregamento vertical (Apêndice G do Código ASME).
6.11.3 Quando um suporte do equipamento for fixado a alguma parte das calotas do equipamento, o esforço imposto sobre a calota deve atender os requisitos do item 6.11.2.
6.12 Bombas e compressores
6.12.1 Se bombas para líquido e compressores para gás forem utilizados, estes devem estar protegidos contra danos por colisão. Podem ser acionados pela tomada de força do veículo ou por acionamento elétrico, mecânico ou hidráulico. A menos que a bomba seja do tipo centrífugo, elas devem ser equipadas com válvula de alívio de by-pass permitindo o retorno do produto ao equipamento.
6.13 Diversos
6.13.1 O equipamento e os demais dispositivos operacionais nele fixados devem dispor de sistema para descarga da eletricidade estática acumulada.
6.13.2 O equipamento deve apresentar sinalização conforme legislação de trânsito vigente.
6.13.3 O equipamento deve portar suporte para pneus sobressalentes.
6.13.4 O equipamento deve ser dotado de suporte para os extintores.
6.13.5 Os equipamentos devem dispor de elementos ou olhais que permitam o seu içamento em condições de tombamento.
7. EXECUÇÃO DA INSPEÇÃO
7.1 O OIA-PP (OIC) deve acompanhar todo o processo de fabricação, deve analisar o projeto, especificações, memorial descritivo e verificar se o mesmo atende a este RTQ. Após a verificação, o OIA-PP (OIC) deve fornecer o número do equipamento, devendo ser colocado na chapa de identificação deste equipamento.
7.2 Matéria prima
7.2.1 Com certificado de origem
O fabricante deve fornecer os certificados de origem (produtor) dos materiais e componentes submetidos à pressão, envolvidos na fabricação do equipamento, devendo o OIA-PP verificar os materiais através das especificações declaradas (normas, marcação e projeto).
7.2.2 Sem certificado de origem
O fabricante deve fornecer os relatórios dos ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela Rede Brasileira de Calibração, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
7.3 Controle ultra-sônico
Todas as chapas a serem utilizadas na construção dos equipamentos devem ser ensaiadas conforme Código ASME, Seção V AS-435.
7.4 Processos de soldagem e qualificação dos soldadores
7.4.1 O fabricante deve apresentar ao OIA-PP (OIC) os processos de soldagem e as qualificações dos soldadores que estão envolvidos na fabricação do equipamento.
7.4.2 Após exame de compatibilidade conforme o Código ASME, Seção IX, o inspetor verifica se há alguma discrepância que impeça a aceitação, e em caso afirmativo, solicita ao fabricante a realização dos ensaios necessários à obtenção das qualificações.
7.5 Soldas
7.5.1 Chanfros
Devem ser verificados em função dos desenhos aprovados, normas impostas e procedimentos aprovados, atestando-se a homogeneidade da geometria e a isenção de defeitos superficiais.
7.5.2 Ensaios não-destrutivos
O OIA-PP (OIC) deve verificar se os ensaios não-destrutivos foram realizados por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712, bem como os materiais e procedimentos utilizados.
7.5.3 Execução da soldagem
O OIA-PP (OIC) deve constatar que o fabricante está utilizando na fabricação do equipamento, os processos e soldadores qualificados.
7.5.3.1 Exame visual dos cordões de solda
Deve ser feito tanto interno como externo, para verificação da ausência de defeitos superficiais e irregularidades acentuadas no perfil do cordão.
7.6 Controle dimensional das calotas
7.6.1 Antes da montagem e soldagem do costado
Verificar as seguintes dimensões: diâmetro, altura, ovalização e espessura, principalmente nas zonas de transição. Deve-se também verificar a curvatura teórica, através de gabaritos, observando se os desvios existentes estão dentro das tolerâncias estabelecidas nos requisitos de fabricação.
7.6.2 Após a montagem da calota e do costado
Verificar de acordo com as tolerâncias estipuladas para os seguintes itens:
a) cruzamento das soldas;
b) nivelamento das juntas;
c) alinhamento do costado;
d) ovalização do costado;
e) comprimento do equipamento e das dimensões das conexões e suportes.
7.7 Controle radiográfico
O OIA-PP (OIC) deve verificar se o ensaio radiográfico foi realizado por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712, bem como os materiais e procedimentos utilizados, e se foram atendidos os requisitos do Código ASME, Seção VIII.
7.8 Alívio de tensões (tratamento térmico)
7.8.1 Verificação e aprovação dos procedimentos para alívio de tensões, bem como os registros gráficos das temperaturas.
7.9 Ensaio pneumático e hidrostático
7.9.1 O OIA-PP (OIC) deve acompanhar a realização do ensaio pneumático nas regiões com chapas de reforço e nas aberturas das conexões, utilizando água e sabão, para assegurar-se da ausência de vazamentos nesses locais.
7.9.2 Durante o ensaio hidrostático o OIA-PP (OIC) deve manter a pressão por no mínimo 1 (uma) hora. O ensaio deve ser efetuado com no mínimo 02 (dois) medidores de pressão, na pressão especificada para o ensaio hidrostático.
7.10 Ensaio por partículas magnéticas
7.10.1 Todo equipamento construído em acordo com a parte UHT do Código ASME deve ser sujeito, após o tratamento térmico e ensaio hidrostático, à inspeção por partículas magnéticas fluorescentes a ser efetuada em todas as soldas do costado e calotas na parte interna e externa do equipamento.
7.10.2 Todos os defeitos encontrados devem ser reparados. Somente após o reparo de todos os defeitos, o tanque deve ser novamente tratado termicamente caso seja anteriormente requerido, e novamente inspecionado.
7.11 Grupo 6J ácido fluorídrico 100%
Conforme NBR 15209.
7.12 Ensaio de produção (testemunha de solda – corpo de prova)
Todo equipamento construído de acordo com a parte UHT do Código ASME deve ser sujeito à verificação dos requisitos de soldagem através de ensaio de produção, devendo o OIA-PP (OIC) assegura-se de que a solda a ser ensaiada é similar à empregada na construção do equipamento, providenciando assim identificação prévia na testemunha de solda.
7.13 Placa de identificação do fabricante
O OIA-PP (OIC) deve verificar se a placa de identificação do fabricante e sua fixação ao tanque atendem ao item 5.15 deste RTQ.
7.14 Inspeção final
É a intervenção final do OIA-PP (OIC) e consiste na liberação final do equipamento, a partir da verificação dos seguintes itens:
a) pintura externa;
b) presença dos suportes de fixação das placas de simbologia, quando aplicável;
c) colocação dos dispositivos operacionais no equipamento;
d) calibração das válvulas para alívio de pressão a serem instaladas no equipamento;
e) isolamento e revestimento externo, quando aplicável.
7.15 Análise do livro de registros (data book) do equipamento
O OIA-PP (OIC) deve analisar e rubricar todos os documentos que compõe o livro de registros.
8. RESULTADO DA INSPEÇÃO
8.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, bem como os parâmetros de aprovação ou de reprovação.
8.2 No relatório de inspeção, devem constar ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) exame visual interno;
c) ensaio hidrostático: pressão aplicada, tempo duração do ensaio, e observações;
d) ensaio de estanqueidade: pressão lida no medidor de pressão de referência, pressão lida no medidor de pressão do equipamento, observações.
8.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção, devendo constar a espessura mínima encontrada e a sua localização, conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber 01 (uma) cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade deve ser entregue ao proprietário do equipamento, após a aprovação da inspeção.
8.3.1 O CIPP não deve ser plastificado.
8.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar na reparação dos itens irregulares.
8.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
8.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
8.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
8.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
8.5.4 Em qualquer dos casos referidos nos itens 8.5.1, 8.5.2 e 8.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
8.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
8.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
8.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
9. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Lista de Produtos
Anexo C – Propriedades dos Produtos
Anexo D – Dimensionamento do Sistema de Alívio e Segurança
Anexo E – Relatório de Inspeção e Suplemento de Relatório (modelos)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ
6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro (150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena
(3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro
(100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena
ou bola – 150g – mínimo)
*1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm)
*1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor
de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas (até
12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor
de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto atuador hidráulico / manômetro (200.000N – mínimo)*2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo
*2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro
*2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta *4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo
(vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI
*1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara
panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – LISTA DE PRODUTOS
a) Os equipamentos para transporte de gases comprimidos liqüefeitos devem ser dimensionados conforme a seguinte tabela:
|
Nome
do gás |
Densidade de enchimento
máxima permitida |
Pressão mínima de projeto |
|
|
% por peso (veja nota 1) |
% por volume (ver parágrafo f desta seção) |
kPa |
|
|
Acetaldeído
– veja notas 16, 17 |
– |
– |
1000 |
|
Ácido Fluorídrico 100% veja nota
18 |
– |
– |
– |
|
Amônia anidra ou solução com mais do que 50% de amônia veja notas 10, 11, 16, 17 |
56 |
82 veja
nota 5 |
1825 |
|
Bromo trifluorometano R 13 B1 ou H 1301 veja notas 9, 16, 17 |
133 |
veja nota 7 |
2510 |
|
Butadieno
inibido |
veja
parág. B) |
veja
parág. B) |
700 |
|
Butenos
e isso-butenos |
veja
parág. B) |
veja
parág. B) |
700 |
|
Dióxido
de carbono líquido refrigerado |
veja parág. C) |
95 |
1380 veja
nota 3 |
|
Cloreto
de metila |
84 |
88,5 |
1000 |
|
Cloreto
de vinila veja notas 8, 16, 17 |
84 veja
nota 12 |
veja
nota 7 |
1000 |
|
Cloro difluoroetano – R142b 1-Cloro1, 1-difluoroetano veja notas 9, 16, 17 |
100 |
veja
nota 7 |
700 |
|
Clorodifluorometano (R22) veja notas 9, 16, 17 |
105 |
veja
nota 7 |
1720 |
|
Cloropentafluoroetano R115 –
veja notas 9, 16, 17 |
veja
parág. C) |
veja
nota 7 |
veja
parág. C) |
|
Clorotrifluorometano R13 – veja notas 9, 16, 17 |
veja
parág. C) |
veja
nota 7 |
veja
parág. C) |
|
Diclorodifluoroetano R12 – veja
notas 9, 16, 17 |
119 |
veja
nota 7 |
1000 |
|
Difluorometano (R152a) Veja notas 9, 16,17 |
79 |
veja
nota 7 |
1000 |
|
Éter
dimetílico – veja notas 16, 17 |
59 |
veja
nota 7 |
1380 |
|
Dimetilamina anidra –
veja notas 2, 4, 16, 17 |
59 |
veja
nota 7 |
1000 |
|
Dióxido
de enxofre (tanques Capacidade < 4.500 litros ) |
125 |
87,5 |
1000 veja
nota 14 |
|
Dióxido de enxofre (tanques Capacidade >4.500 litros) |
125 |
87,5 |
860 veja
nota 14 |
|
Gás < iquefeito de petróleo, Propano, Butano Veja nota
13 |
veja parág. B) |
veja parág. B) |
1724 1724 700 |
|
Gases
comprimidos < iquefeitos classificados na divisão 2.1,
2.2, e 2.3 da ONU não
especificamente chamados nesta tabela |
veja parág. C) |
veja nota 7 |
veja parág. C) |
|
Hexafluoropropileno – veja notas
16, 17 |
110 |
veja
nota 7 |
1720 |
|
Metil acetileno-propadieno
Estabilizado – veja nota 12 |
53 |
90 |
1380 |
|
Metilamina anidra – veja notas
16, 17 |
60 |
veja
nota 7 |
1000 |
|
Monoetilamina Anidra Veja
notas 2, 4, 16, 17 |
veja
parág.c) |
veja
nota 7 |
1000 |
|
Metil
mercaptana |
80 |
90 |
700 |
|
Propeno |
veja
parág. C) |
— |
1825 |
|
Óxido nitroso |
veja
parág. C) |
95 |
1380 veja
nota 3 |
|
Trimetilamina anidra Veja notas 2, 4, 16, 17 |
57 |
veja
nota 7 |
1000 |
|
<
iqu metil vinílico |
68 |
veja
notas 7 e 12 |
700 |
Nota 1 – A máxima densidade de enchimento para gases liquefeitos é definida pelo presente como sendo a razão porcentual do peso do gás dentro do tanque pelo peso de água que o tanque possa conter. Para a determinação da capacidade de água do equipamento em quilos, o peso do litro de água à 15 ºC e à pressão atmosférica, deverá ser de 1,0 kgf.
Nota 2 – Não deve ser usado em contato com o produto os metais alumínio, zinco, cobre, manganês e suas ligas.
Nota 3 – Se equipamentos rodoviários para dióxido de carbono líquido refrigerado e óxido nitroso refrigerado líquido são projetados de acordo com os requerimentos do Código ASME para operação em baixa temperatura, a pressão de projeto pode ser reduzida a 700 kPa (100 psig) ou a pressão controlada, sendo adotada a que for maior.
Nota 4 – Não deve ser utilizado em contato com o produto o mercúrio.
Nota 5 – Tanques não revestidos para amônia anidra podem ser carregados a 87,5% do volume dos equipamentos, desde que a temperatura da amônia sendo carregada não seja menor que 1°C (30 oF), ou que seja garantido que o enchimento seja interrompido à primeira indicação de formação de crosta de gelo na superfície externa do equipamento, e não reiniciado até que a crosta de gelo tenha desaparecido.
Nota 6 – Equipamentos podem ser usados para o transporte de amônia anidra se:
1) Tenha uma pressão mínima de projeto não menor que 1724 kPa (250 psig);
2) Foi construído de acordo com Código ASME, anterior a 01/01/1981;
3) É pintado de branco ou alumínio;
4) Cumpre a Nota 10;
5) Foi usado para o transporte de amônia antes de 01/01/1981;
6) Atende todos os requisitos deste sub capítulo.
Nota 7 – Equipamentos devem ser carregados por peso.
Nota 8 – Não deve ser utilizados a prata, ferro fundido e ferro dúctil em contato com o produto.
Nota 9 – Estes gases devem ser transportados em tanques autorizados, marcados com as fases “Gás Dispersante” ou “Gás Refrigerante”.
Nota 10 – Alumínio, cobre, prata, zinco ou suas ligas não podem ser utilizadas como materiais de construção onde houver contato direto com o produto transportado.
Nota 11 – Equipamentos construídos de materiais outro do que os aços temperados e revenidos (parte UHT do Código ASME) são autorizados para o transporte de todos os graus de amônia anidra. Equipamentos construídos em aços temperados e revenidos são autorizados para o transporte de amônia anidra, desde que tenha 0,2% em peso de água contida. Qualquer tanque sendo preparado para o serviço com amônia anidra ou um tanque que tenha estado em outro serviço ou tenha sido aberto para inspeção, teste ou reparo, deve ser limpo e totalmente descontaminado, a ser purgado de ar antes do carregamento.
Nota 12 – Todas as partes de válvulas e dispositivos operacionais e de segurança em contato com o produto transportado deve ser de aço ou outro material, adequadamente tratado se necessário, de modo a não permitir a formação de derivados de acetileno.
Nota 13 – Equipamentos construídos de materiais outros do que aços temperados e revenidos (parte UHT do Código ASME) são autorizados para todos os graus de GLP. Somente graus de GLP determinados para serem não corrosivos são autorizados em tanques construídos em aços temperados e revenidos. A corrosividade de um gás não corrosivo, não deve exceder as limitações para a classificação 1 do “ASTM Copper Strip Classifications” quando testados em acordo com ASTM D1838-64, “Copper Strip Corposion by liquifeed petroleum (LP) Gases”.
Nota 14 – O material do equipamento deve ser aço carbono ou aço liga. O equipamento deve ser construído com uma sobrespessura para corrosão de 20% da espessura da parede do casco ou 2,5mm, sendo adotado a de menor valor.
Nota 15 – Equipamentos devem ser equipados com controle de descarga de emergência.
Nota 16 – Nas Inspeções é obrigatório a realização de ensaio com LP ou PM em uma amostra de 20% dos cordões de solda na parte interna do tanque.
Nota 17 – O tanque não deve possuir medidor de nível com descarga para a atmosfera.
b) Densidade máxima de enchimento permitido para tanques para transporte de butadieno inibido e GLP são as seguintes:
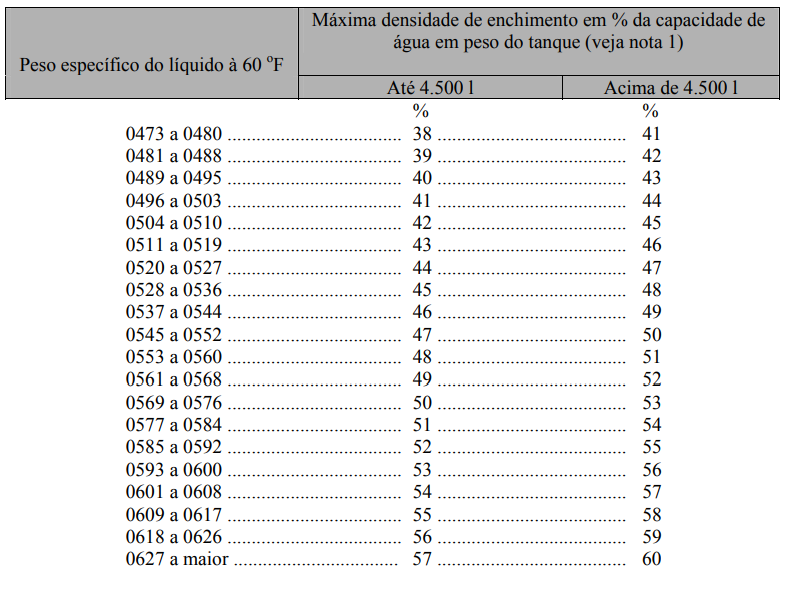
Nota: enchimento por volume é permitido desde que a mesma densidade de enchimento seja usada como permitido em peso exceto que, quando é utilizado um tubo de nível fixo (fixed length dip tube) ou outro nível de líquido máximo de enchimento, a máxima densidade de enchimento permitida não deverá exceder a 97% da máxima densidade de enchimento permitida pelo carregamento por peso descrito na tabela da alínea a.
c) Exceto como anteriormente especificado, o carregamento de um gás liquefeito em um tanque rodoviário deve ser determinado por peso ou por um adequado sistema de medição de nível. A pressão de vapor à 46oC (115oF) não deve exceder a pressão de projeto do tanque. Os Gases < iquefeitos devem ser carregados de modo que no mínimo 1% de sua capacidade total, ou de cada compartimento deste, seja reservada para a fase vapor, quando carregado de produto à temperatura de 46oC (115oF) para tanques não isolados e 41o.C (105oF) para tanques isolados termicamente, exceto que este requerimento não se aplica para Tanques contendo dióxido de carbono, líquido refrigerado ou óxido nitroso líquido refrigerado. Nestes tanques são requeridos para serem equipados com válvulas adequadas de controle de pressão e não pode ser carregado a um nível excedendo a 95% da capacidade volumétrica do tanque.
d) Se o carregamento do tanque com gás liquefeito está para ser determinado por peso, o peso bruto deverá ser checado após a linha de enchimento ser desconectada. Em cada instante o peso bruto deverá ser calculado pela capacidade do tanque e a tara deverá ser marcada sobre a placa de identificação dos tanque e a máxima densidade de enchimento permitida para o produto sendo carregado dentro do tanque como especificado na tabela do parágrafo a) desta seção.
e) Se o carregamento do tanque com gases liquefeitos é para ser determinado por um dispositivo de nível de líquido ajustável, cada tanque e cada compartimento dele deverá ter um termômetro, de modo que a temperatura líquida interna possa ser facilmente determinada, e a quantidade de líquido possa ser corrigido para a base a 15ºC (60oF). O nível de líquido não deve exceder ao nível correspondente à densidade de enchimento máximo permitido para o material sendo carregado dentro do tanque como estabelecido na tabela do parágrafo a) 1.
f) Quando o carregamento de tanques com gases liquefeitos é determinado apenas pelo tubo fixo de nível (fixed dip tube) ou outro dispositivo indicador fixo de nível máximo adequado, o dispositivo deverá ser arranjado para funcionar à um nível que não exceda ao nível máximo de volume permitido prescrito pela tabela do parágrafo a) desta seção. Carregamento deverá ser interrompido quando o dispositivo acusar que o enchimento do produto alcançou o nível máximo.
g) Cada tanque, exceto tanques carregados por peso, devem ser equipados com um ou mais dos dispositivos medidores descritos na tabela abaixo o qual indica corretamente o nível de líquido máximo permitido. Dispositivos indicadores adicionais podem ser instalados, mas não podem ser usados como controles primários para o carregamento do tanque. Visores de vidro não são permitidos em qualquer tanque rodoviário. Dispositivos medidores primários usados em tanques de menos do que 13.250 litros de água de capacidade são isentos para os requerimentos de locação longitudinal especificado no sub parágrafo
g) 2. O comprimento do tanque não pode exceder a 3 vezes o diâmetro do tanque, e o tanque é descarregado em até 24 horas após cada enchimento do tanque.
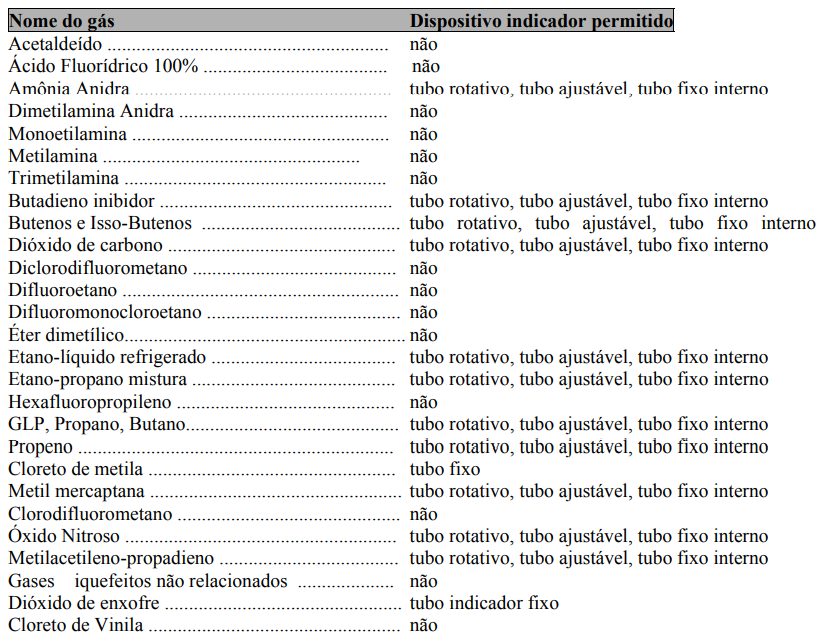
1) A pressão de projeto do dispositivo indicador de nível de líquido deve ser ao menos igual à pressão de projeto de equipamento.
2) Um dispositivo de tubo indicador consiste de um tubo com uma válvula em sua extremidade externa com seu orifício de passagem não maior que 1,5mm (0,060pol) no diâmetro. Se um tubo fixo é utilizado, o orifício de passagem deve ser localizado na linha central do tanque, tanto longitudinalmente quanto lateralmente e ao nível máximo de enchimento permitido. Em equipamentos para GLP o orifício de passagem deve ser localizado no nível alcançado pelo produto carregado quando o equipamento é carregado para uma densidade de enchimento máximo a 4 oC (40 oF) .
3) Exceto sobre equipamento s usados exclusivamente para o transporte de dióxido de carbono líquido refrigerado ou óxido nitroso líquido refrigerado, cada abertura para indicador de pressão deve ser restringido nele ou dentro do tanque por um orifício não maior que 1,5mm (0,060 polegadas) de diâmetro. Para dióxido de carbono refrigerado líquido ou óxido nitroso refrigerado líquido, o indicador de pressão precisa somente ser usado durante a operação de enchimento.
Nota 18: o tanque deve ser construído de acordo com a norma NBR 15209 Tanques para o transporte rodoviário de ácido fluorídrico a 100%.
ANEXO C – PROPRIEDADES DOS PRODUTOS
|
Produto |
P. V. a 60o C (kPa) |
Massa Específica (M.E.) |
Inflamabilidade
do ar (vol%) |
P.E. – 1 atm (oC) |
||||
|
Vapor
(1 atm) |
Líquido |
Inferior |
Superior |
|||||
|
M.E. |
Temp. oC |
M.E. |
Temp. oC |
|||||
|
Amônia |
2606 |
0,5970 |
0 |
0,6819 |
-2,2
a 4 |
16 |
25 |
-33,3 |
|
Anidro
Carbônico |
94 a 10oC |
1031,7 |
-18 |
51,3 |
-18 |
xx |
xx |
xx |
|
Butadieno |
856,7 |
1,9153 |
15,6 |
0,619 |
25 |
2,0 |
11,5 |
-4,4 |
|
Butenos |
416 |
1,954 |
|
0,600 |
|
1,6 |
9,7 |
-3,6 |
|
Iso-Buteno |
1,997 |
3,7 |
||||||
|
Iso-Buteno |
xx |
xx |
xx |
0,5631 |
15,6 |
xx |
xx |
-11,8 |
|
Cloreto
de Vinila |
990 |
2,15 |
15 |
0,9121 |
20 |
4 |
22 |
-13,9 |
|
Dimetilamina
Anidra |
586 |
1,55 |
|
0,649 |
30 |
2,8 |
18,4 |
7 |
|
Gás
Liqüefeito Petróleo |
1419 a |
|
|
|
|
|
|
|
|
Propano |
47oC |
1,5503 |
15,6 |
0,5077 |
15,6 |
2,1 |
9,5 |
-42 |
|
Butano |
349 a 47oC |
2,0757 |
15,6 |
0,5844 |
15,6 |
1,6 |
8,4 |
-35 |
|
Monoetilamina
Anidra |
414 |
1,56 |
20 |
0,685 |
20 |
3,5 |
14 |
-18 |
|
Metilamina
Anidra |
1000 |
1,07 |
20 |
0,660 |
20 |
4,95 |
20,75 |
-18 |
|
Propeno |
2533 |
1,4765 |
15,6 |
0,522 |
15,6 |
2 |
10 |
-48 |
|
Trimetilamina
Anidra |
600 |
2,05 |
20 |
0,632 |
20 |
2 |
11,6 |
2,87 |
|
Acetaldeído |
386 |
1,52 |
20 |
0,778 |
20 |
4 |
57 |
20,8 |
|
Produto |
No ONU |
Risco |
Características |
|
Amônia |
1005 |
268 |
É produto gasoso à temperatura ambiente e transportado em fase
líquida. Apresenta reação corrosiva a certos materiais e formação de produtos
explosivos com outros. |
|
Anidrico Carbônico |
2187 |
22 |
É produto gasoso à temperatura ambiente, podendo ser armazenado e
transportado liqüefeito sob pressão, entre – 56,6o
C (ponto triplo) e 31o C (ponto crítico). É inerte, incolor, não
corrosivo e não tóxico, mas age como asfixiante simples, sendo o tóxico, mas
age como asfixiante simples, sendo o limite de tolerância de 500 ppm. |
|
Butadieno |
1010 |
239 |
É produto gasoso à temperatura ambiente e transportado em fase
líquida. Polimeriza e produz peróxidos. É medianamente narcótico e o seu
limite de tolerância é de 100 ppm (ACGIH-1984) odor
forte. O efeito de corrosão é decorrente de contaminantes. |
|
Butenos |
1012 |
23 |
Butenos são misturas em
várias proporções de hidrocarbonetos não saturados, com quatro átomos de
carbono. Deve-se controlar a presença de produtos afins para evitar corrosão
de cobre e suas ligas. |
|
Cloreto de Vinila |
1086 |
239 |
É produto gasoso à temperatura ambiente e transportado em fase
líquida. Os efeitos de corrosão são produzidos na presença de unidade. É
explosivo e rapidamente inflamável. Fogos com cloreto de vinila só devem ser combatidos quando
houver possibilidade de controle de vazamento. |
|
Dimetilamina Anidra |
1032 |
236 |
A dimetilamina se apresenta como gás ou
líquido incolor com odor fortemente amoniacal, com reação alcalina. Muito
solúvel na água. Forma compostos explosivos com o mercúrio. |
|
Gás Liqüefeito de petróleo Propano Butano |
1075 1978 1011 |
23 |
GLP são misturas em várias proporções de Propano e Butano,
transportadas em fase líquida, controlando-se a presença de produtos afins,
para evitar a corrosão do cobre e suas ligas. |
|
Monoetilamina Anidra |
1036 |
236 |
A MEA se apresenta como gás ou líquido incolor de odor fortemente
amoniacal, de reação alcalina, muito solúvel na água. Forma composto
explosivo com mercúrio. O limite de tolerância é de 10 ppm.
|
|
Metilamina Anidra |
1061 |
23 |
A metilamina se apresenta como gás ou
líquido incolor com odor, fortemente amoniacal com reação muito solúvel na
água. Forma composto explosivo com mercúrio. O limite de tolerância é de 10 ppm. |
|
Propeno |
1077 |
236 |
É produto gasoso à temperatura ambiente e transportado em fase
líquida. As misturas de ar propeno em locais
confinados podem explodir com violência e a combustão aberta é de difícil
controle. Não é corrosivo e não forma compostos metálicos explosivos. |
|
Trimetilamina Anidra |
1083 |
33 |
Trimetilamina se
apresenta como gás ou líquido incolor com odor fortemente amoniacal, com
reação alcalina, muito solúvel na água. Forma composto explosivo com
mercúrio. Limite de tolerância é de 10 ppm. |
|
Acetaldeído |
1089 |
Gás líquido incolor com odor intenso de frutas, muito solúvel na água.
Polimeriza facilmente dando produtos sólidos. Apresenta ação de solvente
sobre borracha e mangueiras de borracha. Oxida rapidamente em presença do ar,
transformando-se em ácido acético de ação corrosiva. O seu limite de
tolerância é de 100 ppm. |
ANEXO D – DIMENSIONAMENTO DO SISTEMA DE ALÍVIO E SEGURANÇA
1. Este anexo apresenta os requisitos mínimos para um sistema de alívio de pressão, doravante chamado de dispositivo para equipamentos rodoviários.
2. Definições
2.1. Cilindros portáteis: Qualquer contenedor desenhado primariamente para ser temporariamente fixado a um veículo motor, outro veículo, e equipados com estruturas (skids), montados com acessórios para facilitar o carregamento por meios mecânicos, o qual está adequado para transportar gases liquefeitos.
2.2. Dispositivo de alívio de pressão: É um dispositivo desenhado para abrir a um especificado valor de pressão. Pode ser uma válvula de segurança, disco de ruptura, ou uma combinação de ambos.
2.3. Válvula de segurança: É um dispositivo de alívio de pressão caracterizado por uma rápida abertura “pop- action”, ou pela abertura geralmente proporcional ao aumento da pressão sobre a pressão de regulagem abertura.
2.4. Pressão de regulagem: É a pressão marcada na válvula e à qual é a pressão de início de descarga da válvula.
2.5. Pressão de início de descarga da válvula: é a pressão medida no bocal de entrada da válvula de segurança, à qual provoque uma abertura de vazão mensurável, ou uma vazão de modo contínuo, detectada pela audição, visão, tato, ou por outro método aplicável.
2.6. Pressão de fechamento: É a pressão medida no bocal de entrada da válvula de segurança, na qual não seja detectado nenhum vazamento após o fechamento da válvula. O método de detecção pode ser um selo de água específico sobre a saída ou outros meios apropriados para sua aplicação
2.7. Capacidade de vazão: É a capacidade de vazão de um dispositivo de alívio de pressão determinado à pressão de vazão efetiva, expressa em pés cúbicos por minuto de ar livre em condições normais de pressão e temperatura.
2.8. Pressão de vazão nominal: É a pressão estática medida no bocal de entrada da válvula de segurança, à qual a capacidade de alívio do dispositivo é necessária para atender sua finalidade.
2.9. Ar livre ou gás livre: É o ar ou gás sob as condições normais de pressão e temperatura, ou seja, a uma pressão de 14,7 psi (1,0 atm) e à temperatura de 60 ºF (15,6 ºC).
2.10. Dispositivo não-rearmável: É um dispositivo de alívio projetado para permanecer aberto após sua operação. Um meio de rearme manual é permitido.
2.11. Dispositivo de disco de ruptura: É um dispositivo não-rearmável, atuado pela pressão estática interna, e projetado para funcionar pelo rompimento da superfície selante ou disco.
2.12. Dispositivo de pino de quebra: É um dispositivo não rearmável, atuado pela pressão estática interna, e projetado para funcionar pelo rompimento de uma seção calibrada de um pino, o qual suporta uma pressão contida num compartimento. Deve ser apenas utilizado em série com uma válvula de segurança.
2.13. Plugue fusível: É um dispositivo não rearmável, dimensionado para atuar pelo amolecimento ou fusão do plugue.
2.14. A combinação dos dispositivos de alívio de pressão deve ser um dos seguintes:
- um pino de quebra em combinação com uma válvula de segurança;
- um disco de ruptura em combinação com uma válvula de segurança.
2.15. ASME: Para fins deste anexo, é definido pelos parágrafos: U-68, U-69, U-200 ou U-201 da seção VIII do ASME.
2.16. Para fins desta especificação, o termo pressão de projeto deve ser considerado idêntico à Pressão Máxima de Trabalho Admissível definida pelo ASME, medida no topo do tanque, em sua posição de operação.
3. Tipos de dispositivos de alívio de pressão
3.1. Os tipos de dispositivos de alívio de vazão abrangido por esta norma são os seguintes:
- Válvula de alívio de pressão.
- Plugue fusível utilizando uma liga fusível com temperatura de fusão de 73,9 ºC nominal, ou seja, não maior que 76,7 ºC (170 ºF) e não menor que 69,4 ºC (157 ºF).
- Disco de ruptura.
- Disco de ruptura em combinação com a válvula de segurança.
- Pino de quebra em combinação com a válvula de segurança.
4. Requerimentos aplicáveis para os dispositivos de alívio de pressão
4.1. Geral
4.1.1. Cada tanque deve ser provido de um ou mais dispositivos de alívio de pressão o qual a menos que especificado em contrário, deverá ser válvulas de segurança do tipo mola. Cada válvula de segurança deve atender os requerimentos aplicáveis para o projeto, materiais, instalação marcações da tolerância da pressão de regulagem e certificação da capacidade da atual edição da norma ASME Seção VIII Divisão I, UG 125 até UG 136.
4.1.2. Válvulas de segurança deverão ter uma marcação da pressão de abertura à pressão de projeto definida do tanque exceto as seguintes:
4.1.2.1. Se um tanque super dimensionado for utilizado, a pressão de regulagem da válvula de segurança deve estar entre a pressão mínima requerida pelo produto a ser carregado e a PMTA.
4.1.2.2. Para um tanque de dióxido de enxofre, a pressão de regulagem marcada de 827,4 e 758,4 kPa (120 e 110 psig) é permitida para tanques com pressão de projeto de 1034 kPa e 861,8 kPa (150 e 125 psi).
4.1.2.3. Para butadieno inibido e GLP, a pressão mínima marcada de 90% da pressão mínima especificada pode ser usada.
4.1.3. O projeto, material e localização do dispositivo de alívio deverão contemplar as condições necessárias para seu perfeito funcionamento.
4.1.4. Dispositivos de alívio de pressão deverão ter comunicação direta com o espaço de vapor do tanque.
4.1.5. Qualquer parte da tubulação de líquido, vapor, ou mangueiras, as quais em algum tempo possam ser fechadas em suas extremidades, devem ser providos de meios para alívio de pressão para garantir sua operação a uma pressão segura, em qualquer condição.
4.1.6. Quando tanques são carregados por equipamento de bombeamento, o qual tenha uma capacidade de descarga maior que a capacidade do dispositivo de alívio de pressão, e é capaz de produzir pressões maiores que a admitida no tanque, precauções devem ser tomadas para prevenir que o aumento de pressão não exceda a 120% da pressão de projeto do tanque. Isto pode ser feito pela adoção de um sistema de by-pass na descarga da bomba, ou por algum outro método aceitável.
4.2. Tubulação do sistema de alívio de pressão
4.2.1. Quando conexões e tubos são usados sobre a entrada e a saída de vapor, ou em ambos, de um sistema de alívio de pressão ou sistemas, a passagem deverá ser projetada de modo que a capacidade do sistema de alívio de pressão não seja reduzida abaixo da capacidade requerida para o tanque sobre o qual o conjunto do sistema de alívio de pressão é instalado.
4.2.2. Sistemas de alívio de pressão devem ser arranjados para descarga para a atmosfera de tal maneira que previna qualquer impedimento do escape do gás do tanque. Sistemas de alívio de pressão deverão ser arranjados para descarga para cima, exceto para dióxido de carbono (CO2) e óxido nitroso.
4.2.3. Nenhuma válvula de fechamento deverá ser instalada entre o sistema de alívio de pressão e o tanque, exceto que em casos onde dois ou mais sistemas de alívio de pressão são instalados no mesmo tanque, uma válvula de fechamento pode ser usada desde que o arranjo da válvula de fechamento ou válvulas supra a vazão total requerida através de pelo menos um dos sistemas de alívio de pressão.
5. Requerimento para projeto e construção para o sistema de alívio de pressão
5.1. O material, projeto e construção do sistema de alívio de pressão deve ser tal que não haja nenhuma troca de calor significante durante o funcionamento do sistema e nenhuma corrosão ou deterioração dos materiais durante o período entre revisões ou inspeções e nas condições de serviço. As propriedades químicas e físicas dos materiais devem ser uniformes e adequadas aos requerimentos de fabricação necessários para suas partes. Partes e componentes deverão ser adequadamente limpos para o serviço ao qual se destina.
5.2. Válvulas de alívio de pressão deverão atender aos requerimentos para projeto, materiais, instalação, tolerância, pressão de abertura, marcação e certificação da capacidade de fluxo conforme norma ASME Seção VIII Divisão I, UG-125 até UG-136 (ref. 12).
5.3. Sistemas de alívio de pressão deverão ter capacidade de vazão como calculadas pelas fórmulas aplicáveis em 5.3.2 ou 5.3.3. Estas fórmulas são baseadas no princípio de aliviar o vapor no tanque gerado a 120% do valor da pressão de projeto requerida para o tanque.
5.3.1. A capacidade de vazão dos sistemas de alívio de pressão de cada projeto e suas modificações deverão ser determinadas como requerido pela norma (itens 5.2 e 6).
5.3.2. Para gases comprimidos liquefeitos em tanques não isolados e em tanques isolados não atendendo aos requerimentos de 5.3.4, a capacidade de vazão mínima requerida do sistema de alívio de pressão deverá ser calculada usando a fórmula:
Qa = 0,0084 x Gu x A0,82
Onde:
Qa = Capacidade de vazão em metros cúbicos por hora de ar livre nas condições normais.
Gu = Fator do gás para tanques não isolados obtidos da tabela 1 para o gás envolvido.
A = Área superficial externa do tanque em metros quadrados.
Para gases comprimidos liquefeitos em tanques isolados onde todos os materiais contidos em uma parte representativa do sistema de isolamento permanecem íntegros quando sujeitos a uma temperatura de 649 oC (1200 oF), o valor U deve ser como definido abaixo e a mínima capacidade de vazão requerida do sistema de alívio de pressão deverá ser calculada usando a fórmula:
Qa = 0,410 . Gi . U . A0,82
Onde:
Qa= Capacidade de vazão em metros cúbicos por hora de ar livre nas condições normais.
*A = Superfície externa total do tanque em metros quadrados
Gi = Fator de gás para tanques isolados, obtido da tabela 1 para o gás envolvido.
**U = Condutância térmica total do material do isolamento do tanque, em kcal/m3.h.ºC, quando saturada com o gás do produto contido pelo tanque ou ar a pressão atmosférica, sendo adotado o que causar a maior condutância. O valor de U é determinado a 37,7 ºC (100 oF), exceto quando 5.3.4.2. e 5.3.4.3. são aplicáveis. (total condutância térmica = condutividade térmica em kcal/m3.h.ºC dividida pela espessura do isolamento em centímetros).
Notas:
*Quando a área superficial não é estampada na placa de produto ou quando a marcação não é visível, a área pode ser calculada pela utilização de uma das seguintes fórmulas:
1 – Tanque cilíndrico com calotas torisféricas:
Área = (comprimento total) x (diâmetro externo) x π
2 – Tanque cilíndrico com calotas semi-elípticas:
Área = (comprimento total + 0,3 do diâmetro externo) x (diâmetro externo) x π
3 – Tanque esférico:
Área = (diâmetro externo)² x π
** Condutância térmica total = condutividade térmica em kcal/m3.h.ºC dividida pela espessura do isolamento em centímetros.
5.3.3 Para gases comprimidos liquefeitos em tanques isolados, onde o material de uma parte representativa do sistema de isolamento deteriora a 649 oC (1200 oF), um dos seguintes procedimentos devem ser usados para determinar a vazão mínima requerida pelo sistema de alívio de pressão.
5.3.3.1 Usar a fórmula descrita em 5.3.2 para tanques não isolados.
5.3.3.2 Determinar a condutância térmica total (U) para uma representativa parte (amostra) do sistema de isolamento à 649 oC (1200 oF). Este valor de U deve então ser usado na fórmula descrita em 5.3.3 para determinar a capacidade mínima de vazão do sistema de alívio de pressão. O valor U deverá ser determinado com o isolamento saturado com o gás transportado ou ar nas condições atmosféricas de pressão, sendo adotada a condição de maior condutância térmica.
5.3.3.3 Se o sistema de isolamento é equipado com jaqueta que permaneça em seu lugar durante a condição de fogo, a condutância térmica U deverá ser determinada com nenhum isolamento e a temperatura externa de teste de 649 oC (1200 oF). O valor de U deverá ser determinado com o gás transportado ou ar a pressão atmosférica, no espaço entre o tanque e a jaqueta, sendo adotado a condição de maior condutância térmica. Este valor de U deverá então ser usado na fórmula descrita em 5.3.4 para determinar a capacidade mínima do sistema de alívio de pressão.
5.3.4 Os valores de Gi (para tanques isolados) e Gu (para tanques não isolados), são dados na tabela 1, para seu uso nas fórmulas Qa= 0,410.Gi.U.A0,82 e Qa= 0,084.Gu.A0,82. Estes valores para Gi e Gu podem ser usados na determinação da capacidade mínima de vazão requerida a pressão demonstrada na tabela 1, ou para pressões menores. Como alternativa, os valores de Gi e Gu podem ser calculados para a pressão avaliada de vazão aplicável.
5.4. Válvulas de segurança
5.4.1. Válvulas de segurança devem ser do tipo mola carregada. A conexão de entrada não deve ser menor do que 19 mm (3/4pol) de diâmetro nominal, com dimensões físicas para a espessura de parede não menor que um tubo padrão Sch 80”.
5.4.2. Válvulas de segurança devem ser projetadas de modo que a possibilidade de adulteração seja minimizada. Se a regulagem da pressão de abertura ou ajuste é externa, a válvula de segurança deverá ser provida com meios suficientes para a proteção do ajuste.
5.4.3. Se o projeto de uma válvula de segurança é tal que um líquido possa ser contido no lado da descarga, a válvula deverá ser equipada com um dreno no mais baixo ponto de onde o líquido possa ser contido. Qualquer descarga pelo dreno deverá ser direcionada de modo a prevenir qualquer possibilidade de dano ao tanque.
5.4.4.Sedes ou discos de ferro fundido não devem ser utilizados.
5.5. Dispositivos de disco de ruptura
5.5.1. Quando permitido na seção 4, um dispositivo de disco de ruptura poderá ser utilizado como um único sistema de alívio de pressão de um tanque, como dispositivo suplementar ou em na combinação com outros dispositivos. Dispositivos de discos de ruptura deverão atender aos requisitos da Seção VIII – Divisão 1 do ASME.
Nota: é recomendado que o usuário inspecione o estado e as características do disco de ruptura para as condições de operação esperadas, de modo a prevenir falhas do disco de ruptura pela fadiga ou dano (consultar o fabricante do disco de ruptura).
5.6. Discos de ruptura em combinação com a válvula de segurança
Quando permitido na seção 4, um disco de ruptura pode ser instalado entre uma válvula de segurança do tipo mola carregada e o tanque, desde que a combinação dos dispositivos atenda os requerimentos da Seção VIII – Divisão 1 do ASME, incluindo UG-127(a) (3) (b).
5.6.1. O espaço entre o disco de ruptura e a válvula de segurança deve ser provido com um dispositivo “dedo duro”, medidor de pressão indicador, válvula agulha, ou outro dispositivo para monitorar ou prevenir o acúmulo de pressão entre a válvula e o disco. O dispositivo deve ser aberto para a atmosfera durante o transporte, exceto quando proibido por esta norma.
Nota: usuários serão alertados que um disco de ruptura não romperá a sua pressão estipulada se a pressão elevar-se no espaço entre o disco e a válvula de segurança, a qual poderá ocorrer devido a um vazamento ocorrido no disco de ruptura pela corrosão ou por outras causas.
5.7. Dispositivos de pino de quebra
5.7.1. Pino de quebra em combinação com a válvula de segurança são permitidos. Quando permitido pela seção 4, um pino de quebra pode ser instalado entre uma válvula do tipo mola tensionada e o tanque, desde que, garantam que a sua combinação dos dispositivos atenda aos requerimentos da seção VIII – Divisão 1 do ASME, incluindo VG 127 (b).
5.7.2. O espaço entre o pino de quebra e a válvula de segurança deverá ser provido de um dispositivo indicador, válvula dedo duro, válvula agulha ou outro dispositivo aceitável para monitorar ou prevenir o acúmulo de pressão. O dispositivo deverá abrir para a atmosfera durante o transporte exceto quando proibido por esta norma.
5.7.3. Pinos de quebra não poderão ser usados como dispositivo único, mas apenas na combinação com uma válvula de segurança.
Nota: Os usuários deverão ser alertados que o pino de quebra não poderá romper-se na pressão estipulada pelo fabricante, se a pressão entre o pino e válvula elevar-se.
6. Testes dos sistemas de alívio de pressão
6.1. Testes de pressão das válvulas de segurança
6.1.1. Cada válvula de segurança deve ser sujeita ao teste com ar ou gás, para determinar o seguinte:
6.1.1.1. Que a pressão regulada para início de descarga está dentro da tolerância de pressão de abertura marcada sobre a válvula seja como requerido pela norma aplicável (item 5.2.1).
6.1.1.2. Que após a pressão do teste do início de descarga, a pressão de fechamento de descarga seja não menor que 90% da pressão de início de descarga.
Nota: Na regulagem da válvula, cuidados devem ser tomados para que seja evidenciado o real início de descarga, e não o efeito devido a um defeito da válvula.
6.2. Testes de capacidade de vazão de válvula de segurança
6.2.1. A capacidade de vazão de cada projeto e suas modificações de uma válvula de segurança do tipo mola tensionada deverá ser determinada à vazão da pressão de regulagem como requerido pela norma aplicável (item 5.2).
6.2.2. Métodos de testes de vazão deverão ser como requeridos pela norma aplicável (item 5.2)
6.3. Material rejeitado pode ser retrabalhado provendo que o material seja submetido a testes adicionais requeridos para assegurar que sejam atendidos todos os requerimentos deste RTQ.
7. Identificação
7.1. Válvulas de segurança devem ser marcadas como requerido pela norma aplicável (item 5.2) e deve incluir:
- Fabricante ou nome comercial e o número de catálogo.
- Ano do fabricante.
- Capacidade de vazão em m3/min de ar livre (Nm3/min).
- Pressão de regulagem em MPa.
7.2. Para sistemas de alívio de pressão com exceção das válvulas de segurança do tipo mola tensionada e dispositivos de plug fusível, os requerimentos da seção VIII – divisão I do ASME deverão ser atendidos.
7.2.1. Os discos de ruptura deverão informar a pressão de ruptura à temperatura de 21,1 oC (70 oF), quando dimensionados a romper a uma temperatura diferente de 21,1 ºC (70 ºF).
8. Requerimentos de manutenção para sistemas de alívio de pressão
8.1. Cuidados devem ser exercidos para evitar danos ao sistema de alívio de pressão. Cuidados também deverão ser tomados para evitar a obstrução do bocal de descarga por pintura ou outro acúmulo de umidade nos bocais do sistema de alívio de pressão ou em outras partes as quais podem interferir com o funcionamento do sistema.
8.2. Trabalhos de reparos na válvula de alívio de pressão envolvendo usinagem, esmerilhamento, solda ou outras alterações ou modificações devem ser efetuadas somente pelo fabricante ou por pessoal especializado.
8.3. Trabalhos de reparo no disco de ruptura envolvendo usinagem, esmerilhamento, solda ou outras alterações ou modificações podem ser efetuadas somente pelo fabricante do disco ou por pessoal especializado.
8.4. Somente partes de reposição e conjuntos aprovados e apropriadamente identificados pelo fabricante do sistema de alívio de pressão deverão ser usados.
8.5. Rotina de checagem durante as operações de carga e descarga da unidade:
Sistemas de alívio de pressão deverão ser examinados externamente periodicamente quanto à corrosão, danos, obstrução do bocal externo do sistema de alívio, defeitos mecânicos ou vazamentos. Válvulas equipadas com selos elásticos secundários deverão ter os selos inspecionados periodicamente. Se houver alguma dúvida com respeito do estado do sistema de alívio de pressão para o serviço, o tanque não deve ser carregado até que seja reequipado com um adequado sistema de alívio de pressão.
Tabela 1 – Valores de Gi e Gu para a pressão mínima de projeto de tanques e pressões de regulagem normalmente utilizadas
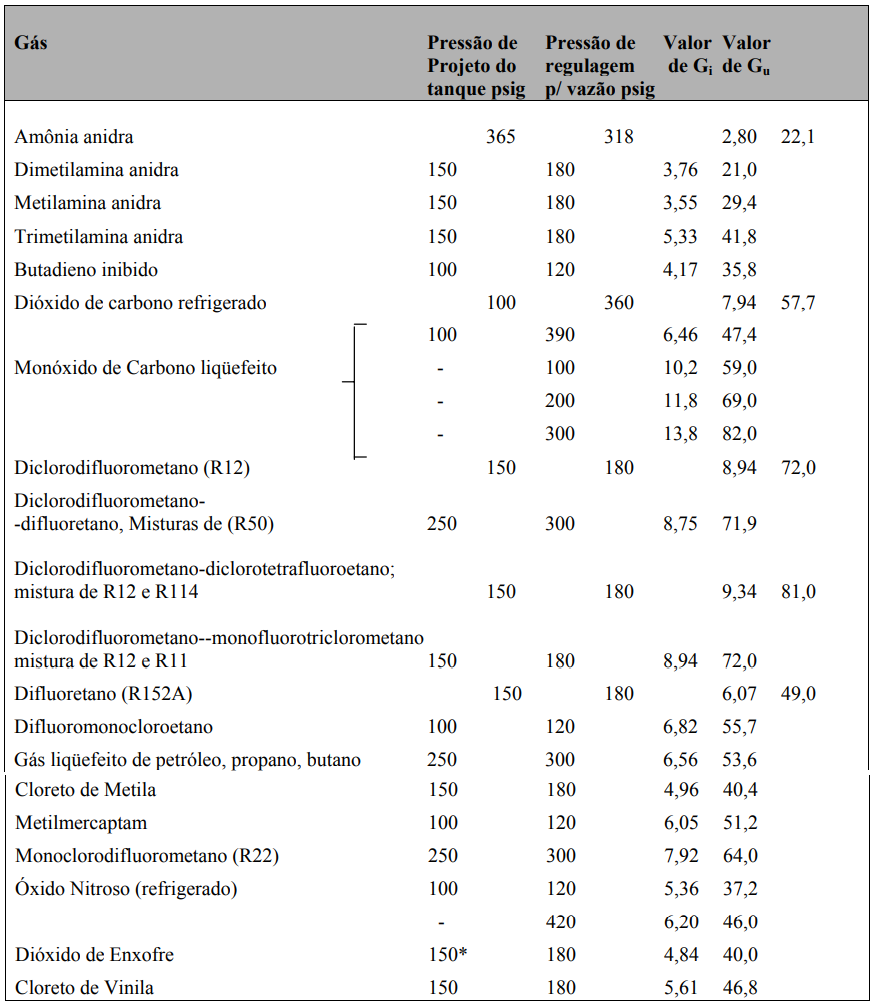
* Para tanques maiores que 4500 litros (1200 galões) de capacidade, a pressão mínima deverá ser de 0,86 MPa (125 psi).
Notas:
1. A pressão de regulagem de vazão não deverá exceder a 120% da pressão de projeto do tanque na determinação da capacidade de fluxo. Quando a menor pressão de regulagem de vazão for menor do que a demonstrada abaixo, são utilizados os valores de Gi e Gu que estão no lado seguro e podem ser utilizados como demonstrado e calculado como descrito abaixo. Para pressões de regulagem de fluxo maiores que as demonstradas e para gases não listados, os valores de Gi e Gu devem ser calculados pelas seguintes fórmulas:
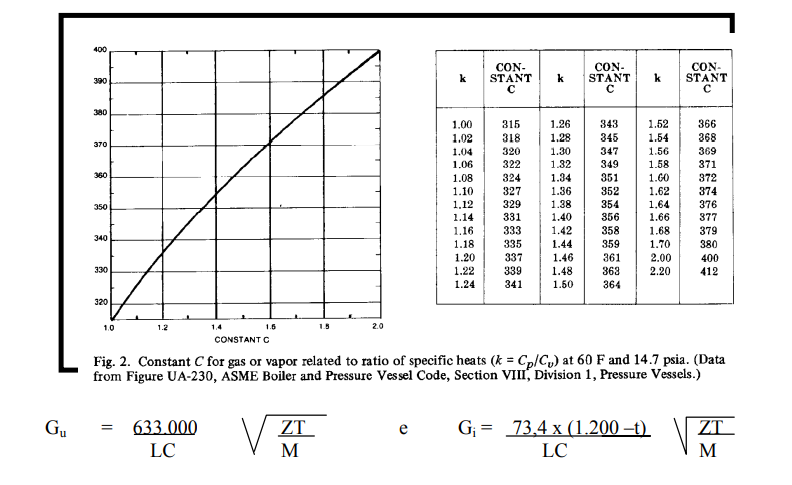
Onde:
L = Calor latente nas condições definidas em BTU/lbs.
C = Constante para o gás ou vapor relatados para a razão entre os valores específicos (k = Cp/Cu) à 37,7 ºC (60oF) e 1.033 kPa (14,7 psig) de pressão, definidos na tabela da fig. 2.
Z = Fator de compressibilidade nas condições definidas.
T = Temperatura em graus R (rankini) do gás à pressão condições definidas (t+460).
M = Massa molecular do gás.
t = temperatura em graus F (fahreiheit) do gás à pressão nas condições definidas.
Quando o fator de compressibilidade Z não é conhecido, o valor 1,0 pode ser utilizado com segurança. Para maiores detalhes sobre as bases e origens desta norma, veja o “How to size safety relief defices”, de F.J. Heller, da Phillips Petroleum, 1954.
2. A marcação da pressão de abertura (regulagem) da válvula de segurança não deverá exceder a pressão de projeto do tanque.
ANEXO E – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
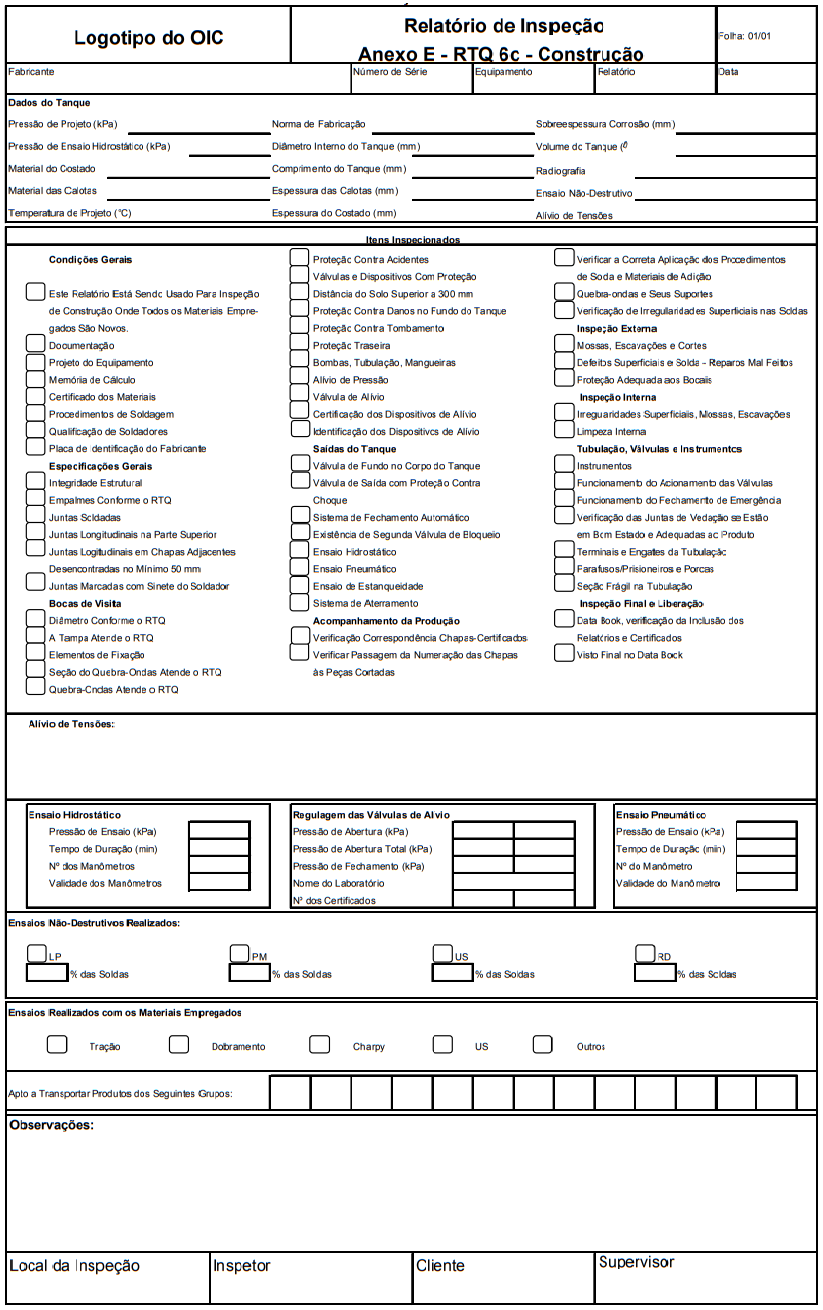
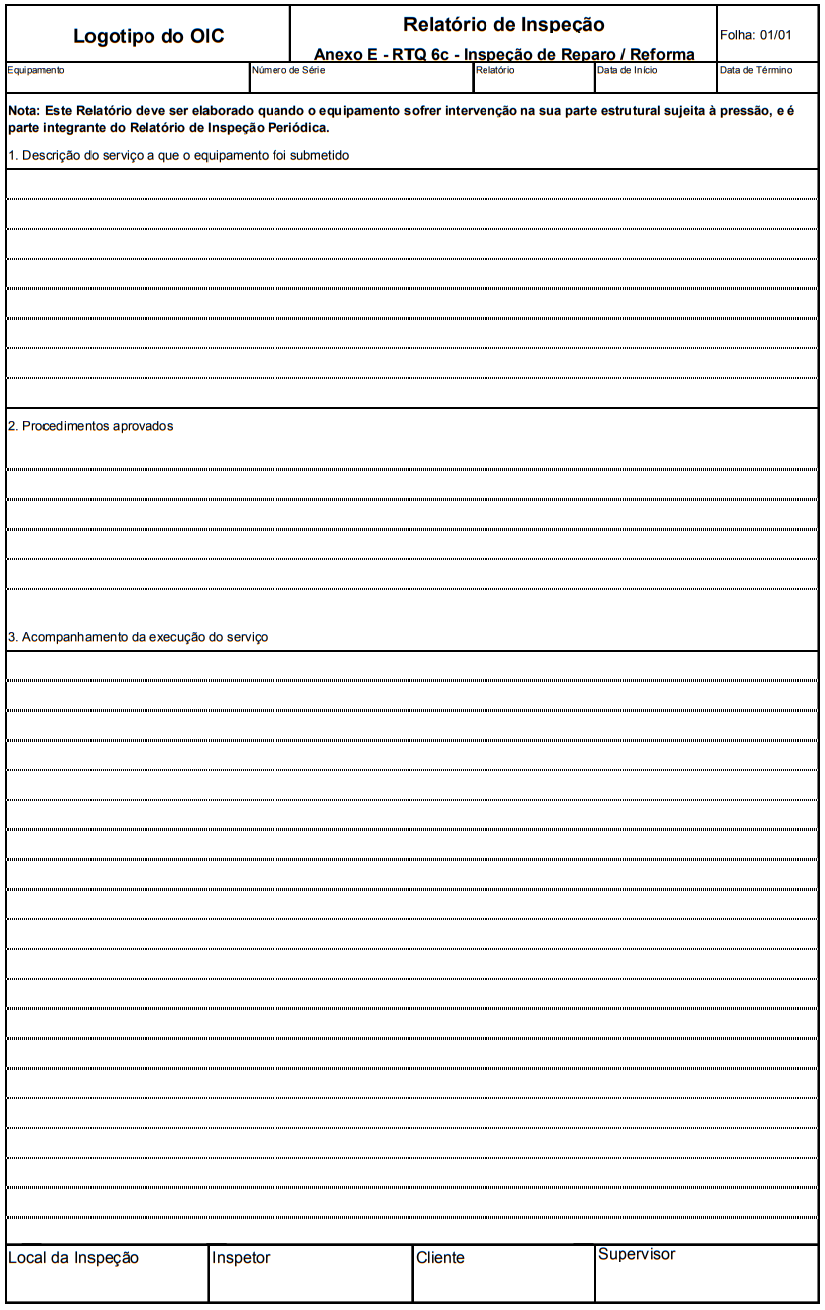
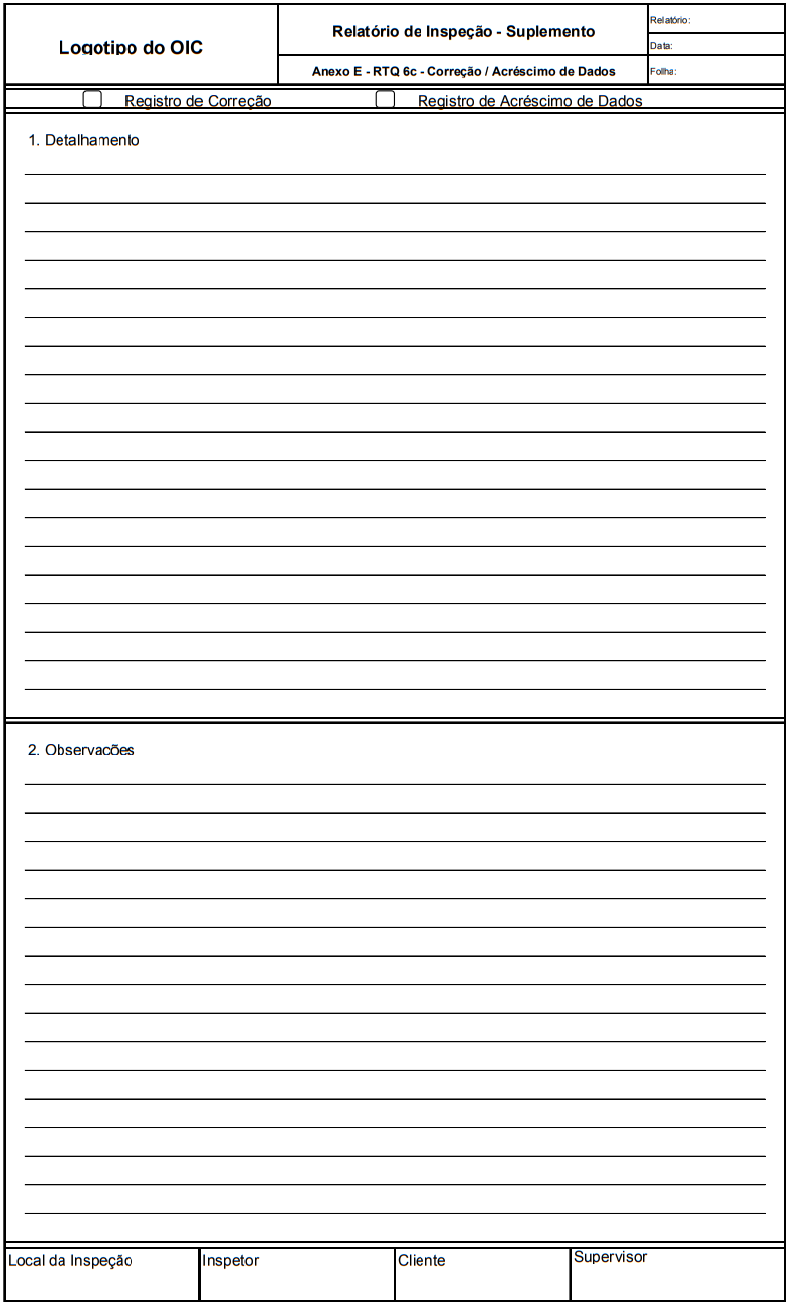

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção periódica dos equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 2, 4, 7, e 27 (A1, A2, A3, A4, A5, B, C e G), construídos em aço carbono ou aço inoxidável ou alumínio, com pressão máxima de trabalho admissível até 690 kPa, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 7c: Inspeção na construção de equipamentos com pressão máxima de trabalho admissível até 690 kPa para o transporte rodoviário de produtos perigosos a granel – líquidos.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
RTQ 36: Inspeção de revestimento interno de equipamentos para o transporte rodoviário de produtos perigosos a granel – aplicação e periódica.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 11767: Tanque de carga para transporte rodoviário de ácido nítrico.
Código ASME: Seção VIII, Divisão 1 Apêndice 4.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
TTMA: Truck Trailer Manufacturers Association
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC) define o inspetor que, inicialmente confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do equipamento, placa de identificação do revestidor quando houver, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas, cujo lacre da placa de inspeção, não deve estar rompido. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA- PP (OIC).
5.2.1 Para a inspeção do equipamento, no caso de reforma ou reparo, além do certificado de descontaminação deve ser apresentado o livro de registro (data book), quando houver, desse equipamento, o qual deve ser solicitado pelo proprietário do equipamento na época da encomenda junto ao fabricante do equipamento, contendo os dados técnicos relacionados abaixo:
a) folha de especificação do equipamento;
b) especificação dos materiais e acessórios usados; c)certificados de ensaio efetuados com os materiais;
d) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
e) garantia de compatibilização dos materiais do corpo do equipamento e de seus dispositivos operacionais para com os produtos a transportar (opcional);
f) relatório da inspeção para liberação do equipamento; g)exames, ensaios e relatórios de END, quando aplicável.
5.2.2 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, e quando aplicável, de verificação volumétrica e de identificação do revestidor interno, não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira do equipamento do lado do condutor do veículo e abaixo do eixo longitudinal médio do equipamento. Todas devem ser afixadas em um suporte porta-placas, projetado e dimensionado pelo fabricante do equipamento.
5.2.3 Para equipamentos em uso, quando não houver a chapa de identificação do equipamento, o proprietário deve afixar no mesmo uma chapa de dimensões 40 x 130mm de espessura mínima de 2,00mm em aço inoxidável aplicado diretamente sobre o corpo do tanque de carga, sem empalme. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo, o número Inmetro do equipamento com no mínimo 8mm de altura, a ser fornecido pelo OIA-PP (OIC). A chapa deve ser afixada do lado esquerdo dianteiro do equipamento (do lado do condutor do veículo), na lateral inferior próximo a estrutura de fixação do equipamento ao chassi, próximo ao suporte porta-placas (placas de identificação e de inspeção do Inmetro). A chapa deve ser fixada por solda, em todo o seu perímetro ou por outro método, de modo que a chapa e o equipamento formem um corpo único.
Em equipamentos fabricados em alumínio a chapa deve ser confeccionada do mesmo material do tanque de carga.
Em tanque revestido externamente a chapa pode ser soldada no primeiro berço dianteiro, do lado do condutor do veículo.
5.3 Antes de iniciar a inspeção, o CIPP deve ser apresentado e recolhido pelo inspetor, devendo ser anexado ao relatório de inspeção, exceto quando for inspeção na construção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descrito no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio e limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Antes de executar qualquer reparo ou reforma em um equipamento, o proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC), que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a conclusão, conforme os requisitos estabelecidos neste RTQ e no RTQ 7c.
5.7.1 Quando o tanque de carga for cilíndrico não são permitidos reparos no corpo do equipamento através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto no RTQ 7c, e quando estas forem alteradas, em relação ao projeto inicial, o OIA-PP (OIC)que realizou a inspeção deve proceder à alteração do cadastro do equipamento junto ao Inmetro, substituindo o número Inmetro do equipamento.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 O equipamento pode ter uso múltiplo, se respeitadas as compatibilidades entre os produtos.
5.11 Restrições
Os produtos dos grupos 2D, 2E, 2F, 4B, 4C, 4D, 4E, 7D, 27C e 27G somente podem ser transportados em tanques dedicados exclusivamente para cada um destes grupos, exceto os dos grupos 7D e 27C, que podem utilizar um mesmo tanque de carga.
5.12 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro, sempre na sua última versão.
Notas:
a) O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ ou no RTQ 7c ou no RTQ 36.
b) Para os equipamentos que transportam produtos de diferentes grupos, o prazo de inspeção é aquele de menor validade.
c) Quando da impossibilidade da identificação da data (ano) de construção do tanque de carga, deve ser considerado a data (ano) da primeira inspeção do mesmo, através do número Inmetro do equipamento.
5.13 O equipamento que sofrer acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.14 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.15 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.16 Quando o equipamento for revestido internamente, este deve estar de acordo com os requisitos do RTQ 36.
5.17 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP (OIC).
5.18 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.18.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.18.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.19 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.20 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004.
5.21 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.21.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.22 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.22.1 Rastreabilidade
Caso o equipamento não atenda o item 5.2 e seus subitens, quanto ao quesito rastreabilidade, o mesmo deve ser inspecionado pelo OIA-PP (OIC), somente após o atendimento dos seguintes critérios:
a) encaminhamento ao Inmetro, pelo proprietário do equipamento, da solicitação de capacitação do respectivo equipamento, devidamente justificada;
b) análise da solicitação pelo Inmetro;
c) parecer do Inmetro quanto à viabilidade da solicitação;
d) caso viável, o Inmetro deverá verificar a existência e as condições de manutenção do equipamento;
e) caso constatado o atendimento ao item d), o Inmetro autorizará o OIA-PP (OIC) a realizar a inspeção.
Notas:
a) Na impossibilidade da identificação da data da construção do equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= número de inspeções já realizadas no equipamento (dígitos de controle do equipamento na Placa de Inspeção ou no CIPP) e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=17 e Ac= 1992).
b) Na impossibilidade da identificação da data da construção do equipamento e do número de inspeções já realizadas no equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= 16 e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=16 e Ac= 1993).
c) Na impossibilidade da identificação da data da instalação da carroçaria (aberta ou fechada) ou da caçamba basculante, deve ser considerada a data da construção do veículo na qual se encontra instalada.
d) Na impossibilidade da identificação da data da construção da caçamba intercambiável ou do contentor, deve ser preenchido com o ano obtido através da seguinte fórmula: B – 05= Bc, onde B= ano da inspeção (atual) e Bc= ano a ser considerado como ano de construção da caçamba intercambiável (exemplo: B= 2005 e Bc= 2000).
e) Todos os acessórios do equipamento deverão ser substituídos por novos.
5.23 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.24 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. EXECUÇÃO DA INSPEÇÃO
Para os equipamentos que transportam produtos dos seguintes grupos: 2 A, 2B, 2C, 2D, 2E, 2F, 4A, 4B, 4C, 4D, 4E, 7A, 7B, 7C, 7D, 7E, 7F, 27A1, 27A2, 27A3, 27B, 27C e 27G.
Quando da inspeção visual do equipamento, forem levantadas dúvidas com relação às condições do mesmo, o inspetor pode solicitar ao proprietário do equipamento, a contratação de ensaios complementares tais como: ensaio com líquidos penetrantes, ensaios de partículas magnéticas, ensaio de ultra-som das juntas soldadas, ensaios radiográficos, réplica metalográfica, ensaio de dureza.
6.1 Exame visual externo
6.1.1 O costado e calotas, devem estar em perfeito estado não apresentando trincas, abaulamentos, escavações e mossas com dimensões além das permitidas nos itens 6.1.15.3 a 6.1.15.5 ou qualquer anormalidade que possa comprometer a segurança do produto transportado.
6.1.1.1 Todo espaço vazio entre os compartimentos, deve conter uma abertura para contato permanente com a atmosfera e um dreno localizado na linha de centro do fundo e que deve estar sempre aberto.
6.1.2 Quando houver porta-placas, estes devem estar em condições que permitam a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma NBR 7500.
6.1.3 Reservatório de combustível suplementar
É permitido, deste que atendidos os requisitos estabelecidos na legislação de trânsito vigente.
6.1.4 Juntas soldadas
6.1.4.1 Verificar se as juntas longitudinais, dos tanques cilíndricos, em duas chapas adjacentes estão desencontradas no mínimo de 50mm.
6.1.5 Reparos
6.1.5.1 Reparos realizados devido a reprovações na inspeção devem ser reexaminados e reensaiados com aprovação do OIA-PP (OIC).
6.1.5.2 Nos tanques cilíndricos não são permitidos reparos no corpo do equipamento através de sobreposições de chapas.
6.1.6 Bocais
6.1.6.1 Bocas de visita
6.1.6.1.1 Cada tanque ou compartimento, construído conforme o RTQ 7c, deve ter acesso por uma boca de visita de no mínimo 450mm de diâmetro.
Nota: Os tanques destinados ao transportes dos grupos 4A e 27A3 construídos antes da vigência do RTQ 7c podem apresentar diâmetro da boca de visita com valor mínimo de 400mm.
6.1.6.1.2 Cada tampa de boca de visita e conexão de enchimento deve ser fixada de maneira que esta não venha a se soltar como resultado de vibrações durante as operações de transporte, impacto devido capotamento ou ter dispositivo de proteção de forma que não seja atingida por algum obstáculo.
6.1.6.1.3 Toda tampa de boca de visita de tanques construídos conforme RTQ 7c, deve indicar por gravação ou outro meio permanente, o seguinte:
a) nome do fabricante;
b) pressão de ensaio;
c) esta tampa atende a RTQ 7c.
6.1.6.2 Boca de ventilação
Para tanques de compartimento único que possuírem mais de três quebra-ondas situados entre a calota dianteira e a boca de visita deve possuir uma boca de ventilação.
6.1.6.2.1 A boca de ventilação deve estar localizada entre a calota dianteira e o quebra-ondas mais próximo desta, conforme figura ilustrativa no Anexo C.
6.1.6.2.2 A boca de ventilação deve possuir, tela ante-chama, rosca interna 2pol NPT e fechada por tampão.
6.1.6.2.3 O tampão da boca de ventilação deve ter altura máxima de 20mm e atender os requisitos do item 6.8.3 do RTQ 7c (proteção contra tombamento), ver figura ilustrativa no Anexo C.
6.1.6.2.4 A boca de ventilação, bem como o seu tampão, devem possuir um olhal destinado à colocação de lacre.
6.1.7 Elementos de apoio e fixação
6.1.7.1 O equipamento para fixação na suspensão ou no chassi, deve estar sobre empalme e se aplicar juntas em ângulo verificar com atenção para a sanidade das soldas.
6.1.7.1.1 Cada empalme deve:
Estender ao menos 50mm em cada direção de algum ponto do acessório soldado;
Estar soldado por um cordão contínuo em volta do empalme, exceto por uma pequena abertura, ou furo no empalme, no ponto mais baixo, para drenagem.
6.1.7.2 Um equipamento montado sobre chassi, não fazendo parte integrante deste, deve estar fixado por meio de dispositivos que impossibilitem a movimentação do mesmo em relação ao chassi.
6.1.8 Proteção contra acidentes
6.1.8.1 Os tanques que tiverem partes que se projetam para fora localizadas no terço circunferencial inferior ou perímetro do tanque para seções não circulares, que se estendam além da metade de seu diâmetro do ponto de fixação ao tanque ou mais do que 100mm da parede do tanque ou localizadas nos 2/3 superiores da circunferência do tanque ou 2/3 do perímetro para seções não circulares, que se estendam por mais de 1/4 de seu diâmetro ou 50mm do ponto de fixação devem possuir dispositivos de proteção contra acidentes.
6.1.8.2 Qualquer tubulação que se projete além do dispositivo de proteção deve ser equipada com uma válvula de bloqueio e um dispositivo de sacrifício, como por exemplo, uma seção de ruptura. Esse dispositivo de sacrifício deve estar localizado na tubulação, o mais próximo possível da válvula de bloqueio, no trecho vertical e envolvido pelo dispositivo de proteção contra acidentes no fundo do tanque, conforme citado no 6.8.1 do RTQ 7c, para evitar qualquer possibilidade de perda do produto.
6.1.8.3 Distância mínima ao plano de apoio (solo)
A distância mínima de qualquer componente do tanque ou dispositivo de proteção e o plano de apoio (solo), localizado entre eixos consecutivos de um veículo ou veículo combinado, deve ser de pelo menos 1mm para cada 25mm de distância entre eixos e nunca inferior a 300mm.
6.1.9 Proteção contra danos no fundo do tanque
6.1.9.1 Toda saída, tubulação ou projeção localizadas no terço inferior do perímetro do tanque, que possa ser danificada em acidentes resultando em perda do produto, deve ser protegida por um dispositivo de proteção contra acidentes do fundo, exceto quando provido conforme o item 6.1.8.2. devem ser agrupados e protegidos por um único dispositivo.
6.1.9.2 As conexões de descarga que sejam equipadas com válvulas de fechamento rápido, com sede interna ao tanque, não precisam obedecer ao item anterior desde que sejam protegidas de forma a evitar a perda de produto. Esta proteção deve ter um dispositivo de sacrifício localizado após cada válvula de fechamento rápido com sede interna. A quebra do dispositivo de proteção deve deixar o elemento de retenção do produto ou parte remanescente e sua fixação ao tanque, intactos e capazes de continuar retendo o produto.
6.1.10 Proteção contra tombamento
6.1.10.1 Qualquer fechamento de abertura, incluindo, mas não se limitando, à boca de visita, enchimento ou abertura para inspeção e qualquer válvula, acessório, dispositivo para alívio de pressão, sistema de recuperação de vapor ou outro acessório, localizado nos 2/3 superiores do perímetro do tanque, devem ser protegidos contra tombamento.
Notas:
a) Para tanques construídos antes da vigência do RTQ 7c deve ser exigida a proteção contra tombamento, entretanto é concedido um prazo para implementação até a próxima inspeção após a vigência deste RTQ.
b) O proprietário do veículo ou instalador da proteção deve apresentar, sempre que solicitado, declaração garantindo a proteção contra tombamento do tanque.
c) Deve ser registrado no formulário RNC, no campo Não-Conformidade, a ausência da proteção contra tombamento e o prazo para implementação até a próxima inspeção.
6.1.10.2 Se o dispositivo de proteção contra tombamento permitir a acumulação de líquido no topo do tanque, este deve ser provido de drenagem que conduza o líquido a um ponto seguro e afastado de qualquer elemento estrutural do tanque ou do veículo.
6.1.11 Proteção traseira
6.1.11.1 Todo tanque deve conter dispositivo de proteção contra colisão traseira para proteger o tanque e a tubulação e reduzir a probabilidade de ocorrência de danos que possam causar a perda do produto.
6.1.11.2 A face interna do dispositivo de proteção traseira deve estar a pelo menos 150mm de qualquer componente usado para carregamento e descarregamento ou que possa conter o produto, de modo a evitar que qualquer esforço seja aplicado ao tanque ou componente do tanque em caso de acidente.
Nota: Não confundir proteção traseira do tanque e tubulação com o pára-choque traseiro do veículo. Entretanto quando este atender os itens acima, inclusive a distância de 150mm da face interna, poderá ser utilizado como proteção traseira do tanque e da tubulação.
6.1.12 Sistemas e dispositivos de alívio
6.1.12.1 Cada tanque deve conter um sistema primário de alívio de pressão constituído de uma ou mais válvulas de alívio. Um sistema secundário de alívio de pressão constituído por outra válvula de alívio operando em paralelo com o sistema primário pode ser utilizado para aumentar a capacidade de alívio do tanque. Dispositivos de alívio que não retornem à posição de fechamento depois de acionados não devem ser utilizados, exceto quando em série com dispositivos que retornem à posição de fechamento.
Dispositivos atuados por gravidade não podem ser utilizados.
6.1.12.2 Verificar se cada compartimento do tanque contém:
a) Um sistema primário de alívio de pressão constituído de uma ou mais válvulas de segurança de retorno por mola;
b) Um sistema secundário de alívio de pressão constituído por outra válvula em paralelo com o sistema primário, utilizado para aumentar a capacidade de alívio do tanque, quando aplicável;
c) Válvula equalizadora de pressão, quando aplicável.
6.1.12.3 Verificar se o sistema de alívio de pressão está montado, protegido e drenado de forma a minimizar o acúmulo de qualquer material que possa restringir a sua capacidade de funcionamento.
6.1.13 Bocas de carga e descarga
6.1.13.1 Verificar se cada boca de carga / descarga está equipada com uma válvula de bloqueio interna de fechamento automático, ou alternativamente, uma válvula de bloqueio externa localizada o mais próximo possível do corpo do tanque.
6.1.13.2 Verificar se o sistema de fechamento automático está constituído da seguinte forma:
a) Cada sistema de fechamento automático deve incluir um meio de acionamento remoto localizado a uma distância no mínimo a 3m dessa saída ou o mais distante possível da saída do produto, na impossibilidade deste sistema deve ser instalado um acionamento da válvula fora do chassi na lateral do veículo.
Esse sistema deve ser resistente à corrosão e efetivo em todos os tipos de ambiente e condições atmosféricas.
b) Para materiais inflamáveis, oxidantes e tóxicos o meio de fechamento remoto deve ser capaz de ser ativado termicamente. Os meios remotos para os quais o sistema de fechamento automático for termicamente ativado deve ser localizado o mais próximo possível da boca de carga / descarga. Adicionalmente, as bocas de carga / descarga desses tipos de tanques devem ser capazes de serem fechadas manual e remotamente ou mecanicamente.
Nota: Este item não deve ser aplicado para as válvulas de saída utilizadas nos tanques destinados aos grupos 4B, 4C, 4D, 4E e 27B.
6.1.13.3 Verificar se qualquer boca de carga / descarga estendida além de uma válvula de bloqueio interna ou além de uma válvula de bloqueio externa que é parte do sistema de fechamento automático está provida de outra válvula de bloqueio no final dessa conexão.
6.1.13.4 Verificar se cada saída que não seja boca de carga / descarga está equipada com uma válvula de bloqueio ou outro dispositivo de fechamento localizado o mais próximo possível desta saída. Qualquer conexão estendida além deste fechamento deve ser provida de outra válvula de bloqueio ou dispositivo de fechamento no final dessa conexão.
6.1.14 Sistema para aterramento
6.1.14.1 Verificar se o equipamento possui no mínimo 02 (dois) pontos de aterramento, um em cada lateral, devendo ser de material não ferroso, isento de pintura e que proporcione o não deslizamento da garra.
6.1.14.2 Se o equipamento possuir um dispositivo interno de aterramento verificar se o mesmo não interfere com a entrada e saída do inspetor pela boca de visita.
6.1.15 Outros requisitos
6.1.15.1 Todas as descontinuidades relevantes encontradas na inspeção, tais como: trincas, corte, escavação, abaulamento e outros, devem ser assinalados na grade de inspeção.
6.1.15.2 Corrosão
Deve-se verificar o grau de corrosão das chapas e acessórios:
a) quanto à natureza: generalizada, dispersa ou localizada;
b) quanto à forma: alveolar, uniforme ou pit;
c) quanto à intensidade: desprezível, leve, média ou severa.
Nota: Os resultados devem ser anotados no relatório de inspeção.
6.1.15.3 Mossa
6.1.15.3.1 Mossa afastada mais de 100mm do eixo da solda mais próxima
Na existência de mossa afastada mais de 100mm do eixo de uma solda, o equipamento deve ser reprovado quando:
a) a profundidade da mossa for maior que a espessura da chapa;
b) caso a diferença entre o maior e o menor diâmetro medido na seção da mossa seja superior a 1% do diâmetro nominal do equipamento.
Nota: Quando a mossa for de pequena extensão, com diâmetro de até 5,0mm, pode ser aceita desde que sua profundidade não exceda a 10% de sua maior dimensão.
6.1.15.3.2 Mossa dentro do perímetro de 100mm do eixo de uma solda
Quando a mossa estiver dentro do perímetro de 100mm do eixo de uma solda e profundidade inferior a 50% da espessura de projeto da chapa, o equipamento pode ser aprovado. Caso contrário deve ser reprovado.
Quando a mossa estiver localizada na área de operação e assentamento do equipamento nas longarinas ou berços de apoio do chassi (área portante), a mesma não deve ser aceita.
6.1.15.4 Corte, cavidade ou escavação
Quando o corte, cavidade ou escavação for maior que 75mm de comprimento e sua profundidade exceder a 25% da espessura de projeto da chapa, o equipamento deve ser reprovado.
6.1.15.5 Abaulamento
Quando houver abaulamento e a diferença entre o maior e o menor diâmetro, medido na seção do abaulamento, for superior a 1% do diâmetro nominal do equipamento, o mesmo deve ser reprovado.
Nota: Toda mossa, corte, cavidade, escavação e abaulamento devem ter suas localizações registradas na grade de inspeção, de tal forma que sejam fáceis suas identificações.
6.1.15.6 Trincas
Independentemente da extensão e localização da trinca, o equipamento é considerado reprovado.
6.1.15.7 Porosidades nos cordões de solda
Os critérios de aceitação da porosidade nos cordões de solda, devem ser aqueles apresentados no Código ASME Seção VIII, Divisão 1 Apêndice 4.
6.1.15.8 Pintura
Verificar o estado de conservação da pintura externa e caso seja necessário o inspetor deve solicitar o reparo adequado da mesma.
Não pode existir parte com metal a descoberto, pontos de corrosão dispersa ou generalizada, pontos com estufamento da camada de tinta e nem descolamento desta.
6.1.15.9 Verificar a integridade dos dispositivos de fixação das tampas flanges, bocas de visita, guarnições, etc.
6.1.15.10 Verificar se todos os dispositivos operacionais estão operando satisfatoriamente, livres de corrosão, empeno, ou qualquer dano que prejudique sua operação.
6.1.15.11 Verificar a integridade dos anéis de reforço, quando houver.
6.1.15.12 Nos tanques policêntricos, verificar se o piso antiderrapante está com 400mm de largura e em bom estado de conservação.
6.2 Exame visual interno
6.2.1 O costado, calotas, quebra-ondas e anteparas, devem estar em perfeito estado não apresentando trincas, corrosão, abaulamentos e mossas com dimensões além das permitidas no item 6.1.15, ou qualquer anormalidade que possa comprometer a segurança do produto transportado.
6.2.2 Sempre que as duas superfícies possibilitarem acesso deve ser efetuada a inspeção visual externa e interna. Deve inspecionar quanto às áreas corroídas, defeitos de soldas, tubulação, válvula, gaxetas, vazamentos e outras condições, que indiquem deficiências do equipamento, tornando-o inseguro.
6.2.3 Quebra-ondas
6.2.3.1 Todo tanque construído segundo RTQ 7c (2009), deve possuir uma abertura circunferencial de passagem, com diâmetro mínimo de 500mm, localizada de tal forma que, quando os quebra- ondas estiverem montados no tanque de carga, todas as aberturas deverão estar alinhadas. O centro dessa abertura deve estar na linha de centro vertical do quebra-ondas a uma altura que permita a passagem de um homem sem esforço excepcional. Essa abertura não pode apresentar aresta cortante.
6.2.3.2 As outras aberturas do quebra-ondas devem ser projetadas de tal forma a manter a sua característica de reforço circunferencial, quando aplicável.
A abertura para escoamento do produto pode ser parte integrante da abertura de passagem quando a altura da seção do quebra-ondas não for suficiente para conter as duas aberturas separadamente.
6.2.3.3 A espessura da chapa do quebra-ondas deve ser no mínimo igual a espessura da chapa da calota.
6.2.3.4 Quebra-ondas quando não forem considerados no cálculo estrutural como reforço circunferencial não terão de atender o item anterior.
6.2.4 Corrosão
Deve ser verificado o grau de corrosão das chapas conforme descrito no item 6.1.15.2 (inclusive Nota).
6.3 Medição de espessura do costado, calotas, quebra-ondas e anteparas
6.3.1 A medição de espessura deve ser realizada em todas as chapas do costado e calotas, devendo ser dada especial atenção às regiões próximas à boca de visita e outras conexões do equipamento, bem como qualquer região que apresente possibilidade de corrosão acentuada.
As medidas devem ser registradas na grade de inspeção que deve fazer parte integrante do relatório de inspeção.
6.3.2 Quantidade de pontos a serem medidos
6.3.2.1 Costado
Devem ser medidos pelo menos 04 (quatro) pontos em cada virola. Esses pontos devem ser diametralmente opostos, próximos aos cordões de solda circunferenciais, assim distribuídos:
1º ponto: localizado na parte mais alta do tanque;
2º ponto: localizado na parte mais afastada na lateral esquerda do tanque; 3º ponto: diametralmente oposto ao 1º ponto;
4º ponto: diametralmente oposto ao 2º ponto.
6.3.3.2 Calotas
Quando a calota for construída por soldagem de partes, deve ser medido 01 (um) ponto em cada parte, nas proximidades do centro geométrico, inferido visualmente.
Quando a calota for construída por conformação, deve ser medido 01 (um) ponto em cada quadrante, nas proximidades do centro geométrico, inferido visualmente.
6.3.3.3 Quebra-ondas e anteparas
Devem ser medidos pelo menos 03 (três) pontos em cada quebra-ondas e antepara.
Nota: O inspetor pode tomar um número maior de medidas caso denote indícios de perda de espessura por corrosão ou erosão.
6.3.4 Espessura mínima admissível
6.3.4.1 Para os tanques fabricados segundo o RTQ 7c (2009) as espessuras mínimas admissíveis são as especificadas na placa de identificação do fabricante ou no livro de registros (Data-Book), quando apresentado.
6.3.4.2 Para os tanques fabricados anteriormente a vigência do RTQ 7c (2009) e que não possuem dados de fabricação, as espessuras mínimas admissíveis são as seguintes:
a) Grupos 2A, 2B, 2C, 2D, 2E, 7A, 7D, 7F, 27A1 e 27C
|
Capacidade volumétrica (CV)
(litros/cm) |
AD |
AI |
AL |
|||
|
corpo |
calotas, quebra- ondas
e anteparas |
corpo |
calotas, quebra- ondas
e anteparas |
corpo |
calotas, quebra- ondas
e anteparas |
|
|
CV
< 21 |
2,54 |
2,54 |
2,54 |
2,54 |
3,84 |
4,00 |
|
21
≤ CV < 33 |
2,93 |
2,93 |
2,54 |
2,93 |
4,07 |
4,40 |
|
CV
≥ 33 |
3,28 |
3,28 |
3,28 |
3,28 |
4,40 |
4,75 |
b) Grupos 4A e 27A3
|
Diâmetro do tanque (mm) |
Corpo |
calotas, quebra-ondas e
anteparas |
||
|
AD |
AI |
AD |
AI |
|
|
D
≤ 1500 |
2,11 |
1,55 |
3,78 |
2,84 |
|
1500
< D ≤ 2000 |
2,82 |
2,11 |
5,05 |
3,78 |
|
2000
< D ≤ 2500 |
3,54 |
2,64 |
6,31 |
4,73 |
|
D
> 2500 |
4,25 |
3,18 |
7,58 |
5,70 |
c) Grupos 7B, 7C, 7E e 27A2
|
Diâmetro do tanque (mm) |
Corpo |
calotas, quebra-ondas e
anteparas |
||
|
AD |
AI |
AD |
AI |
|
|
D
≤ 1500 |
2,11 |
1,55 |
3,78 |
2,84 |
|
1500
< D ≤ 2000 |
2,82 |
2,11 |
5,05 |
3,00 |
|
2000
< D ≤ 2500 |
3,54 |
2,64 |
6,31 |
3,00 |
|
D
> 2500 |
4,25 |
3,18 |
7,58 |
4,00 |
d) Grupo 2F (comboio)
A espessura mínima admissível deve ser 4,00mm, independentemente do material utilizado.
Notas:
a) AD= Aço Doce, AI= Aço Inox, AL= Alumínio
b) CV = (volume do tanque ÷ comprimento do tanque)
6.4 Ensaio de Pressão
6.4.1 O ensaio de pressão pode ser realizado pelo método hidrostático ou pneumático, conforme descrito a seguir:
6.4.1.1 Método hidrostático
a) O tanque de carga deve ser cheio com água limpa a uma temperatura máxima de 38 ºC.
b) A pressão de ensaio deve ser a determinada na exigência específica do produto a transportar observando que, para tanques de forma geométrica policêntrica a pressão máxima é de 30 kPa.
c) A pressão deve ser medida no topo do tanque, através de dois manômetros ou podendo ser utilizado método de coluna de água.
d) A pressão de ensaio deve ser mantida por no mínimo 10 minutos. Durante este tempo o tanque deve ser inspecionado quanto ao surgimento de vazamentos, deformação ou outro defeito capaz de ser detectado visualmente.
Nota: Para tanques de carga revestidos externamente a pressurização deve ser mantida por no mínimo 40 minutos onde deve ser observada a existência de vazamentos, principalmente na parte inferior do revestimento do tanque.
6.4.1.2 Método pneumático
a) O ensaio pneumático pode ser utilizado em lugar do método hidrostático, desde que a pressão de ensaio não ultrapasse 30 kPa.
b) O tanque de carga deve ser pressurizado com ar ou gás inerte.
c) A pressão do ensaio deve ser atingida gradualmente até a metade do valor máximo. Daí em diante a pressão deve ser aumentada discretamente (por pontos) de um décimo da pressão de ensaio até que a pressão de ensaio seja atingida.
d) A pressão de ensaio deve ser mantida por pelo menos 5 minutos e em seguida deve ser baixada até 80% da PMTA.
e) Nessa pressão o tanque deve ser inspecionado quanto ao surgimento de vazamentos, deformação ou outro defeito capaz de ser detectado visualmente.
A verificação de vazamentos consiste em cobrir todas as juntas, conexões e acessórios com uma solução de água e sabão, ou se utilizar de outro método satisfatório.
Nota: Para tanques de carga revestidos externamente não é permitido o ensaio pneumático.
6.4.2 Após o ensaio hidrostático do tanque devem ser recolocados todos os seus acessórios. Para realização do ensaio de estanqueidade a uma pressão de no mínimo 80% da PMTA, e com a pressão mantida por pelo menos 5 minutos.
6.4.3 Todo equipamento que apresentar vazamento, deformação ou demonstrar qualquer sinal de defeito durante a realização do ensaio hidrostático ou pneumático, deve ser reparado, e após a execução dos reparos deve ser realizado novo ensaio hidrostático ou pneumático.
6.5 Pressão de ensaio hidrostático
Quando não houver pressão de ensaio hidrostático, especificada para um determinado grupo de produtos, a pressão de ensaio hidrostático deverá ser de 150% da PMTA ou 150% da pressão de projeto, valendo a que for maior.
6.6 Regulagem dos dispositivos de alívio de pressão ou de alívio de pressão e vácuo
A regulagem dos dispositivos de alívio de pressão e vácuo consiste em se determinar as pressões de abertura e fechamento desses dispositivos.
A regulagem deve ser realizada em bancada ou no próprio tanque de acordo com procedimento cuja eficácia foi comprovada pelo OIA-PP (OIC).
Dispositivos cujas pressões da abertura e fechamento permanecerem fora dos valores estabelecidos por este RTQ, devem ser substituídos.
6.6.1 Pressões de abertura e fechamento
Quando não houver recomendações específicas o sistema de alívio de pressão deve ser regulado da forma descrita a seguir:
a) Sistema primário de alívio de pressão
A menos que, de outra forma, as condições específicas do produto determinem, cada dispositivo de alívio do sistema primário deve abrir não antes de 120% da PMTA e não superior a 130% da PMTA. A válvula deve fechar a não menos de 108% da PMTA e manter-se fechada a pressões inferiores.
b) Sistema secundário de alívio de pressão (quando houver)
Todo sistema de alívio de pressão usado como um sistema secundário, deve ser ajustado para abrir a não menos de 120% da PMTA.
6.7 Exigências específicas
Os equipamentos que tiverem as 02 (duas) superfícies revestidas, obrigatoriamente uma destas, deve ser descoberta para inspeção.
6.7.1 Grupos 2 A, 2B, 2C, 2D, 2E, 7A, 7D, 7F, 27A1 e 27C
6.7.1.1 Verificar se as tampas e seus componentes estão em perfeito estado de conservação, operacionalidade e vedação.
6.7.1.2 O sistema de alívio primário deve ter a abertura em uma pressão entre 22 kPa e 27 kPa e seu fechamento deve ocorrer a uma pressão mínima de 20 kPa.
6.7.1.3 O sistema de alívio secundário, deve abrir com pressão acima de 24,0 kPa e abaixo da pressão de ensaio do tanque de carga, e fechar na pressão de 21,0 kPa.
6.7.1.4 A válvula equalizadora de pressão pode ser acionada manualmente.
6.7.1.5 As válvulas de alívio de pressão e vácuo devem ter dispositivos corta-chamas construídos de alumínio ou aço inoxidável.
Nota: qualquer abertura na parte superior do tanque para fixação de válvulas deve possuir proteção para evitar contato permanente do líquido com a válvula, quando da movimentação brusca deste líquido.
6.7.1.6 O sistema de alivio de vácuo deve abrir a uma pressão não maior 3,5 kPa.
6.7.1.7 Todos os sistemas de descarregamento devem atender aos requisitos do capítulo 6 do RTQ 7c, porém, as válvulas de bloqueio primárias para tanques que transportem produtos dos grupos 2 A, 2B, 2C, 2D e 2E, devem ser internas e de fechamento automático com acionamento à distância e com acionamento de emergência.
O sistema deve possuir o mais próximo possível da válvula de descarga um dispositivo fusível a 120 °C para fechamento da válvula em caso de envolvimento por chama.
6.7.1.7 Verificar se as válvulas de bloqueio primárias são de acionamento à distância e se possuem fechamento de emergência, e estão de acordo com o item 6.1.13 deste RTQ.
6.7.1.8 A pressão de ensaio hidrostático ou pneumático deve ser de 20 kPa.
6.7.1.9 O equipamento não pode possuir sistema de aquecimento por chama.
6.7.1.10 O equipamento para o transporte de produtos do grupo 27C deve atender aos requisitos da Portaria Inmetro n.° 75/2007.
6.7.2 Grupos 4A e 27A3
6.7.2.1 A pressão de ensaio hidrostático deve ser de no mínimo 140 kPa e no máximo 150% da PMTA ou 150% da pressão de projeto, valendo a que for maior.
6.7.2.2 Dispositivos operacionais
6.7.2.2.1 As conexões para operação do compartimento ou tanque podem estar situadas tanto na parte superior como na inferior do tanque.
6.7.2.2.2 Verificar se as válvulas e drenos possuem a extremidade livre rosqueada ou são construídas de tal forma que permitam a conexão de mangotes de descarga sem que haja vazamentos.
6.7.2.2.3 Verificar se há flange cego ou tampão na extremidade de descarga e drenos.
6.7.2.2.4 Se o equipamento possuir medidor de pressão e conexão de ar para utilização nas operações de descarga, verificar se esse medidor de pressão é de amortecimento por glicerina e se entre este e o tanque existe uma válvula de proteção.
6.7.3 Grupos 7B, 7C, 7E e 27A2
6.7.3.1 Pressões do ensaio hidrostático
105 kPa para produtos do grupo 7B;
217 kPa para produtos do grupo 7C;
270 kPa para produtos do grupo 7E;
150% da PMTA do equipamento, para produtos do grupo 27A2.
6.7.3.2 Implementos na superfície do equipamento
6.7.3.2.1 Verificar se existem implementos instalados na superfície do equipamento para a contenção do produto sob condições de tombamento
6.7.3.3 Conduítes elétricos e tubulação de recuperação de vapor não podem estar localizadas sobre o cofre de expansão do equipamento.
6.7.3.4 Medidores de pressão
6.7.3.5.1 Medidores de pressão, quando utilizados como acessórios, devem ser de amortecimento por glicerina e estarem operacionais.
6.7.3.6 Termômetros e dispositivos para medição de temperatura
6.7.3.6.1 Tais dispositivos devem ser montados em poços de construção fechados no lado interno do equipamento, para evitar contado direto com o produto e para evitar, de qualquer forma, vazamento em caso de danificação ou quebra do instrumento ou sua conexão.
6.7.3.7 Sistema para alívio de pressão e vácuo
6.7.3.7.1 Cada equipamento ou compartimento deve ser equipado com sistema de alívio de pressão e vácuo composto de uma ou mais válvulas ou dispositivos.
6.7.3.7.2 Cada sistema ou dispositivo de segurança deve se comunicar com o espaço de vapor na parte superior do equipamento ou compartimento numa posição o mais perto possível da boca de visita.
6.7.3.7.3 Cada compartimento do equipamento deve ser provido de pelo menos uma válvula de segurança.
6.7.3.7.4 As válvulas de vácuo e de pressão para líquidos com ponto de fulgor até 55 ºC devem dispor de corta chamas.
6.7.3.8 Sistema para carga e descarga
6.7.3.8.1 Aberturas e saídas localizadas no lado superior, topo, de um equipamento ou compartimento, destinadas apenas à passagem de produto líquido, devem ter seus diâmetros limitados a um diâmetro nominal máximo de 80mm (3 pol), e devem ser munidas de válvulas de bloqueio devem ser montadas diretamente no corpo do equipamento por meio de flange integrado ou outro tipo de conexão robusta.
6.7.3.8.2 Qualquer válvula, conexão, tubulação ou outro acessório de operação utilizado para carga ou descarga do equipamento ou compartimento deve estar montado de forma a impedir a possibilidade de passagem de produto de um equipamento ou compartimento para outro.
6.7.3.8.3 Qualquer válvula ou tubulação para carga ou descarga deve ter ligação externa em forma de flange, conexão rosqueada ou de fecho rápido garantindo perfeita vedação.
6.7.3.8.4 Qualquer instalação tubular para medição, pressurização, carregamento ou retorno de vapor no lado superior do equipamento, topo, incluindo válvulas e acessórios operacionais associados, deve ser provida de meios seguros de operação e fechamento para evitar vazamentos.
6.7.3.8.5 Qualquer tubulação usada para carga, descarga, pressurização ou retorno de vapor deve estar montada com resistência suficiente ou provida de seção frágil, de forma a eliminar qualquer possibilidade de danos ou ruptura, em decorrência de solicitações aplicadas nestes componentes e condições de causar vazamento ou derrame de produto.
6.7.4 Grupos 4B, 4C, 4D e 27B
6.7.4.1 A espessura mínima para o corpo do equipamento construído a partir da vigência do RTQ 7c (2009) deve ser de 4,75mm.
Notas:
a) Para os tanques que já são revestidos a espessura do tanque metálico segue as regras anteriores à vigência deste RTQ.
b) Para os tanques que forem adaptados para revestimento novo, devem seguir o RTQ 7c e a espessura mínima é de 4,75mm.
6.7.4.2 Ensaio Hidrostático
Não é previsto ensaio hidrostático para esses grupos.
6.7.4.3 Cada compartimento deve ter canalização de saída individual com duas válvulas, sendo uma na extremidade da tubulação de descarga e outra de fechamento rápido na saída do equipamento.
A válvula de bloqueio primária deve ser fixada ao fundo do tanque em um flange localizado o mais próximo possível do costado e que permita a utilização de parafusos e porcas. Essa montagem deve atender aos requisitos de proteção dispostos no item 6.1.9.
Para os equipamentos construídos segundo o RTQ 7c (2009), não é permitido o uso de prisioneiros e seus alojamentos.
6.7.4.4 Todo equipamento deve possuir reforços circunferenciais.
6.7.4.5 Válvulas e drenos devem ter a extremidade livre rosqueada ou devem permitir a conexão de mangotes de descarga sem que haja vazamento.
6.7.4.6 É obrigatória a existência do flange cego ou de tampão na extremidade de descarga, e drenos.
6.7.4.7 O equipamento deve dispor de pelo menos uma saída onde se possa instalar medidor de pressão e válvula de segurança para utilização nas operações de descarga.
6.7.4.8 O revestimento interno deve ser inspecionado segundo o RTQ 36.
6.7.4.9 A tampa da boca de visita deve possuir um diâmetro de 450mm e opcionalmente, dispor de um bocal de carregamento e uma conexão para válvula de segurança, medidor de pressão e válvula de injeção de ar seco.
6.7.5 Tanque comboio (grupo 2F)
6.7.5.1 A pressão de ensaio hidrostático deve ser de 20 kPa.
6.7.5.2 Toda área de acesso ao tanque e aos dispositivos operacionais deve ser de piso antiderrapante. Este pode ser executado em chapa apropriada ou de tinta de alta espessura com impregnação de areia ou material similar.
6.7.5.3 O sistema de alívio primário deve ter a abertura em uma pressão entre 22 kPa e 27 kPa e seu fechamento deve ocorrer a uma pressão mínima de 20 kPa.
6.7.5.4 O sistema de alívio secundário, deve abrir com pressão acima de 24,0 kPa e abaixo da pressão de ensaio do tanque de carga, e fechar na pressão de 21,0 kPa.
6.7.5.5 A válvula equalizadora de pressão pode ser acionada manualmente.
6.7.5.6 As válvulas de alívio de pressão e vácuo devem ter dispositivos corta-chamas construídos de alumínio ou aço inoxidável.
Nota: Qualquer abertura na parte superior do tanque para fixação de válvulas deve possuir proteção para evitar contato permanente do líquido com a válvula, quando da movimentação brusca deste líquido.
6.7.5.7 Verificar se a válvula equalizadora de pressão está operando satisfatoriamente.
6.7.5.8 Verificar se a válvula de vácuo-pressão possui dispositivo corta chamas.
6.7.5.9 Verificar se a válvula de vácuo-pressão possui marcação que indique vazão de 170 m³/h.
6.7.5.10 A espessura mínima para as chapas do costado, calotas, quebra-ondas e anteparas é de 4,5mm para equipamentos construídos a partir da vigência do RTQ 7c.
6.7.5.11 Todo equipamento deve possuir válvula de bloqueio rápido entre o tanque e a bomba. Essa válvula deve ser localizada na saída do tanque podendo ser interna ou externa, de fechamento automático com comando de emergência.
6.7.5.12 É facultativa a colocação de boca de visita. Quando não houver possibilidade de acesso interno o tanque deve possuir bocas de inspeção que permitam o acesso visual às superfícies, superior e inferior, interna do tanque.
6.7.5.14 A válvula de drenagem, quando aplicável, deve ser do tipo fecho rápido.
6.7.5.15 Na saída da bomba de combustível deve ser instalada uma válvula “by pass” com retorno para o tanque, para evitar o aumento de pressão ou de temperatura.
6.7.6 Produtos Pesados de Petróleo (PPP – grupo 27G)
6.7.6.1 O equipamento deve ser apresentado para inspeção, limpo, sem os resíduos de derramamento do produto, com exceção dos equipamentos pulverizadores.
6.7.6.2 Realizar inspeção externa no tanque, visando identificar, no mínimo, vazamentos, falhas no isolamento térmico, quando aplicável, e acessórios danificados.
6.7.6.3 Caso seja verificada a presença ou dúvidas de vazamentos localizados, o isolamento térmico deve ser retirado nesses locais para inspeção do corpo do tanque.
6.7.6.4 É proibido o ensaio hidrostático para esse grupo
6.7.7 Grupo 4E – Ácido Nítrico fumegante
6.7.7.1 Verificar as exigências da norma ABNT NBR 11767.
6.7.7.2 As espessuras mínimas devem ser iguais as espessuras de projeto encontradas no livro de registros (data book) ou na placa de identificação do fabricante.
6.7.7.3 A pressão de ensaio hidrostático deve ser 150% da pressão de projeto.
6.7.7.4 A calibração da válvula de segurança deve ser igual a PMTA do equipamento.
6.7.8 Grupos 27A4 e 27A5
6.7.8.1 Verificar as exigências de normas específicas e projeto do tanque.
6.7.8.2 As espessuras mínimas devem ser iguais as espessuras de projeto encontradas no livro de registros (data book) ou na placa de identificação do fabricante.
6.7.8.3 A pressão de ensaio hidrostático deve ser 150% da pressão de projeto ou da PMTA, a que for maior.
6.7.8.4 A calibração da válvula de segurança deve ser igual a PMTA do equipamento.
7. RESULTADO DA INSPEÇÃO
7.1 Deve ser elaborado um relatório de inspeção (Anexo B), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou reprovação.
7.2 No relatório de inspeção devem constar, ainda, os resultados e observações visuais, dados do ensaio hidrostático e dados dos instrumentos utilizados:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) exame visual interno, quando aplicável;
c) ensaio hidrostático / pneumático, quando aplicável: pressão aplicada, tempo duração do ensaio, e observações;
d) ensaio de estanqueidade: pressão lida nos medidores de pressão de referência, e observações;
e) ensaio dos instrumentos em bancada: medidores de pressão, válvulas de alívio, válvulas de vácuo-pressão, e etc;
f) a grade de inspeção deve ser anexada ao relatório de inspeção, contendo os valores das espessuras e as descontinuidades encontradas;
g) dados dos dois manômetros: número, validade.
7.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher e fornecer o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber uma cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade é entregue ao proprietário do equipamento após aprovação da inspeção.
7.3.1 O CIPP não deve ser plastificado.
7.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar a reparação dos itens irregulares.
7.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
7.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
7.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
7.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
7.5.4 Em qualquer dos casos referidos nos itens 7.5.1, 7.5.2 e 7.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
7.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
7.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
7.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Figura Ilustrativa da Boca de Ventilação
Anexo C – Relatório de Inspeção e Suplemento de Relatório (modelos)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ 6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – FIGURA ILUSTRATIVA DA BOCA DE VENTILAÇÃO
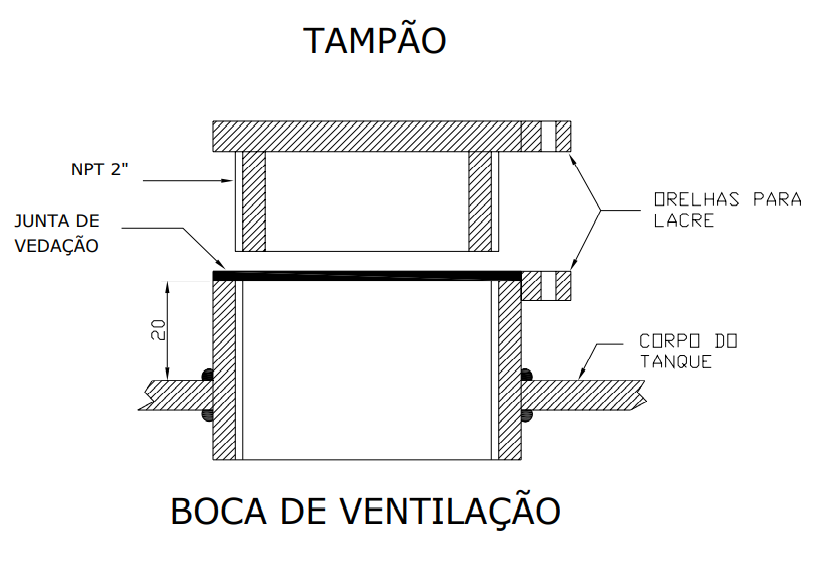
ANEXO C – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
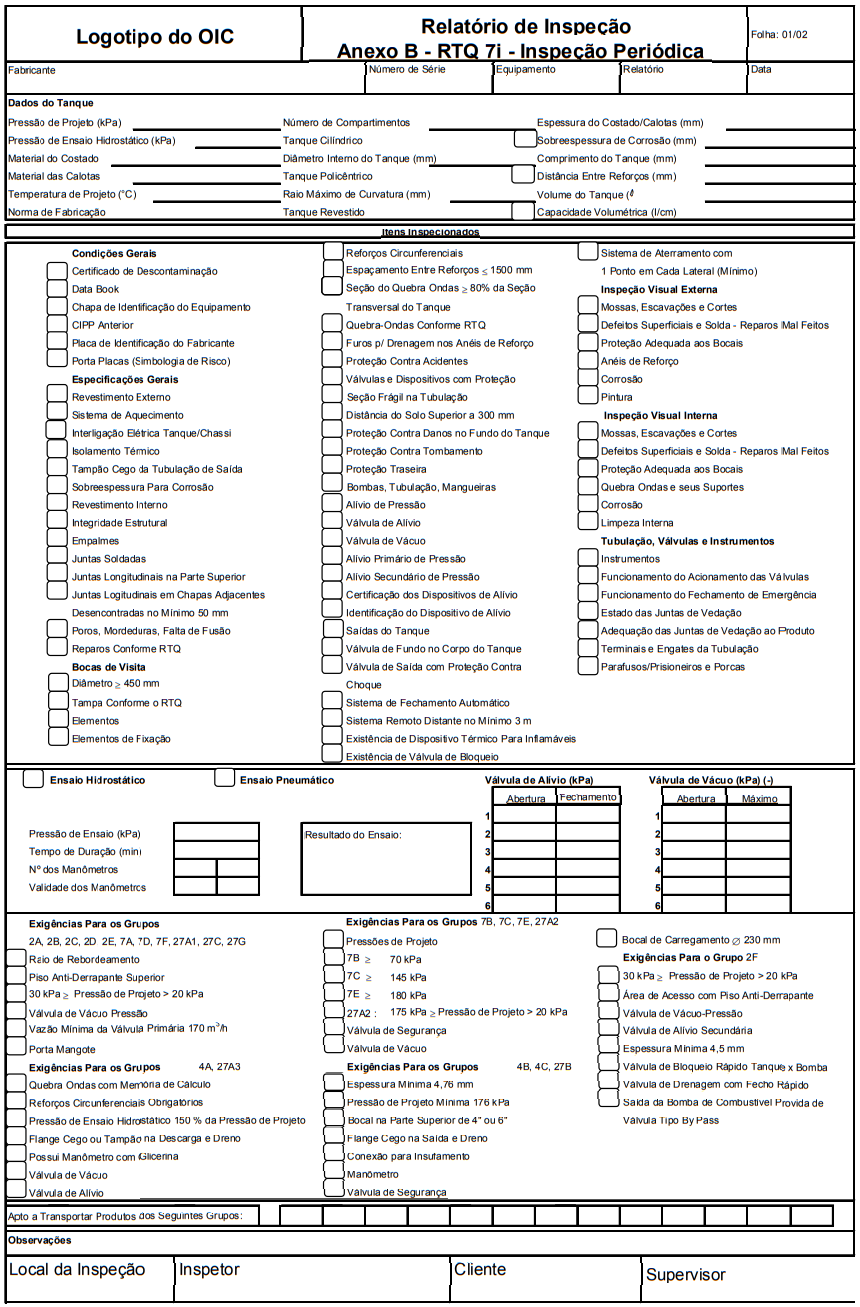
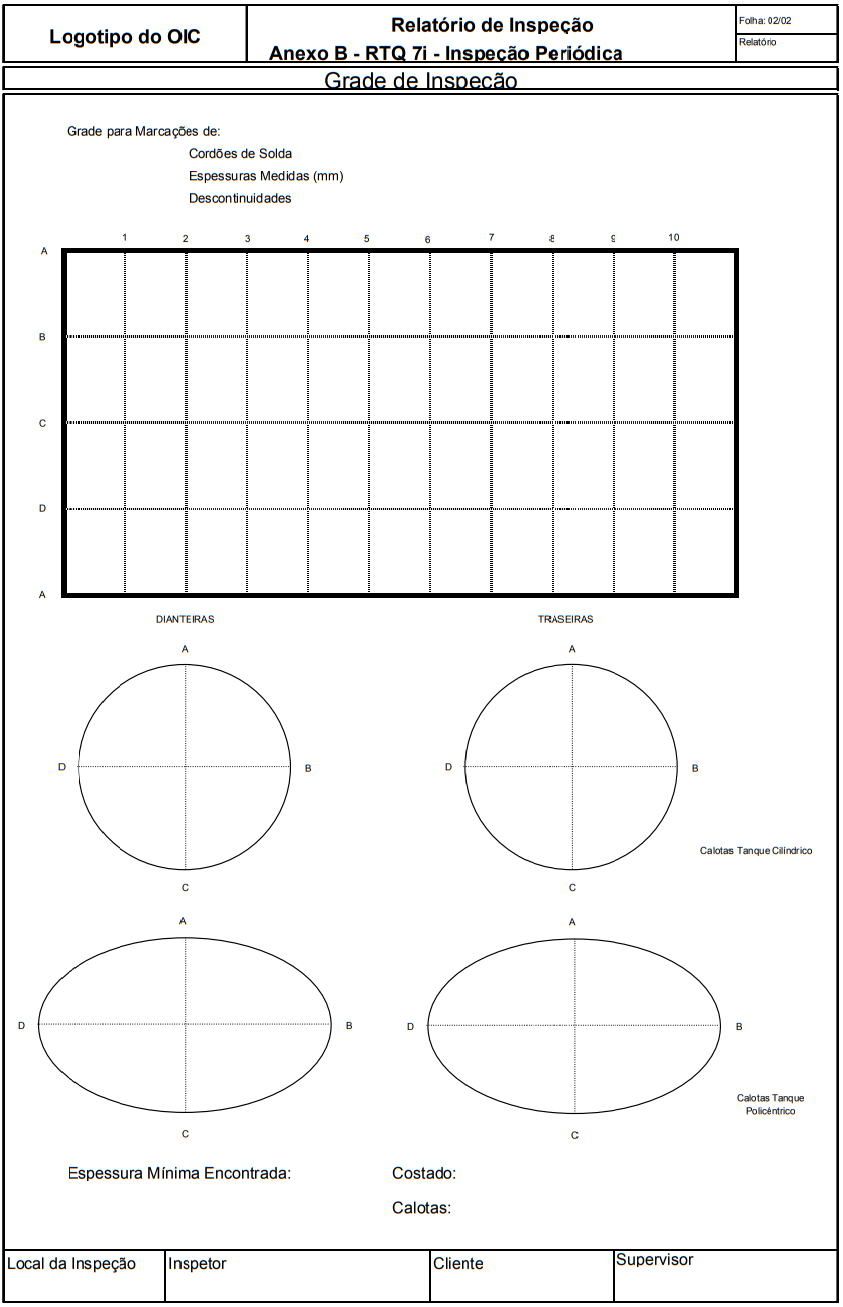

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção na construção, reparo ou reforma de equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos 2, 4, 7, e 27(A1, A2, A3, A4, A5, B, C e G), construídos em aço carbono, aço inoxidável ou alumínio, com pressão máxima de trabalho admissível até 690 kPa, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 7i : Inspeção periódica de equipamentos com pressão máxima de trabalho admissível de 690 kPa para o transporte rodoviário de produtos perigosos a granel – líquidos.
RTQ 36: Inspeção de revestimento interno de equipamento para o transporte. rodoviário de produtos perigosos a granel – construção e periódica.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 6834: Alumínio e suas ligas – classificação.
ABNT NBR 6835: Alumínio e suas ligas – têmperas – classificação.
ABNT NBR 11767: Tanque de carga para transporte rodoviário de ácido nítrico.
ISO 9712: Ensaios não destrutivos – qualificação e certificação de pessoa.
Código ASME, Seções II, V, VIII e IX.
Code of Federal Regulations (CFR) – Department of Transportation (DOT) part 49 – capítulos 100 a 180.
TTMA RP Nº 81: Performance of Spring Loaded Pressure Reliefe Valves on MC 306, MC 307 e MC 308 Tanks – May 24 – 1989 edition.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
ADR – European Agreement Concerning the International Carriage of Dangerous Goods By Road – Volume 1 versão 2005.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS E ABREVIATURAS
ADR: European Agreement Concerning the International Carriage of Dangerous Goods By Road
ASME: American Society of Mechanical Engineers
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos DOT Department of Transportation
EPI: Equipamento de Proteção Individual
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
TTMA: Truck Trailer Manufacturers Association
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado e de infra-estrutura, instrumentos de medição, equipamentos e dispositivos conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser construído, o OIA-PP (OIC) define o inspetor que, inicialmente verifica o projeto do equipamento, todas as suas especificações e características e para qual grupo de produtos perigosos foi projetado, deve acompanhar toda a sua construção desde o recebimento do material de construção até a instalação do tanque de carga sobre o chassi do veículo, exceto quando ocorrer o descrito na nota 2 abaixo. Quando for reforma ou reparo, confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, chapa de identificação do equipamento (na qual contém o número do Inmetro), placa do fabricante do equipamento, placa de identificação do revestidor quando houver, placas de identificação e de inspeção do Inmetro, afixadas no suporte porta-placas, cujo lacre da placa de inspeção, não deve estar rompido. Inexistindo as placas de identificação e de inspeção, ou somente uma delas, a inspeção não deve ser realizada, exceto quando for inspeção na construção, cabendo ao proprietário rastrear o equipamento para identificação do seu número junto ao Inmetro e as placas com os OIA-PP (OIC).
Notas:
1) Deve ser de comum acordo, entre o comprador/proprietário e o construtor/reformador do equipamento, a escolha do OIA-PP (OIC).
2) Quando se tratar de tanque de carga isolado ou tanque para revestimento interno a inspeção pode ser finalizada em outro local e por outro OIA-PP (OIC), o qual deve emitir o CIPP.
Neste caso o tanque deve portar:
a) todos os relatórios e documentos de inspeção, os quais devem ser anexados ao processo da inspeção de finalização;
b) ter afixada a chapa de identificação com o respectivo nº de equipamento, conforme item 5.15 deste RTQ;
c) ter afixada a placa de identificação do Inmetro no suporte porta placas.
3) No preenchimento do CIPP, quando da ocorrência da nota 2, deve ser mencionado no campo 31 – Observações, o nome do OIA-PP (OIC) que realizou a inspeção de construção, bem como o nº do seu respectivo relatório de inspeção.
5.2.1 Para a inspeção do equipamento, no caso de reforma ou reparo, além do certificado de descontaminação, deve ser apresentado o livro de registros (data book) desse equipamento, quando houver, o qual deve ser solicitado pelo proprietário do equipamento na época da encomenda junto ao fabricante do equipamento, contendo os dados técnicos relacionados, a seguir:
a) folha de especificação do equipamento conforme item 5.13.2.1;
b) relatório de inspeção;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) relatórios de END, quando aplicável.
5.2.2 Comprovação de cálculos
Toda e qualquer comprovação de cálculos referentes aos projetos de construção dos equipamentos devem ser acompanhadas de memorial descritivo assinado pelo responsável técnico com a sua respectiva Anotação de Responsabilidade Técnica (ART) do Crea.(ver Anexo F)
5.2.3 A placa do fabricante, as placas do Inmetro: de identificação, de inspeção, e quando aplicável, de verificação volumétrica e do aplicador do revestimento interno, não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira do equipamento do lado do condutor do veículo e abaixo do eixo longitudinal médio do equipamento. Todas devem ser afixadas em um suporte porta-placas, projetado e dimensionado pelo fabricante do equipamento.
5.3 Antes de iniciar a inspeção, no caso de reforma ou reparo, o CIPP deve ser apresentado e recolhido pelo inspetor do OIA-PP (OIC), devendo ser anexado ao relatório de inspeção, exceto quando for inspeção na construção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descrito no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Antes de executar qualquer reparo ou reforma em um equipamento, o proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
Nota: Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC) que deverá ser avaliado.
5.7 Nos casos em que o equipamento for submetido a reparo ou reforma, o inspetor do OIA-PP (OIC) deve acompanhar o processo, desde o seu início até a conclusão, conforme os requisitos estabelecidos neste RTQ e do RTQ 7i.
5.7.1 Quando o tanque de carga for cilíndrico não são permitidos reparos no corpo do equipamento através de sobreposições de chapas.
5.7.2 As características construtivas estruturais do equipamento devem atender ao disposto neste RTQ, e quando estas forem alteradas, em relação ao projeto inicial, o OIA-PP (OIC) que realizou a inspeção deve proceder à alteração do cadastro do equipamento junto ao Inmetro, substituindo o número Inmetro do equipamento.
5.8 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.9 Não é permitido o transporte de toras de madeira, cilindros e outros, sobre o equipamento.
5.10 O equipamento pode ter uso múltiplo, se respeitadas as compatibilidades entre os produtos.
5.11 Restrições
Os produtos dos grupos 2D, 2E, 2F, 4B, 4C, 4D, 4E, 7D, 27C e 27G somente podem ser transportados em tanques dedicados exclusivamente para cada um destes grupos, exceto os dos grupos 7D e 27C que podem utilizar-se de um mesmo tanque de carga.
5.12 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro, sempre na sua última versão.
Notas:
a) O prazo da inspeção pode ser reduzido, caso sejam evidenciadas irregularidades no equipamento ou perda de espessura por taxa de corrosão acentuada, por critérios técnicos prescritos neste RTQ ou no RTQ 36.
b) Para os equipamentos que transportam produtos de diferentes grupos, o prazo de inspeção é aquele de menor validade.
c) Quando da impossibilidade da identificação da data (ano) de construção do tanque de carga, deve ser considerado a data (ano) da primeira inspeção do mesmo, através do número Inmetro do equipamento.
5.13 Documentação
5.13.1 O fabricante do equipamento deve manter, no mínimo, durante 05 (cinco) anos a documentação e os filmes radiográficos, quando aplicável, em condições de consulta, os dados de projeto referentes à construção, como por exemplo:
a) projeto do equipamento a construir;
b) memória de cálculo;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) certificados dos ensaios com acessórios, instrumentos e válvulas, com indicação do procedimento usado;
f) certificado de qualificação para procedimentos de soldagem, e de soldadores; g)relatórios de END, quando aplicável;
h) relatórios de ensaios e especificação dos materiais; da tampa da BV, válvulas de carga e descarga, válvulas de alívio, válvula de vácuo-pressão, e válvula equalizadora.
5.13.2 A documentação relacionada abaixo deve ser reunida em um livro de registros (data book), e uma cópia deste livro deve ser fornecida ao cliente, quando aplicável.
a) folha de especificação do equipamento;
b) relatório de inspeção;
c) especificação dos materiais e acessórios usados (chapas e consumíveis de soldagem);
d) cópia dos certificados de origem (usina) ou certificados de ensaio efetuados com os materiais, quando não houver certificado de origem rastreável;
e) relatórios de END, quando aplicável.
Nota: Para tanques de carga construídos em aço carbono com PMTA menor ou igual a 30 kPa, deve ser fornecido ao cliente o livro de registros, somente quando for solicitado pelo mesmo.
5.13.2.1 Conteúdo da folha de especificação do equipamento, deve constar da folha de especificação do equipamento as seguintes informações:
- Nº de série do tanque;
- Norma de fabricação – RTQ 7c (2009);
- Pressão de projeto;
- Pressão de ensaio hidrostático;
- Material do costado;
- Material das calotas;
- Nº de compartimentos;
- Volume de cada compartimento;
- Volume total;
- Tipo do tanque (policêntrico / cilíndrico);
- Tipo de revestimento interno;
- Tipo de revestimento externo;
- Tipo construtivo (sobre-chassi / semi-reboque/reboque)
- Diâmetro interno;
- Raio máximo de curvatura (tanque policêntrico);
- Espessura mínima do costado;
- Espessura mínima das calotas;
- Comprimento;
- Distância máxima entre reforços circunferenciais;
- Capacidade volumétrica;
- Radiografia;
- Alívio de tensões;
- Pressão máxima de trabalho admissível;
- Tara;
- Temperatura de operação;
- Calibração da válvula de segurança;
- Sistema de carga e descarga.
5.14 Placa de identificação do fabricante
O fabricante do equipamento deve afixar na lateral esquerda dianteira do mesmo, após a sua aprovação, uma placa de identificação do fabricante, fabricada e gravada em material resistente às intempéries, e contendo, no mínimo, as seguintes inscrições:
a) identificação do fabricante;
b) número de série de fabricação;
c) data de fabricação (mês e ano);
d) normas de fabricação – RTQ 7c (2009);
e) capacidade geométrica (m³) ou (l);
f) espessura mínima admissível de projeto, calotas e costado (mm);
g) espessura original: calotas e costado (mm);
h) tara do veículo (kg) ou (t);
- Quando o tanque for do tipo sobre-chassi, a marcação deve corresponder à tara do equipamento/implemento.
- Quando o tanque for do tipo semi-reboque ou reboque, a marcação deve ser a tara do conjunto.
i) tara do tanque (kg) ou (t);
j) PMTA (kPa);
l) temperatura de operação (ºC);
k) pressão de ensaio hidrostático (kPa);
Nota: Espessura mínima admissível de projeto é a mínima espessura requerida para o costado, calotas, quebra-ondas e anteparas para atender as especificações de transporte.
A espessura mínima de projeto é o maior valor dentre os seguintes:
a) valor mínimo obtido por cálculo;
b) valor mínimo constante nas exigências específicas deste RTQ.
A espessura mínima de projeto é a espessura que deve ser mantida por toda vida útil do tanque de carga.
5.15 Chapa de identificação do equipamento
Deve ser afixada, diretamente, no corpo do tanque uma chapa de dimensões 40 x 130mm de espessura mínima de 2,00mm em aço inoxidável. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo com no mínimo 8mm de altura, o número Inmetro do equipamento, a ser fornecido pelo OIA-PP (OIC).
A chapa deve ser afixada do lado esquerdo dianteiro do tanque de carga (do lado do condutor do veículo), na lateral inferior próximo à estrutura de fixação do tanque ao chassi, próximo ao suporte porta-placas (placas de identificação e de inspeção do Inmetro). A chapa deve ser fixada por solda em todo o seu perímetro ou por outro método, de modo que a chapa e o tanque formem um corpo único.
Em tanques fabricados em alumínio a chapa deve ser confeccionada do mesmo material do tanque. Em tanque revestido externamente a chapa deve ser afixada na lateral do primeiro berço, no lado do condutor do veículo.
5.16 O equipamento que sofrer acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirado imediatamente de circulação para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP, nestes casos, deve ser recolhido e cancelado.
5.17 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.18 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento deve ser submetido a reinspeção para que o CIPP seja emitido.
5.19 Quando o equipamento for revestido internamente, este deve estar de acordo com os requisitos do RTQ 36.
5.20 Só é permitida a instalação de dispositivos operacionais que se projetam além da superfície na metade superior do equipamento, desde que devidamente protegido e com aprovação do OIA-PP.
5.21 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.21.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.21.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.22 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.23 A inspeção do equipamento deve ser realizada no local da construção, da reforma ou do reparo.
5.24 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.24.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.25 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.25.1 Rastreabilidade
Caso o equipamento não atenda o item 5.2 e seus subitens, quanto ao quesito rastreabilidade, o mesmo deve ser inspecionado pelo OIA-PP (OIC), somente após o atendimento dos seguintes critérios:
a) encaminhamento ao Inmetro, pelo proprietário do equipamento, da solicitação de capacitação do respectivo equipamento, devidamente justificada;
b) análise da solicitação pelo Inmetro;
c) parecer do Inmetro quanto à viabilidade da solicitação;
d) caso viável, o Inmetro deverá verificar a existência e as condições de manutenção do equipamento;
e) caso constatado o atendimento ao item d), o Inmetro autorizará o OIA-PP (OIC) a realizar a inspeção.
Notas:
a) Na impossibilidade da identificação da data da construção do equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= número de inspeções já realizadas no equipamento (dígitos de controle do equipamento na Placa de Inspeção ou no CIPP) e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=17 e Ac= 1992).
b) Na impossibilidade da identificação da data da construção do equipamento e do número de inspeções já realizadas no equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= 16 e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=16 e Ac= 1993).
c) Na impossibilidade da identificação da data da instalação da carroçaria (aberta ou fechada) ou da caçamba basculante, deve ser considerada a data da construção do veículo na qual se encontra instalada.
d) Na impossibilidade da identificação da data da construção da caçamba intercambiável ou do contentor, deve ser preenchido com o ano obtido através da seguinte fórmula: B – 05= Bc, onde B= ano da inspeção (atual) e Bc= ano a ser considerado como ano de construção da caçamba intercambiável (exemplo: B= 2005 e Bc= 2000).
e) Todos os acessórios do equipamento deverão ser substituídos por novos.
5.26 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.27 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. ESPECIFICAÇÕES GERAIS
Essas especificações se aplicam a todos os equipamentos abrangidos por esse RTQ.
Este RTQ tem por base o código americano CFR DOT 49 – 2003, entretanto autoriza a construção de tanques com base no ADR desde que o projeto atenda aos requisitos do item 6.17.
6.1 Condições gerais
6.1.1 A estrutura de união entre vários compartimentos deve atender os requisitos do item 6.3.
Todo espaço vazio entre os compartimentos, deve conter uma abertura para contato permanente com a atmosfera e um dreno localizado na linha de centro do fundo e que deverá estar sempre aberto.
6.1.2 A PMTA do tanque deve ser a pressão especificada em projeto e identificada na placa de fabricação do equipamento.
Nota: A PMTA do tanque deve ser maior ou igual à maior das seguintes pressões:
a) a pressão especificada para o produto;
b) a pressão de vapor do produto mais volátil a 50 ºC, mais a pressão estática exercida pela carga de maior massa específica, mais qualquer pressão que possa ser exercida pela atmosfera gasosa dentro do tanque;
c) a máxima pressão no tanque durante o carregamento ou descarregamento.
6.1.3 Quando temperaturas maiores do que 50 ºC forem previstas para operação do tanque, o projeto estrutural do mesmo deve considerar as tensões provocadas pela variação de temperatura.
6.2 Materiais
6.2.1 Com certificado de origem
O certificado do fabricante para as chapas a serem usadas no equipamento, deve atestar suas propriedades físico-químicas.
6.2.2 Sem certificado de origem
Os materiais sem rastreabilidade só podem ser utilizados mediante a realização de ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela RBC, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
6.2.3 Todos os materiais para o corpo do tanque devem ser compatíveis com o produto a ser transportado.
6.2.3.1 Aços ASTM A 569, A 570, A 572, A 607, A 622, A 656 e A 715 também são permitidos para tanques construídos de acordo com o Código ASME, além dos constantes nas sessões II A e II B desse código.
6.2.3.2 Ligas de alumínio adequadas para solda e conformação a frio, com têmpera “0”, H32 ou H34 (NBR 6835), das seguintes especificações:
- NBR 6834 LIGA 5052
- ASTM B209 LIGA 5086
- NBR 6834 LIGA 5154
- NBR 6834 LIGA 5254
- NBR 6834 LIGA 5454
- NBR 6834 LIGA 5652
- NBR 6834 LIGA 5083
Todas as calotas e quebra-ondas devem ter têmpera “0” ou mais resistentes.
O corpo do tanque de carga deve ser de têmpera H32 ou H34. Pode ser utilizada têmpera com limite de ruptura menor que essas, desde que as espessuras mínimas estipuladas conforme itens 7.1.6 e 7.3.1, sejam aumentadas inversamente proporcional à diminuição do limite de ruptura.
6.2.4 As espessuras mínimas de projeto para o costado e as calotas devem ser tais que as tensões máximas especificadas em 6.3.1 a 6.3.4 não sejam excedidas.
6.2.5 Proteção contra corrosão ou abrasão
O tanque ou partes do tanque sujeitos a perda de espessura por corrosão ou abrasão, causada pela carga, deve ser protegido total ou parcialmente, por um acréscimo de espessura adequado, ou por revestimento interno ou ainda por outro método aplicável.
6.2.5.1 Acréscimo de espessura para corrosão
Qualquer espessura adicionada à espessura mínima de projeto, como acréscimo para corrosão, não precisa ser totalmente uniforme se diferentes taxas de corrosão forem previstas em áreas diferentes do tanque.
6.2.5.2 Revestimento interno
O revestimento interno para os tanques dos grupos 4B, 4C, 4D e 27B deve atender os requisitos do RTQ 36.
6.3 Integridade estrutural
6.3.1 A tensão máxima de projeto em qualquer ponto do tanque não pode exceder a tensão máxima admissível definida na Seção VIII do Código ASME, ou 25% da tensão de ruptura do material usado.
6.3.2 As propriedades físicas relevantes do material usado em cada tanque podem ser estabelecidas através de testes especificados no certificado do seu fabricante ou através de ensaios efetuados em corpos de prova de acordo com normas reconhecidas nacionalmente.
Neste caso, a tensão de ruptura do material utilizado no projeto não pode exceder a 120% da tensão da ruptura especificada pela norma de fabricação do material, seja Código ASME ou ASTM.
6.3.3 A tensão máxima de projeto em qualquer ponto do tanque deve ser calculada separadamente para a condição de carga descrita nos itens 6.3.5 a 6.3.9 desta norma.
Ensaios alternativos ou métodos analíticos ou a combinação de ambos, podem ser usados em vez dos procedimentos descritos nos itens 6.3.5 a 6.3.9 desta seção, desde que os métodos sejam precisos e confiáveis.
6.3.4 Acréscimo de espessura para corrosão não pode ser incluído para satisfazer qualquer requisito de resistência estrutural de projeto deste RTQ.
6.3.5 O projeto estático e construção de cada tanque de carga deve ser feito de acordo com a Seção VIII do Código ASME ou por outro código ou norma aceita pelo Inmetro, sob consulta a este. O projeto do tanque deve incluir no cálculo a tensão gerada pela pressão de projeto, pelo peso da carga, pelo peso da estrutura suportada pelo corpo do tanque e pelos efeitos de gradientes de temperatura resultantes da diferença máxima possível de temperaturas entre a carga e o meio ambiente. Quando materiais diferentes são utilizados, seus coeficientes térmicos devem ser usados no cálculo das tensões térmicas. Concentração de tensões de compressão, flexão e torção, as quais ocorrem sobre os empalmes, berços ou outros suportes, devem ser levadas em consideração conforme descreve o apêndice G do Código ASME.
6.3.6 Projeto do costado: as tensões do costado resultantes das cargas estáticas e dinâmicas, ou pela combinação de ambas, não são uniformes através do tanque.
As cargas que ocorrem durante as operações do tanque, verticais longitudinais e laterais podem ocorrer simultaneamente e devem ser combinadas na realização dos cálculos.
As cargas dinâmicas extremas (máximas) verticais, longitudinais e laterais ocorrem separadamente e não precisam ser combinadas.
6.3.7 Cargas normais de operação: o seguinte procedimento computa as tensões no costado do tanque resultantes das cargas normais de operação. A tensão efetiva (a tensão principal máxima em qualquer ponto) deve ser determinada pela seguinte fórmula:
S = 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx=> tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com a tensão de flexão gerada pelo peso estático do tanque totalmente carregado, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de compressão e tração resultantes da operação normal de aceleração e desaceleração longitudinais. Neste caso, as forças aplicadas devem ser 0,35 vez a reação vertical no conjunto da suspensão, aplicadas à superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através da suspensão durante a desaceleração, ou através do pivô de um chassi trator ou da quinta roda, ou da barra basculante de um dolly durante a aceleração, ou pela fixação e suportes do caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático de um tanque, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser inclusos:
b1) A carga axial gerada pela força de desaceleração.
b2) O momento de flexão causado pela força de desaceleração.
b3) A carga axial gerada pela força de aceleração.
b4) O momento de flexão causado pela força de aceleração.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força vertical de aceleração causada durante a operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão do semi-reboque, ou no pivô horizontal do acoplamento (quinta-roda) ou rala, ou no ancoramento e membros suportantes de um caminhão, como aplicável.
As reações verticais devem ser calculadas baseadas no peso estático do tanque totalmente carregado, com todos os elementos estruturais e acessórios suportados pelo corpo do tanque.
Ss=> A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical na estrutura da fixação da suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e membros suportes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada pela força de aceleração existente na operação normal igual a 0,35 vez a reação vertical no conjunto da suspensão, ou no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e membros suportantes do caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, em todos os elementos estruturais, equipamentos e acessórios suportados pelo tanque.
c) A tensão de cisalhamento gerada por uma força acelerativa lateral causada pela operação normal igual a 0,2 vez a reação vertical em cada estrutura de suspensão de um semi-reboque, aplicado à superfície de rodagem (nível do solo), e nas transmitidas para o corpo do tanque, através da estrutura de suspensão do semi-reboque, e o pivô do acoplamento (quinta-roda) ou rala, ou ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático, todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas forças laterais como descritas em c desta seção.
6.3.8 Cargas dinâmicas extremas: O seguinte procedimento computa as tensões no tanque resultantes das cargas dinâmicas extremas. A tensão efetiva (a máxima tensão principal em qualquer ponto) deve ser determinada pela seguinte fórmula:
S= 0,5 (Sy + Sx) ± [0,25 (Sy – Sx)2 + Ss2]0,5
Onde:
S => tensão efetiva em algum ponto sobre a combinação das cargas de operação normais e a carga estática que podem ocorrer ao mesmo tempo, em MPa.
Sy=> tensão circunferencial gerada pela máxima pressão admissível e pressão externa, quando aplicável, mais a carga estática, em MPa.
Sx=> tensão longitudinal resultante gerada pelas seguintes cargas de operação normal e cargas estáticas, em MPa:
a) A tensão longitudinal resultante da pressão máxima interna admissível e pressão externa, quando aplicável, mais a carga estática, em combinação com tensão de flexão gerada pelo peso estático de um tanque totalmente cheio, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão de tração ou compressão resultante da aceleração ou desaceleração longitudinal extrema. Neste caso as forças aplicadas devem ser de 0,7 vez a reação vertical no conjunto da suspensão aplicadas à superfície de rodagem, e igualmente as transmitidas para o corpo do tanque através a estrutura da suspensão de um semi-reboque durante a desaceleração, ou do pivô horizontal do cavalo trator ou do dolly com quinta-roda, ou da barra de engate basculante de um dolly durante a aceleração, ou do ancoramento e membros suportantes de um caminhão durante a aceleração e desaceleração, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque. Os seguintes carregamentos devem ser incluídos:
b1) A carga axial gerada por uma força desaceleradora.
b2) O momento de flexão gerado por uma força desaceleradora.
b3) A carga axial gerada por uma força aceleradora.
b4) O momento de flexão gerado por uma força aceleradora.
c) A tensão de compressão ou tração gerada pelo momento de flexão resultante de uma força acelerativa extrema igual a 0,7 vez a reação vertical no conjunto de suspensão de um semi- reboque, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento de membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
Ss=> A soma das seguintes tensões de cisalhamento gerada pelos seguintes carregamentos estáticos e de cargas normais de operação, em MPa:
a) A tensão estática de cisalhamento resultante da reação vertical do conjunto de suspensão, e do pivô horizontal do acoplamento (quinta-roda) ou rala, ou ancoramento e membros suportantes de um caminhão, quando aplicáveis. A reação vertical deve ser calculada baseada sobre o peso estático do tanque totalmente carregado, com todos elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
b) A tensão vertical de cisalhamento gerada por uma força de aceleração vertical igual a 0,7 vez a reação vertical no conjunto de suspensão, e no pivô horizontal do acoplamento (quinta-roda) ou na rala, ou no ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
c) A tensão de cisalhamento gerada por uma força de aceleração igual a 0,4 vez a reação vertical no conjunto de suspensão aplicado na superfície de rodagem (nível do solo), e igualmente as transmitidas para o corpo do tanque através do conjunto de suspensão de um trailer, e do pivô horizontal do acoplamento (quinta-roda) ou da rala, ou do ancoramento e membros suportantes de um caminhão, como aplicável. A reação vertical deve ser calculada baseada no peso estático do tanque totalmente carregado, com todos os elementos estruturais, equipamentos e acessórios suportados pelo corpo do tanque.
d) A tensão de cisalhamento torcional gerada pelas mesmas forças descritas no parágrafo c desta seção.
6.3.9 Para contemplar a tensão gerada pelo impacto em um acidente, o cálculo de projeto para o costado e calotas do equipamento deve incluir a carga resultante da pressão de projeto em combinação com a pressão dinâmica resultante de uma desaceleração longitudinal de “2G”. Para esta condição de carregamento o valor de tensão usado não pode exceder a tensão elástica ou 75% da tensão de ruptura do material do tanque, sendo adotado o que for menor. Para equipamentos rodoviários construídos em aço inoxidável, a tensão máxima de projeto não pode exceder a 75% da tensão de ruptura do tipo de aço usado.
6.3.10 As espessuras mínimas do costado e calotas devem ser obrigatoriamente as determinadas nas condições específicas do capítulo 7 deste RTQ 7C.
6.3.11 O projeto, construção e instalação de qualquer acessório ao tanque deve estar conforme os seguintes requisitos:
a) Membros estruturais, estrutura da suspensão, protetores contra acidentes e anéis externos devem ser usados para ancoragem dos acessórios, quando for possível;
b) Acessórios leves, tais como escadas, conduítes, suportes de lanternas, suportes de placas, etc., podem ser soldados diretamente no costado do tanque desde que construídos com materiais de resistência inferior aos materiais do tanque e suas espessuras não forem superiores a 72% da espessura do material ao qual está agregado. Quando forem instalados nas calotas devem utilizar empalmes conforme especificado neste RTQ.
6.3.12 A solda de suportes de acessórios e dispositivos no corpo do tanque deve ser feita através de um empalme, de modo que não ocorra nenhum efeito adverso sobre a integridade do tanque, se alguma força é aplicada ao acessório ou dispositivo, em qualquer direção. A espessura do empalme não deve ser menor do que a espessura do corpo ou calota ao qual é fixado, e não maior que 1,5 vez a espessura do costado ou calotas. Entretanto, um empalme com espessura mínima de 4,7mm pode ser usado quando a espessura do costado ou calota seja maior que 4,7mm. Se furos de respiro forem usados, o empalme deve ser furado, em seu ponto mais baixo antes de ser soldado.
6.3.13 Cada empalme deve:
- Estender ao menos 50mm em cada direção de algum ponto do acessório soldado;
- Ter cantos arredondados, ou caso contrário ser conformado de modo que minimize a concentração de tensões sobre o costado ou calotas;
- Ser soldado por um cordão contínuo em volta do empalme, exceto por uma pequena abertura no ponto mais baixo para drenagem.
6.4 Juntas soldadas
6.4.1 Todas as juntas entre o costado, calotas, quebra-ondas, anteparas e anéis de fixação de quebra- ondas, devem ser soldadas de acordo com os procedimentos do Código ASME, Seção IX.
6.4.2 Sempre que possível, todas as juntas devem estar facilmente acessíveis à inspeção.
6.4.3 Juntas longitudinais em 02 (duas) chapas adjacentes devem ser desencontradas no mínimo de 50mm, exceto para tanques policêntricos.
6.4.4 Sempre que forem usadas chapas de aço inoxidável em combinação com chapas de outros tipos de aço, juntas soldadas devem ser feitas com material de adição de aço inoxidável apropriado e de acordo com procedimentos qualificados.
6.4.5 As soldas e os soldadores devem ser qualificados de acordo com a Seção IX do Código ASME.
6.4.5.1 Todas as soldas do equipamento deverão ser efetuadas por soldadores e por processos de soldagem qualificados.
6.4.6 Os materiais dos elementos de soldagem devem atender à compatibilidade com as chapas metálicas e com o produto, como indicado nos respectivos anexos.
6.4.7 Reparos
6.4.7.1 Qualquer reparo em solda, tanto durante a construção como em reparos ou reformas posteriores devem ser executados de acordo com os itens 6.4.5 e 6.4.5.1 deste RTQ.
6.4.7.2 Reparos realizados devido a reprovações na inspeção devem ser reexaminados e reensaiados com aprovação do OIA-PP (OIC).
6.4.7.3 Não são permitidos reparos através de sobreposições de chapas no corpo de tanques de carga cilíndricos.
6.4.7.4 Os materiais empregados nos reparos devem obedecer ao item 6.2 deste RTQ.
6.5 Bocais
6.5.1 Boca de visita
6.5.1.1 Cada tanque ou compartimento deve ter acesso por uma boca de visita de diâmetro de 450 mm, no mínimo.
6.5.1.2 Cada tampa da boca de visita (tampa BV) composta pela tampa, articulações, fixadores, junta e colarinho, e cada válvula de carga-descarga (VCD) devem ser estruturalmente capazes de resistirem, sem vazamento a pressão de ensaio hidrostático de 250 kPa ± 2% ou à pressão de ensaio do tanque, a que for maior. O fabricante da tampa BV e VCD deve verificar o atendimento deste requisito através de ensaio hidrostático de pelo menos 1% de sua produção, ou uma amostra da tampa BV e VCD por tipo produzido a cada 03 (três) meses, como segue:
a) A tampa BV e a VCD devem ser ensaiadas com seus dispositivos de respiro ou alívio bloqueados. Qualquer vazamento ou deformação que afete a capacidade de retenção do produto deve ser considerado um defeito.
b) Caso a tampa BV e a VCD forem reprovados, 05 (cinco) outras amostras do mesmo lote devem ser ensaiadas. Se alguma delas for reprovada, todo o lote deve ser ensaiado.
6.5.1.3 As tampas BV que sejam fechadas por sistema de fecho rápido, devem conter um dispositivo de segurança que as impeçam de abrir completamente quando estiverem sob pressão interna.
O procedimento de abertura deve estar descrito em etiqueta de aviso afixada próxima às mesmas. Para equipamentos que possuem manômetro e válvula de alívio de pressão, este item não se aplica.
6.5.1.4 Cada tampa BV e VCD devem ser fixadas de maneira que não venham a se soltar em decorrência de vibrações durante as operações de transporte e impacto devido a capotamento, ou ter dispositivo de proteção de forma que não seja atingida por algum obstáculo.
6.5.1.5 Toda a tampa BV deve atestar os requisitos do item 6.5, e indicar por gravação ou outro meio permanente, o seguinte:
a) nome do fabricante;
b) pressão de ensaio;
c) esta tampa BV atende o RTQ 7c.
6.5.2 Boca de ventilação
Tanques de carga de compartimento único, de forma geométrica policêntrica, que possuírem mais de três quebra-ondas situados entre a calota dianteira e a boca de visitas, devem possuir uma boca de ventilação.
6.5.2.1 A boca de ventilação deve estar localizada entre a calota dianteira e o quebra-ondas mais próximo desta, conforme figura ilustrativa no Anexo E.
6.5.2.2 A boca de ventilação deve possuir, tela ante-chama removível, rosca interna 2pol NPT e fechada por tampão.
6.5.2.3 O tampão da boca de ventilação deve ter altura máxima de 20mm e atender os requisitos de
6.8.3 de proteção contra tombamento, ver figura ilustrativa no Anexo E.
6.5.2.4 A boca de ventilação, bem como o seu tampão, devem possuir um olhal destinado à colocação de lacre.
6.6 Elementos de apoio e fixação
6.6.1 O equipamento deve ser fixado ao chassi do veículo, de acordo com as recomendações do fabricante do mesmo. Em caso de reboque e semi-reboque, o equipamento deve ser montado de forma a garantir a fixação vertical, a longitudinal e a transversal.
6.6.2 Tanques construídos, parcialmente ou totalmente como parte integrante da estrutura portante, devem ser fixados de tal forma que as tensões resultantes não excedam àquelas especificadas no item 6.3.1 deste RTQ.
6.6.3 O projeto dos elementos deve incluir as tensões especificadas no item 6.3.2 deste RTQ.
6.6.4 O equipamento para fixação na suspensão ou chassi deve estar sobre empalme e se aplicar juntas em ângulo com especial atenção para a integridade das soldas.
6.6.5 O equipamento deve ser montado no chassi, suspensão ou plataforma para suporte, ou por qualquer outro procedimento que assegure a fixação do conjunto em condições de tombamento.
6.6.6 Um equipamento a ser montado sobre chassi, não fazendo parte integrante deste, deve ser fixado por meio de dispositivos, impossibilitando a sua movimentação em relação ao chassi.
6.6.7 A fixação de um equipamento sobre chassi deve ter resistência suficiente para evitar o deslocamento do equipamento com carga máxima mesmo em caso de acidentes: abalroamento, choques violentos ou capotagens.
6.6.8 Dispositivos de fixação devem ser acessíveis para inspeção e manutenção, salvo quando eventuais isolamentos ou coberturas de isolamento sejam permitidos para cobrir tais dispositivos.
6.7 Reforços circunferenciais
6.7.1 Para tanques construídos de chapas com espessura inferior a 9,5mm (3/8pol), devem ser previstos anéis de reforço que podem ser combinados com quebra-ondas, anteparas, calotas ou qualquer combinação destes, em acréscimo ao reforço apresentado pelas próprias calotas.
6.7.1.1 O posicionamento dos reforços circunferenciais deve permitir que as tensões geradas no material do costado, estruturas e seus reforços garantam integridade estrutural pelo menos igual à exigida no item 6.3.1 deste RTQ. O espaçamento entre os reforços circunferenciais não deve exceder a 1500mm.
6.7.1.2 Quando houver variação descontínua da área da seção transversal, no sentido longitudinal do tanque, de forma a provocar inclinação superior à 9º, deve ser colocado um reforço no máximo a 25mm desta descontinuidade em todo o seu perímetro, a menos que outros tipos de reforços sejam previstos, de tal forma a manter as tensões dentro dos limites estabelecidos no item 6.3.1 deste RTQ.
6.7.1.3 A área da seção transversal de qualquer quebra-ondas não deve ser inferior a 80% da área da seção transversal do tanque e a espessura do quebra-ondas não deve ser inferior à determinada para calotas e anteparas do tanque no qual esteja instalado.
6.7.2 Exceto para chapas sobrepostas e empalmes, nenhum reforço pode recobrir soldas circunferenciais.
6.7.3 Os anéis de fixação dos quebra-ondas ou anteparas, quando usados como elemento estrutural de reforço, devem conferir ao tanque integridade estrutural no mínimo igual à exigida no item 6.3.1 deste RTQ e devem ser soldados circunferencialmente, ao costado. A extensão da solda não deve ser inferior a 50% do perímetro total do tanque e o comprimento de qualquer espaço não soldado da junta não deve exceder a 40 vezes a espessura do costado.
6.7.4 Anéis de reforço
6.7.4.1 Anéis quando usados como elemento estrutural devem ser contínuos por todo o perímetro do tanque e devem ter o módulo de resistência da seção transversal, em relação ao eixo principal paralelo ao costado, igual a pelo menos o determinado pela fórmula a seguir:
W (min) = 0,0006858DL, para aço carbono, aço liga e aço inoxidável W (min) = 0,001186DL, para liga de alumínio
Onde:
W => módulo de resistência da seção transversal, em cm³; D => diâmetro do tanque, em cm;
L => espaçamento dos anéis em cm, isto é, a maior distância entre o ponto médio do trecho não reforçado do costado, de um lado do anel, até o ponto médio do trecho não reforçado do outro lado do anel.
6.7.4.2 Se o anel de reforço for soldado ao tanque, uma parte do corpo pode ser considerada como parte da seção transversal do anel de reforço, para cálculo do momento de inércia. Isto é permitido desde que pelo menos 50% do perímetro total do tanque seja soldado ao anel e o comprimento de qualquer trecho não soldado não exceda a 40 vezes a espessura do corpo. A porção máxima do corpo, a ser usada com este propósito, deve ser determinada como segue:
| Nº soldas circunferenciais do anel de reforço do tanque | Distância entre as soldas circunferenciais do anel ao tanque | Seção do costado |
| 1 | x.x.x.x.x.x.x.x | (20 e) |
| 2 | < (20 e) | (20 e + d) |
| 2 | ≥ (20 e) | (40 e) |
Onde:
e => espessura do costado;
d => distância entre as soldas do anel de reforço ao costado.
6.7.4.3 Anéis de reforço, quando utilizados para atender ao serviço de vácuo (pressão externa) destas especificações devem estar de acordo com o Código ASME, Seção VIII, Divisão 1.
6.7.4.4 Se a configuração dos anéis de reforço formar bolsões de ar, este espaço de ar deve ser provido de furos para ventilação e drenagem.
6.7.4.5 Os anéis de reforços não devem impedir a inspeção visual da solda circunferencial do tanque. Os anéis fechados devem ter abertura mínima de 6mm de diâmetro, na parte inferior do mesmo, para dreno.
6.7.5 Quebra-ondas
6.7.5.1 Deve possuir uma abertura circunferencial de passagem, com diâmetro mínimo de 500mm, localizada de tal forma que, quando os quebra-ondas estiverem montados no tanque de carga, todas as aberturas deverão estar alinhadas. O centro dessa abertura deve estar na linha de centro vertical do quebra-ondas a uma altura que permita a passagem de um homem sem esforço excepcional. Essa abertura não pode apresentar aresta cortante.
6.7.5.2 As outras aberturas do quebra-ondas devem ser projetadas de tal forma a manter a sua característica de reforço circunferencial, quando aplicável.
A abertura para escoamento do produto pode ser parte integrante da abertura de passagem quando a altura da seção do quebra-ondas não for suficiente para conter as duas aberturas separadamente.
6.7.5.3 A espessura da chapa do quebra-ondas deve ser no mínimo igual a espessura da chapa da calota.
6.7.6 Quebra-ondas quando não forem considerados no cálculo estrutural como reforço circunferencial não terão de atender o item anterior.
6.8 Proteção contra acidentes
6.8.1 Geral
Cada tanque com suas tubulações, válvulas, calotas, deve ser projetado e construído de forma a minimizar as perdas potenciais de produto por acidente. O projeto de construção do tanque deve levar em consideração o risco de abrasão, furos, amassamentos, pressões dinâmicas, impactos e forças inerciais.
Chassi, suspensão, rodas, eixos, conjunto pára-choque, longarinas do chassi, etc. podem ser considerados como dispositivo de proteção contra acidentes no fundo do tanque.
6.8.1.1 Qualquer domo, poço ou pescoço da válvula de carga e descarga, que se projete além da superfície do tanque e que deva reter o produto, segundo qualquer localização no mesmo, deve ser tão resistente quanto o corpo do tanque e ter pelo menos a espessura especificada para aquele tipo de tanque. Os mesmos podem ter proteção contra choques ou acidentes se previstos no projeto.
Os tanques que tiverem partes que se projetam para fora localizadas no terço circunferencial inferior ou perímetro do tanque para seções não circulares, que se estendam além da metade de seu diâmetro do ponto de fixação ao tanque ou mais do que 100mm do corpo do tanque de carga ou localizadas nos 2/3 superiores da circunferência do tanque ou 2/3 do perímetro para seções não circulares, que se estendam por mais de 1/4 de seu diâmetro ou 50mm do ponto de fixação devem possuir dispositivos de proteção contra acidentes. Devem ser projetados de maneira a não permitir o vazamento do produto transportado, em caso de qualquer acidente.
6.8.1.2 Bocais, válvulas, calotas, tubulações ou qualquer dispositivo, que, quando danificado possa provocar perda do produto, deve ser protegido contra choques, conforme aqui especificado.
6.8.1.3 Dispositivos de proteção contra acidentes, fixados ao corpo do tanque devem ser capazes de permanecer íntegros ou defletir para fora do tanque, quando submetidos aos carregamentos ocorridos durante um acidente.
Devem ser projetados, construídos e instalados de forma a distribuir os esforços sobre o corpo do tanque, mantendo a capacidade do tanque em reter o produto. Dispositivos de proteção a acidentes devem ser projetados para evitar a perda do produto pela sua quebra.
Deformações dos dispositivos de proteção contra acidentes são permitidas desde que estas deformações não afetem as partes protegidas.
6.8.1.4 Qualquer tubulação que se projete além do dispositivo de proteção deve ser equipada com uma válvula de bloqueio e um dispositivo de sacrifício, como por exemplo, uma seção de ruptura. Esse dispositivo de sacrifício deve estar localizado na tubulação, o mais próximo possível da válvula de bloqueio, no trecho vertical e envolvido pelo dispositivo de proteção contra acidentes no fundo do tanque, conforme citado no 6.8.1, para evitar qualquer possibilidade de perda do produto. O dispositivo deve romper a não mais de 70% da carga requerida para quebrar o elemento que está sendo protegido ou ao corpo do tanque. A quebra do dispositivo de proteção deve deixar o elemento de retenção do produto ou parte remanescente e sua fixação ao tanque, intactos e capazes de continuar retendo o produto.
6.8.1.5 Distância mínima ao plano de apoio (solo)
A distância mínima de qualquer componente do tanque ou dispositivo de proteção, exceto componentes de chassi e suspensão com o plano de apoio (solo), localizado entre eixos consecutivos de um veículo ou veículo combinado, deve ser de pelo menos 1mm para cada 25mm de distância entre eixos e nunca inferior a 300mm. DEE ÷ 25 ≥ 300mm, onde DEE = Distância entre o último eixo do veículo trator e o primeiro eixo do tanque.
6.8.2 Proteção contra danos no fundo do tanque
a) Toda saída, tubulação ou projeção, localizadas no terço inferior do perímetro do tanque, que possa ser danificada em acidentes resultando em perda do produto, deve ser protegida por um dispositivo de proteção contra acidentes no fundo, exceto quando provido conforme o item 6.8.1 deste RTQ.
b) Os componentes de suspensão e elementos de montagem estrutural podem ser usados para prover a totalidade ou parte da proteção. O dispositivo deve estender-se por uma distância adequada, de tal forma, que a tubulação ou outro componente protegido não seja danificado, e em nenhum caso estar a menos 150mm do componente que possa conter o produto.
c) As conexões de descarga que sejam equipadas com válvulas de fechamento rápido, com sede interna ao tanque, não precisam obedecer ao item anterior desde que sejam protegidas de forma a evitar a perda de produto. Esta proteção deve ter um dispositivo de sacrifício localizado após cada válvula de fechamento rápido com sede interna e dentro de 100mm do maior raio do tanque ou a 100mm do poço, mas em nenhum caso a mais de 200mm do maior raio do tanque. O dispositivo deve romper a não mais de 70% da carga requerida para quebrar o elemento que está sendo protegido ou ao corpo do tanque. A quebra do dispositivo de proteção deve deixar o elemento de retenção do produto, ou parte remanescente e sua fixação ao tanque, intactos e capazes de continuar retendo o produto.
6.8.3 Proteção contra tombamento
6.8.3.1 Qualquer fechamento de abertura, incluindo, mas não se limitando, à boca de visita, enchimento ou abertura para inspeção e qualquer válvula, acessório, dispositivo para alívio de pressão, sistema de recuperação de vapor ou outro acessório, localizado nos 2/3 superiores do perímetro do tanque, devem ser protegidos de forma a estar dentro ou entre 02 (dois) dispositivos de proteção contra tombamento adjacentes ou sendo 1,25 vez mecanicamente mais resistente que qualquer outro método de proteção requerido.
6.8.3.2 Dispositivos de proteção contra tombamento podem ser construídos na forma de campânulas de proteção, reforços longitudinais ou transversais projetados de forma que uma proteção efetiva seja alcançada. No caso de tanques policêntricos a proteção contra tombamento deverá ser montada alinhada com divisórias ou quebra-ondas.
Deformações dos dispositivos de proteção são aceitáveis desde que os elementos a serem protegidos não sejam danificados.
Os dispositivos contra tombamento poderão atender a um dos seguintes critérios:
a) Serem projetados, construídos e instalados, de forma a suportar uma carga normal (perpendicular à superfície do tanque) e tangencial ao corpo do tanque de qualquer direção (perpendicular à carga normal), igual a pelo menos 02 (duas) vezes o peso do veículo carregado, baseado na tensão de ruptura do material utilizado.
Estas cargas de projeto podem ser consideradas independentemente. Se mais de 01 (um) dispositivo de proteção contra tombamento for utilizado, cada dispositivo deve ser capaz de suportar sua parcela proporcional de esforço provocada pelas cargas requeridas, e em cada caso pelo menos 1/4 da carga tangencial total requerida. O projeto deve mostrar-se capaz de suportar as cargas requeridas através de cálculos, ensaios ou combinação de ensaios e cálculos.
b) Serem projetados construídos e instalados de acordo com normas e critérios específicos de projeto, ou de ensaios que garanta a retenção do produto transportado em caso de tombamento.
6.8.3.3 Se o dispositivo de proteção contra tombamento permitir a acumulação de líquido no topo do tanque, este deve ser provido de drenagem que conduza o líquido a um ponto seguro e afastado de qualquer elemento estrutural do tanque ou do veículo.
6.8.4 Proteção traseira
6.8.4.1 Todo tanque deve conter dispositivo de proteção contra colisão traseira para proteger o tanque e a tubulação, e reduzir a probabilidade de ocorrência de danos que possam causar vazamento do produto.
6.8.4.2 A parte do dispositivo de proteção traseira mais próxima de qualquer componente usado para carregamento e descarregamento ou que possa conter o produto, deve estar a pelo menos 150 mm destes de modo a evitar que qualquer esforço seja aplicado ao tanque ou componente do tanque em caso de acidente.
Nota: O conjunto formado pelo pára-choque e longarinas do chassi do veículo pode ser utilizado como proteção traseira do tanque, conforme descrito no item 6.8.1, desde que atenda aos requisitos dos itens 6.8.4.1 e 6.8.4.2.
6.9 Bombas, tubulações, mangueiras e conexões
6.9.1 Qualquer bomba de carregamento ou descarregamento montada em uma unidade de carga que possa pressurizar o tanque deve dispor de meios para ser fechada automaticamente e evitar que seja ultrapassada a PMTA do tanque e seus acessórios.
6.9.2 Toda tubulação, mangueira, válvula de bloqueio, tampões e dispositivos de retenção do produto devem ser projetados, pelo menos, para uma pressão de ruptura maior ou igual a 04 (quatro) vezes a PMTA do tanque.
6.9.3 Deve-se prover meios para propiciar expansão e contração das tubulações e se evitar quaisquer danos causados por expansões, contrações, vibrações e flexões. Juntas de dilatação tipo “slip joint” não devem ser utilizadas com este propósito.
6.9.4 Qualquer dispositivo de aquecimento, quando instalado, deve ser construído de tal forma que se danificado ou quebrado não provoque vazamento do produto.
6.9.5 Qualquer dispositivo de medição, carregamento e descarregamento, incluindo suas válvulas, devem possuir meios efetivos de fechamento para evitar vazamentos.
6.9.6 A fixação e construção de cada tubulação de carregamento e descarregamento deve ter resistência suficiente ou ser protegida por um dispositivo, de forma que qualquer esforço aplicado pelas linhas conectadas ao tanque não cause danos que resultem em vazamento do produto.
6.9.7 A utilização de tubos não metálicos, válvulas ou conexões, que não sejam tão resistentes a esforços ou calor quanto o material do tanque, só é permitida após os dispositivos de retenção do produto.
6.10 Alívio de pressão e vácuo
6.10.1 Todo tanque deve ter um sistema de alívio de pressão, e quando necessário, um sistema de alívio de vácuo de acordo com os itens 6.10.2 e 6.10.3 deste RTQ. O sistema de alívio de pressão e vácuo deve ter capacidade suficiente para evitar que o tanque venha a se romper, ou sofrer colapso, devido ao aumento ou diminuição da pressão resultante de aquecimento, resfriamento, carregamento ou descarregamento por gravidade.
6.10.1.1 As válvulas de vácuo e de pressão devem ser instaladas de maneira que evitem o acúmulo de água e evitem o contato permanente com a parte líquida do produto transportado.
6.10.2 Localização dos dispositivos de alívio
6.10.2.1 Todo dispositivo de alívio deve estar em contato com o espaço de gás ou vapor do tanque, em uma posição tão próxima quanto possível da boca de visita.
6.10.2.2 A descarga de qualquer dispositivo de alívio de pressão não deve sofrer nenhuma restrição ou bloqueio. Dispositivos de proteção que visem defletir o fluxo de vapor são permitidos, desde que a capacidade de descarga não seja afetada.
6.10.3 Tipos de construção dos sistemas e dispositivos de alívio
6.10.3.1 Cada tanque deve conter um sistema primário de alívio de pressão constituído de uma ou mais válvulas de alívio. Um sistema secundário de alívio de pressão constituído por outra válvula de alívio operando em paralelo com o sistema primário pode ser utilizado para aumentar a capacidade de alívio do tanque. Dispositivos de alívio que não retornem à posição de fechamento depois de acionados não devem ser utilizados, exceto quando em série com dispositivos que retornem à posição de fechamento.
Dispositivos atuados por gravidade não podem ser utilizados.
6.10.3.2 Se um disco de ruptura é colocado em série com um dispositivo de segurança que retorne à posição fechada, o espaço entre o disco de ruptura e o dispositivo deve ter um furo para permitir a observação da ruptura do disco ou vazamento, que possa causar mau funcionamento do sistema de alívio. O disco de ruptura deve romper à pressão estabelecida no item 6.10.4.1 deste RTQ. O referido furo deve conter indicador de pressão apropriado com banho de glicerina.
6.10.3.3 Todo sistema de alívio de pressão deve ser projetado para suportar surto de pressão que atinja 2 kgf/cm² acima da pressão de abertura e se mantenha por pelo menos 60 milesegundos liberando um volume de líquido máximo de 3,6 litros até que a válvula se feche totalmente.
Essa condição deve ser demonstrada através de ensaios realizados segundo o procedimento TTMA RP Nº 81.
6.10.3.4 Todo dispositivo de alívio de pressão deve operar em caso de aumento de pressão, acima da pressão de ajuste.
6.10.3.5 Todo dispositivo de alívio de pressão após atuar deve retornar à posição fechada.
6.10.3.6 Nenhuma válvula de bloqueio ou outro elemento que possa impedir o funcionamento do dispositivo de alívio de pressão pode ser instalado no sistema.
6.10.3.7 O sistema de alívio de pressão deve ser montado, protegido e drenado de forma a minimizar o acúmulo de qualquer material que possa restringir a sua capacidade de funcionamento.
6.10.4 Regulagem do sistema de alívio de pressão
Quando não houver recomendações específicas o sistema de alívio de pressão deve ser regulado da forma descrita de 6.10.4.1 a 6.10.4.2.
6.10.4.1 Sistema primário de alívio de pressão
A menos que, de outra forma, as condições específicas do produto determinem, cada dispositivo de alívio do sistema primário deve abrir não antes de 120% da PMTA e não superior a 130% da PMTA. A válvula deve fechar a não menos de 108% da PMTA e manter-se fechada a pressões inferiores.
6.10.4.2 Sistema secundário de alívio de pressão
Todo sistema de alívio de pressão usado como um sistema secundário, deve ser ajustado para abrir a não menos de 120% da PMTA.
6.10.5 Identificação dos dispositivos de alívio
Todo dispositivo de alívio de pressão deve ser identificado conforme segue:
- nome do fabricante;
- número do modelo;
- pressão de ajuste;
- vazão medida, em m³/h, indicando a que pressão;
- número de série ou número de lote.
6.11 Bocais do tanque
6.11.1 Bocais para carga e descarga, significam qualquer abertura no corpo do tanque utilizada para carga e descarga do produto, distinta de outras aberturas tais como: boca de visita, válvulas, recuperadores de vapor e outros dispositivos similares.
Toda abertura, fechamento e tubulação devem ser protegidas contra tombamento de acordo com o item 6.8 deste RTQ.
6.11.2 Cada bocal para carga e descarga deve ser equipado com uma válvula de bloqueio interna, de fechamento automático, ou alternativamente, uma válvula de bloqueio externo localizada o mais próximo possível do corpo do tanque.
6.11.3 Cada bocal de carga e descarga deve ser equipado com um sistema de fechamento capaz de fechar todas as saídas, em situação de emergência.
Durante as operações normais, as saídas podem ser fechadas manualmente. O sistema de fechamento deve ser projetado da seguinte forma:
a) Cada sistema de fechamento deve incluir um meio de acionamento remoto localizado o mais distante possível da saída do produto ou no mínimo a 3m dessa saída, na impossibilidade da utilização desse sistema e, desde que não se trate de tanque destinado ao transporte de combustíveis, deve ser instalado um acionamento da válvula fora do chassi, na lateral do veículo.
Esse sistema deve ser resistente à corrosão, e efetivo em todos os tipos de ambiente e condições atmosféricas.
b) Se o sistema for acidentalmente rompido durante o transporte cada bocal de carga e descarga deve permanecer seguramente fechado e capaz de reter o produto dentro do tanque.
c) Para materiais inflamáveis, oxidantes e tóxicos o meio de fechamento remoto deve ser capaz de ser ativado termicamente. Os meios remotos para os quais o sistema de fechamento automático for termicamente ativado deve ser localizado o mais próximo possível da conexão primária de carga e descarga e deve atuar o sistema a uma temperatura não superior a 120 ºC. Adicionalmente, os bocais desses tipos de tanques devem ser capazes de serem fechados manualmente e remotamente ou mecanicamente.
Nota: Este item “c” não se aplica em tanques equipados com válvulas tipo esfera e diafragma.
6.11.4 Bocais “bottom loading” com descarga de produto dentro do tanque através de tubulação interna fixada acima do nível máximo do líquido do tanque não necessitam de sistema automático de fechamento.
6.11.5 Qualquer bocal de carga e descarga estendida além de uma válvula de bloqueio interna ou além de uma válvula de bloqueio externa que é parte do sistema de fechamento automático deve ser provida de outra válvula de bloqueio no final dessa conexão.
6.11.6 Todo bocal que não seja para carga e descarga deve ser equipado com uma válvula de bloqueio ou outro dispositivo de fechamento localizado o mais próximo possível da saída. Qualquer conexão estendida além deste fechamento deve ser provida de outra válvula de bloqueio ou dispositivo de fechamento no final dessa conexão.
6.12 Volume de expansão
A porcentagem do volume vazio a ser deixado nos tanques para carregamento de líquido à temperatura ambiente deve atender as Portarias Inmetro n.º 59 e n.º 137 nos casos em estas são aplicáveis.
Nos casos que as portarias acima não são aplicáveis recomenda-se que a porcentagem do volume vazio a ser deixado nos tanques para carregamento de líquido à temperatura ambiente deve ser menor que os valores determinados pelas fórmulas a seguir, conforme aplicável:
6.12.1 Para produtos inflamáveis sem outro risco adicional (por exemplo: tóxico, corrosivo), em tanques equipados com válvula de respiro ou com válvula de segurança, mesmo quando esta estiver precedida por um disco de ruptura.
V% = 100 – {100 ÷ [1 + α (50 – tf)]}
6.12.2 Para produtos corrosivos (inflamáveis ou não) em tanques equipados com válvula de segurança, mesmo quando precedida por um disco de ruptura.
V% = 100 – {98 ÷ [1 + α (50 – tf)]}
6.12.3 Para produtos de baixa toxidez ou levemente corrosivos (inflamáveis ou não) em tanques hermeticamente selados sem válvula de segurança:
V% = 100 – {97 ÷ [1 + α (50 – tf)]}
6.12.4 Para produtos tóxicos, altamente tóxicos, corrosivos e altamente corrosivos (inflamáveis ou não) em tanques hermeticamente selados sem válvula de segurança:
V% = 100 – {95 ÷ [1 + α (50 – tf)]}
Notas:
a) Nas fórmulas apresentadas em 6.12.1 a 6.12.4 deste RTQ, representa o coeficiente médio de expansão dos líquidos entre 15 ºC e 50 ºC, ou seja, para uma variação máxima de temperatura de 35 ºC.
b) α = (d15 – d50) ÷ (35 x d50).
Onde: d15 e d50 são as densidades relativas do líquido a 15 ºC e 50 ºC e tf é a temperatura de carregamento do produto.
c) As equações de 6.12.1 a 6.12.4 deste RTQ não devem ser utilizadas quando o produto é mantido a mais de 50 ºC durante o transporte, por meio de qualquer dispositivo de aquecimento.
6.12.5 Quando do transporte de produtos quentes, a temperatura externa do tanque ou do isolamento térmico não deve exceder 70 ºC durante o transporte.
6.13 Ensaios de pressão e estanqueidade
Todo tanque deve ser ensaiado para efeitos da pressão interna e estanqueidade, de acordo com este item e os itens específicos de cada grupo abrangido neste RTQ.
6.13.1 Ensaio de pressão
Cada compartimento deve ser ensaiado hidrostaticamente ou pneumaticamente. Os tanques multi- compartimentados devem ser ensaiados com o compartimento adjacente vazio e com pressão atmosférica. Todo dispositivo de fechamento deve permanecer no local durante o ensaio, exceto dispositivos de alívio de pressão e dispositivos de respiro de carga e descarga cujas pressões de abertura forem inferiores à pressão de ensaio. Se um dispositivo de alívio permanecer no local, este deve ser travado com grampo, plugado ou raqueteado de forma que o torne inoperante sem influir na detecção de vazamentos ou danificar o dispositivo. Esses dispositivos devem ser removidos imediatamente após o ensaio.
6.13.1.1 Método hidrostático
O tanque deve ser cheio com água limpa a uma temperatura máxima de 38 ºC. O tanque deve ser pressurizado de acordo com a determinação específica do grupo de produtos desta norma, lembrando que para tanque de carga de forma geométrica policêntrica a pressão máxima a ser aplica no ensaio hidrostático é de 30 kPa. A pressão deve ser medida no topo do tanque. A pressão de ensaio deve ser mantida por no mínimo 10 minutos. Durante este tempo o tanque deve ser inspecionado quanto ao surgimento de vazamentos, estufamento ou outro defeito capaz de ser detectado visualmente
6.13.1.2 Método pneumático
O ensaio pneumático pode ser utilizado em lugar do ensaio hidrostático desde que a pressão de ensaio não ultrapasse 30 kPa, entretanto o ensaio pneumático é de risco bem maior que o ensaio hidrostático.
Elementos de segurança devem ser providenciados para proteção do pessoal e da oficina contra alguma falha que possa ocorrer durante o ensaio.
O tanque de carga deve ser pressurizado com ar ou gás inerte. A pressão do ensaio deve ser atingida gradualmente até a metade do valor máximo. Daí em diante a pressão deve ser aumentada discretamente (por pontos) de um décimo da pressão de ensaio até que a pressão seja atingida.
A pressão de ensaio deve ser mantida por pelo menos 5 minutos. A pressão deve então ser baixada até a pressão de inspeção (PMTA) e deve ser mantida até que todas superfícies do tanque sejam inspecionadas contra vazamentos ou quaisquer sinais de outros defeitos.
O método de inspeção consiste em cobrir todas as juntas, conexões e acessórios com uma solução de água e sabão ou outro método satisfatório.
6.13.2 Ensaio de estanqueidade
6.13.2.1 O tanque de carga com todos os seus acessórios nos respectivos lugares e operativos devem ser ensaiados para detecção de vazamentos a uma pressão de no mínimo 80% da PMTA com a pressão mantida por pelo menos 5 minutos, este ensaio pode ser realizado durante o ensaio hidrostático ou pneumático.
6.13.2.2 Todo tanque de carga que apresentar vazamento, estufamento ou demonstrar qualquer sinal de defeito deve ser reprovado.
O tanque reprovado deve ser retrabalhado convenientemente e novamente ensaiado. O ensaio de um tanque retrabalhado deve ser idêntico ao que o reprovou.
6.14 Outras características
6.14.1 As válvulas de descarga e conexões devem ser montadas atendendo as prescrições do item 6.8.4.2 deste RTQ.
6.15 Vedações
6.15.1 Todas as vedações previstas para conexões e acessórios de operação e outros devem garantir vedação e estanqueidade.
6.15.2 Os materiais usados para vedações, metálicos e não-metálicos, devem ser adequados e compatíveis com os produtos a serem transportados.
6.15.3 Vedações não-metálicas usadas em acessórios operacionais devem ser colocadas e previstas para fácil substituição em casos de sinais de qualquer vazamento. A colocação e montagem deste tipo de vedação não podem submeter às mesmas a danificação devido ao manuseio e operação.
6.16 Sistema para aterramento
6.16.1 O equipamento deve possuir no mínimo 02 (dois) pontos de aterramento, 01 (um) em cada lateral, distantes da descarga, devendo ser de material não ferroso, isento de pintura e que proporcione o não deslizamento da garra.
6.16.2 Caso o equipamento possua dispositivo interno de aterramento este não pode interferir com a entrada e saída do inspetor por ocasião das inspeções periódicas.
6.17 Projeto e construção pelo ADR
6.17.1 Conteúdo
O projeto deve conter memorial descritivo contemplando integralmente o ADR em sua edição mais recente.
O responsável pelo projeto deverá descrever comparativamente os itens do ADR que substituem os itens deste RTQ, tais como, espessuras mínimas de projeto e exigidas, proteções contra choques e tombamento, materiais utilizados e código de construção.
6.17.2 O projeto deve ser submetido à aprovação do Inmetro, acompanhado de Anotação de Responsabilidade Técnica, contendo pelo menos as seguintes informações: Materiais, espessuras e medidas de projeto, integridade estrutural, especificar o código de projeto e construção do tanque, proteção e/ou acréscimo da espessura contra corrosão, revestimento interno, juntas soldadas, bocais, elementos de apoio e fixação, reforços circunferenciais, proteção contra acidentes: colisões e tombamento, bombas, tubulações, conexões, válvulas de alívio de pressão, volume de expansão, ensaio de pressão e estanqueidade e sistema de aterramento.
7. CONDIÇÕES ESPECÍFICAS
7.1 Condições específicas de projeto e construção de equipamentos para transporte de produtos dos grupos 2A, 2B, 2C, 2D, 2E, 7 A, 7D, 7F, 27A1 e 27C
7.1.1 O projeto do equipamento deve atender às especificações deste RTQ, do Regulamento Técnico Metrológico específico, e do capítulo 6 deste RTQ.
7.1.2 A pressão de projeto do equipamento não deve ser menor do que 20 kPa, e não maior do que 30 kPa.
7.1.3 O equipamento deve ser construído conforme este RTQ, o Regulamento Técnico Metrológico específico, e do capítulo 6 deste RTQ.
7.1.3.1 Calotas conformadas devem ter o raio de rebordamento de 03 (três) vezes a espessura do material e, em nenhum caso, menor que 12mm. São permitidas calotas encaixadas ou sobrepostas ao costado, soldadas com solda filete, desde que suas espessuras estejam de acordo com este RTQ.
7.1.3.2 A pré-curvatura estabelecida no Código ASME, Seção VIII, Divisão I – parágrafo UG 79 não é necessária para costados de seção transversal não circular.
7.1.3.3 Quando aplicável o espaçamento máximo entre quebra-ondas, entre calotas e quebra-ondas e entre quebra-ondas e anteparas deve atender os itens 6.3.1, 6.3.2, 6.7.1.1 deste RTQ ou as recomendações do ADR quando o projeto for executado segundo essa norma, aquela que o projeto especificar. Quando utilizado como elemento estrutural ou de reforço, deve atender ao capítulo 6 deste RTQ.
7.1.4 Os esforços mecânicos devem ser avaliados conforme o item 6.3 deste RTQ.
7.1.5 Os equipamentos devem possuir piso antiderrapante para acesso à boca de visita e dispositivos operacionais, na parte superior, com largura mínima de 400mm em ambos os lados da geratriz superior do tanque. Este pode ser executado em chapa apropriada ou de tinta de alta espessura com impregnação de areia ou material similar. Caso o equipamento possua plataforma provida de corrimão e piso antiderrapante, para circulação do operador este item não se aplica.
7.1.6 Para equipamentos construídos a partir da data de vigência deste RTQ, as espessuras mínimas de projeto devem ser comprovadas através de cálculos segundo o item 6.3 deste RTQ e que as soldas sejam radiografadas, se aplicável, por amostragem, segundo o Código ASME IX, por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712. As espessuras mínimas de projeto não podem ser menores do que 3,0mm para aço carbono, 3,0mm para aço inoxidável e 5,0mm para alumínio, independentemente do cálculo estrutural.
7.1.7 Pode-se construir equipamentos de seção regular de tal forma que os cantos sejam arredondados e o corpo reto vertical remanescente seja no máximo 30% da altura total.
7.1.8 As especificações referentes à integridade estrutural, juntas soldadas, tampas, bocas de visita, elementos de fixação e apoio, reforços perimetrais, proteção contra acidentes, conexões e dispositivos de medição, devem atender ao capítulo 6 deste RTQ e ao Regulamento Técnico Metrológico específico, quando aplicável.
7.1.9 O equipamento deve estar provido de sistema de alívio de pressão conforme descrito no item 6.10 deste RTQ.
7.1.9.1 O sistema de alívio deve ser capaz de manter a pressão interna do tanque igual ou abaixo da pressão de ensaio hidrostático quando o tanque estiver envolto em chamas.
A capacidade de alívio total mínima requerida é dada em função da área exposta do tanque conforma a tabela a seguir, extraída do DOT 49 CFR 178.345-10 / 2003.
| S | Q | S | Q | S | Q | S | Q | S | Q |
| 1,9 | 447 | 8,4 | 2016 | 20,9 | 5414 | 46,5 | 8512 | 79,0 | 11494 |
| 2,8 | 671 | 9,3 | 2240 | 23,2 | 5751 | 51,1 | 8985 | 83,6 | 11873 |
| 3,7 | 895 | 11,1 | 2687 | 25,5 | 6068 | 55,7 | 9438 | 88,3 | 12241 |
| 4,6 | 1119 | 13,0 | 3135 | 27,9 | 6374 | 60,4 | 9877 | 92,9 | 12601 |
| 5,6 | 1342 | 14,9 | 3582 | 32,5 | 6957 | 65,0 | 10299 | ||
| 6,5 | 1566 | 16,7 | 4030 | 37,2 | 7504 | 69,7 | 10709 | ||
| 7,4 | 1792 | 18,6 | 4477 | 41,8 | 8019 | 74,3 | 11106 |
S = Área do tanque exposta ao fogo [m2 ] ; Q = Vazão total do sistema de alívio [m3/ h]. Nota: Os valores intermediários devem ser interpolados.
7.1.9.2 O sistema de alívio primário deve ter uma capacidade de vazão mínima de 170 m³/h, de ar livre, para cada 33 m² de área exposta do tanque a pressão de 25 kPa, mas nunca menor que 25% da capacidade total de alívio requerida.
7.1.9.3 Quando o sistema de alívio primário não tiver a capacidade total de alívio esta deverá ser completada pelo sistema de alívio secundário.
7.1.9.4 Poderão ser utilizadas válvulas do tipo vácuo-pressão
7.1.9.5 O sistema de alívio deve possuir uma válvula de equalização de pressão
7.1.9.6 O sistema de alívio primário deve ter a abertura em uma pressão entre 22 kPa e 27 kPa e seu fechamento deve ocorrer a uma pressão mínima de 20 kPa.
7.1.9.7 O sistema de alívio secundário, deve abrir com pressão acima de 24,0 kPa e abaixo da pressão de ensaio do tanque de carga, e fechar na pressão de 21,0 kPa.
7.1.9.8 A válvula equalizadora de pressão pode ser acionada manualmente.
7.1.9.9 As válvulas de alívio de pressão e vácuo devem ter dispositivos corta-chamas construídos de alumínio ou aço inoxidável.
Nota: Qualquer abertura na parte superior do tanque para fixação de válvulas deve possuir proteção para evitar contato permanente do líquido com a válvula, quando da movimentação brusca deste líquido.
7.1.10 O sistema de alivio de vácuo deve abrir a uma pressão não maior 3,5 kPa de vácuo e ser capaz de manter o tanque com um máximo de 7 kPa de vácuo em condições de descarga por gravidade.
7.1.11 Todos os sistemas de descarregamento devem atender aos requisitos do capítulo 6, porém, as válvulas de bloqueio primárias para tanques que transportem produtos dos grupos 2A, 2B, 2C, 2D e 2E, devem ser internas e de fechamento automático com acionamento à distância e com acionamento de emergência.
7.1.11.1 O sistema deve possuir o mais próximo possível da válvula de descarga um dispositivo fusível a 120 °C para fechamento da válvula em caso de envolvimento por chama.
7.1.12 O equipamento deve ser submetido a ensaio de pressão e estanqueidade, de acordo com o especificado no capítulo 8 deste RTQ.
7.1.12.1 A pressão de ensaio hidrostático/pneumático deve ser de 30 kPa.
7.1.13 O equipamento pode possuir porta mangote.
7.1.14 O equipamento não pode possuir sistema de aquecimento por chama.
7.1.15 O equipamento para o transporte de produtos do grupo 27C deve atender aos requisitos da Portaria Inmetro n.° 75/2007.
7.2 Exigências específicas de projeto e construção de equipamentos para o transporte de produtos dos grupos 4A e 27A3
7.2.1 Para equipamentos construídos a partir da data de vigência deste RTQ, as espessuras mínimas de projeto devem ser comprovadas através de cálculos segundo o item 6.3 deste RTQ e que as soldas sejam radiografadas, se aplicável, por amostragem, segundo o Código ASME IX, por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712. As espessuras mínimas de projeto não podem ser menores do que 4,75mm para aço carbono, 4,0mm para aço inoxidável, independentemente do cálculo estrutural.
7.2.2 A pressão de projeto deve ser de 176 kPa e o equipamento deve ser projetado e construído conforme este RTQ, o Regulamento Técnico Metrológico específico.
7.2.3 Os materiais usados na construção dos tanques para ácidos sulfúricos devem atender aos seguintes requisitos mínimos.
7.2.3.2 Ácidos sulfúricos de concentração superior a 95% (52 ºBe), ONU 1830, e oleum podem ser transportados em tanques de aço carbono desde que sua corrosão não seja superior à do ácido sulfúrico 52 ºB e medida a 50 ºC.
7.2.4 Reforços circunferenciais
Todo tanque deve possuir reforços circunferenciais projetados de acordo com o item 6.7.1.1 deste RTQ.
7.2.5 Outros materiais
São admitidos tanques construídos de outros materiais metálicos, devendo para tanto, apresentar projeto específico com memória de cálculo.
7.2.6 A pressão de ensaio hidrostático deve ser de 264 kPa.
7.2.7 Dispositivos operacionais
7.2.7.1 Cada compartimento deve ter canalização de saída individual com duas válvulas, sendo uma na extremidade da tubulação de descarga e outra de fechamento rápido na saída do tanque, obedecendo ao item 6.11 deste RTQ.
7.2.7.2 As conexões para operação do compartimento ou tanque podem estar situadas tanto na parte superior como na inferior do tanque.
7.2.7.3 Válvulas e drenos devem ter a extremidade livre rosqueada ou devem ser projetadas de tal forma que permitam a conexão de mangotes de descarga sem que haja vazamentos.
7.2.7.4 É obrigatória a instalação de tampão ou flange cego na extremidade de descarga.
7.2.7.5 Os mangotes e conexões devem ser de material adequado ao ácido sulfúrico transportado e portados em porta-mangotes.
7.2.7.6 Os sistemas de bombeamento instalados no veículo de tração, caminhão, semi-reboque ou reboque devem ser acionados por fonte de energia externa e de materiais adequados ao ácido sulfúrico transportado.
7.2.7.7 O equipamento deve dispor de medidor de pressão e de conexão de ar para utilização nas operações de descarga.
7.2.7.8 Entre o medidor de pressão e o tanque deve existir uma válvula de proteção.
7.2.8 Dispositivos de segurança
7.2.8.1 Válvulas de alívio de vácuo
Cada tanque ou compartimento deve ser equipado com sistema de alívio de vácuo conforme item 6.10 deste RTQ.
7.2.8.2 Válvula de alívio de pressão
Cada compartimento do tanque deve ser provido de sistema de alívio de pressão projetado conforme item 6.10 deste RTQ.
7.2.8.3 Aterramento
O aterramento do equipamento deve prever interligação elétrica entre os seus componentes e o chassi ou truque e pontos para ligação do cabo terra conforme prescrito no item 8.16 deste RTQ.
7.3 Exigências específicas de projeto e construção de equipamentos para o transporte de produtos dos grupos 7B, 7C, 7E e 27A2
7.3.1 Para equipamentos construídos a partir da data de vigência deste RTQ, as espessuras mínimas de projeto devem ser comprovadas através de cálculos segundo o item 6.3 deste RTQ e que as soldas sejam radiografadas, se aplicável, por amostragem, segundo o Código ASME IX, por profissionais qualificados e certificados pelo SNQC / END ou outro sistema similar reconhecido internacionalmente, conforme a norma ISO 9712. As espessuras mínimas de projeto não podem ser menores do que 3,0mm para aço carbono, 3,0mm para aço inoxidável e 5,0mm para alumínio, independentemente do cálculo estrutural.
7.3.2 Pressões de projeto e de ensaio hidrostático
7.3.2.1 Pressão de projeto
A pressão de projeto é a maior das seguintes pressões não pode ser inferior que as pressões abaixo:
Grupo 7B: 70 kPa
Grupo 7C: 145 kPa
Grupo 7E: 175 kPa
Grupo 27 A2: maior que 20 kPa e menor ou igual a 175 kPa
O equipamento deve ser projetado e construído conforme este RTQ, e o Regulamento Técnico Metrológico específico.
7.3.2.2 Pressão do ensaio hidrostático
A pressão do ensaio hidrostático deve ser 150% da pressão de projeto
7.3.3 Acessórios na superfície do equipamento
7.3.3.1 Os acessórios instalados na superfície do equipamento devem assegurar a contenção do produto em condições normais de uso e sob condições de tombamento.
7.3.3.2 Quando os acessórios forem reunidos e contidos em domo, o projeto e a execução do domo deve atender ao item 6.8 deste RTQ.
7.3.4 Todas as superfícies dos acessórios e do tanque para contato com o produto devem ser de material compatível com o produto a ser transportado.
7.3.5 Todo tanque deve possuir reforços circunferenciais projetados de acordo com o item 6.7.1.1 deste RTQ.
7.3.5.1 Para equipamentos com espessura da chapa superior a 9,5mm, os reforços circunferenciais podem ser dispensados mediante a apresentação de cálculos estruturais que comprovem a não necessidade destes.
7.3.6 Caso um equipamento seja carregado pelo fundo ou de outra forma impossibilitando o acompanhamento do nível do produto visualmente, o dispositivo de nível deve funcionar automaticamente interrompendo o fluxo de carga, quando o nível máximo permissível for alcançado.
7.3.7 Medidores de pressão
7.3.7.1 Medidores de pressão, eventualmente usados e fixados permanentemente, devem ser de amortecimento por glicerina.
7.3.7.2 Medidores de pressão se utilizados devem ter tolerância de no mínimo 2,5%.
7.3.7.3 A escala de um medidor de pressão deve ser tal que sua faixa de utilização esteja no terço médio da escala.
7.3.8 Termômetros e dispositivos para medição de temperatura
7.3.8.1 Tais dispositivos, quando utilizados, devem ser montados em poços de construção fechados no lado interno do equipamento, para evitar contato direto com o produto e para evitar, de qualquer forma, vazamento em caso de danificação ou quebra do instrumento ou sua conexão.
7.3.9 Sistema para alívio de pressão e vácuo
7.3.9.1 Cada equipamento ou compartimento deve ser equipado com sistema de alívio de pressão e vácuo conforme item 6.10 deste RTQ.
7.3.9.1.1 Cada sistema ou dispositivo de segurança deve se comunicar com o espaço de vapor na parte superior do equipamento ou compartimento numa posição o mais perto possível da boca de visita.
7.3.9.2 Um sistema de alívio de pressão e vácuo deve ser projetado para operar e ter capacidade suficiente para evitar dano permanente, ruptura ou colapso do equipamento ou compartimento em qualquer circunstância de pressão excessiva ou vácuo resultante de aquecimento, resfriamento, carga e descarga por gravidade.
7.3.9.3 Cada sistema de alívio de pressão deve ser projetado, fabricado e montado para evitar escape ou derrame de produto em casos de tombamento.
7.3.9.4 As válvulas de vácuo e de pressão para líquidos com ponto de fulgor até 55 ºC devem dispor de abafador de fagulhas (corta-chamas) construído de alumínio ou aço inoxidável. A utilização de outros materiais requer autorização do Inmetro.
7.3.10 Sistema para carga e descarga
7.3.10.1 Aberturas e saídas localizadas no lado superior, topo, de 01 (um) equipamento ou compartimento destinado apenas à passagem de produto líquido, devem ter seus diâmetros limitados a um diâmetro nominal máximo de 80mm (3pol) e devem ser munidas de válvulas de bloqueio que devem ser montadas diretamente no corpo do equipamento por meio de flange integrado ou outro tipo de conexão robusta.
7.3.10.2 Qualquer válvula, conexão, tubulação ou outro acessório de operação utilizado para carga e descarga deve ser projetada, fabricada e montada de forma a impedir a passagem de produtos de 01 (um) tanque ou compartimento para outro.
7.3.10.3 Qualquer válvula ou tubulação para carga e descarga deve ter ligação externa em forma de flange, conexão rosqueada ou de fecho rápido garantindo vedação perfeita.
7.3.10.4 Qualquer instalação tubular para medição, pressurização, carregamento ou retorno de vapor no lado superior do equipamento, topo, incluindo válvulas e acessórios operacionais associados, deve ser provida de meios seguros de operação e fechamento para evitar vazamentos.
7.3.10.5 Qualquer tubulação usada para carga, descarga, pressurização ou retorno de vapor deve ser construída e montada com resistência suficiente ou provida de dispositivo, de forma a eliminar qualquer possibilidade de danos ou ruptura, em decorrência de solicitações aplicadas nestes componentes e condições de causar vazamento ou derrame de produto em condições normais de uso.
7.4 Exigências específicas de projeto e construção de equipamentos para transporte de produtos dos grupos 4B, 4C, 4D e 27B
7.4.1 A espessura mínima deve ser de 4,76mm para costado e calotas. Os materiais devem ser os especificados em 6.2 deste RTQ.
7.4.1.1 São admitidos tanques construídos de outros materiais metálicos, devendo para tanto, apresentar projeto específico com memória de cálculo.
7.4.2 A pressão de projeto não deve ser menor que 176 kPa.
7.4.2.1 A pressão de ensaio hidrostático deve ser de 264 kPa.
7.4.3 Cada compartimento deve ter tubulação de saída individual com duas válvulas, sendo a válvula primária fixada no fundo do tanque e outra na extremidade da tubulação de descarga. A válvula de bloqueio primária deve ser fixada ao fundo do tanque em um flange localizado o mais próximo possível do costado e que permita a utilização de parafusos, porcas e prisioneiros.
7.4.4 Para aplicação do revestimento deve ser instalado na parte superior do tanque, traseira ou dianteira, um bocal provido de flange cego, com capacidade de 300 kPa. Para semi-reboques o diâmetro mínimo nominal deve ser de 152,4mm (6pol) e para tanques sobre-chassi o diâmetro mínimo nominal deve ser de 101,6mm (4pol).
7.4.5 Todo tanque deve possuir reforços circunferenciais projetados de acordo com o item 6.7.1.1 deste RTQ.
7.4.6 Válvulas e drenos devem ter a extremidade livre rosqueada ou devem ser projetadas de tal forma que permitam a conexão de mangotes de descarga sem que haja vazamentos.
7.4.7 É obrigatória a instalação de tampão ou flange cego na extremidade de descarga.
7.4.8 Quando o equipamento dispor de medidor de pressão este deve ser de amortecimento por glicerina e com membrana de teflon para evitar que o líquido entre em contato com as partes internas do instrumento e, deve estar instalado na tampa da boca de visita. Entre o medidor de pressão e o tanque deve existir uma válvula de proteção.
7.4.10 Cada compartimento do tanque pode ser provido de pelo menos uma válvula de segurança, quando aplicável, colocada na tampa da boca de visita.
7.4.11 O revestimento interno deve atender o RTQ 36.
7.4.12 Características da tampa da boca de visita
a) opcionalmente, dispor de um bocal de carregamento;
b) possuir, no mínimo, uma conexão para válvula de segurança, medidor de pressão e válvula de injeção de ar seco.
7.4.13 Figuras ilustrativas
As figuras do Anexo C deste RTQ devem ser observadas na construção do tanque.
7.4.14 Características construtivas
A boca de visita deve ser flangeada, com diâmetro mínimo de 450mm, para livre acesso ao seu interior.
Todas as superfícies interiores do equipamento a serem revestidas devem ser facilmente acessíveis para sua preparação (jateamento) e aplicação do revestimento.
7.4.15 Soldas internas
a) Todas as soldas principais do equipamento, ou seja, as juntas longitudinais e circunferenciais devem ser do tipo soldas de topo;
b) Uniões rebitadas não são permitidas;
c) Deve-se evitar o uso de uniões aparafusadas no interior do equipamento;
d) Todas as uniões soldadas devem ser por solda contínua, em todo o seu contorno;
e) Todas as soldas devem ser contínuas. Soldas intermitentes ou do tipo “ponto a ponto” são proibidas;
f) Todos os cordões de solda e cantos vivos devem ser facilmente acessíveis para esmerilhamento.
7.4.16 Conexões
a) Todas as conexões fixadas ao equipamento devem ser flangeadas;
b) Conexões rosqueadas não devem ser utilizadas;
c) Diâmetro mínimo das conexões deve ser de 50mm (2 polegadas de diâmetro nominal).
Quando conexões menores forem inevitáveis, estas devem ser feitas através de um flange de redução. Revestimentos de espessura elevada podem requerer conexões de maior diâmetro mínimo.
7.4.17 Acessórios instalados no interior do equipamento
a) Quaisquer acessórios instalados internamente aos equipamentos, devem possibilitar a boa aplicação do revestimento;
b) Qualquer acessório instalado no interior do equipamento, incluindo parafusos e porcas, que não puderem ser revestidos devem ser fabricados em material resistente à corrosão pelo produto.
7.4.18 Equipamento compartimentado
Equipamentos compartimentados devem ser fabricados com 02 (duas) divisórias montadas uma contra a outra, sendo que o espaço entre as mesmas deve ser provido de uma luva de, no mínimo, 25mm de diâmetro, para ventilação e drenagem.
7.4.19 Acabamento superficial interno
a) Cantos vivos e cordões de solda devem ser arredondados de maneira uniforme com raio de 3 a 6mm;
Nota: Sempre que construtivamente possível, deve-se utilizar raio de arredondamento de 6mm.
b) As superfícies a serem revestidas não devem ter furos, escavações, poros, puncionamentos, inclusões de aço-prata, ou outras irregularidades superficiais. Tais irregularidades devem ser reparadas, através de enchimento com solda ou esmerilhamento;
c) Todos os reforços das soldas devem ser removidos para eliminar rugosidades, mordeduras, porosidade (estas devem receber enchimento com solda);
d) Todas as irregularidades devem ser eliminadas por esmerilhamento. Admitem-se remoções mecânicas por talhadeiras ou bedames, desde que posteriormente esmerilhadas;
e) Deve-se remover todos os respingos de solda;
f) É permitida a utilização de pastas para evitar a ocorrência de respingos, desde que as mesmas não contenham silicone. Estas devem ser facilmente removíveis pelo jateamento abrasivo.
7.5 Exigências específicas de projeto e construção de unidade móvel de abastecimento e lubrificação (tanque comboio – grupo 2F)
7.5.1 O projeto do equipamento deve atender ao capítulo 6 deste RTQ.
7.5.2 A pressão de projeto do equipamento, não deve ser menor do 20 kPa e não maior do que 30 kPa.
7.5.3 Quando aplicável o espaçamento máximo entre quebra-ondas, entre calotas e quebra ondas e entre quebra-ondas e anteparas é 1500mm e quando utilizado como elemento estrutural ou de reforço, deve atender o capítulo 6 deste RTQ.
7.5.4 A integridade estrutural deve ser avaliada conforme o item 6.3 deste RTQ.
7.5.5 Toda área de acesso ao tanque e aos dispositivos operacionais deve ser de piso antiderrapante. Este pode ser executado em chapa apropriada ou de tinta de alta espessura com impregnação de areia ou material similar.
7.5.6 As especificações referentes à integridade estrutural, juntas soldadas, tampas, bocas de visita, elementos de fixação e apoio, reforços perimetrais, proteção contra acidentes, conexões e dispositivos de medição, devem atender ao capítulo 6 deste RTQ e ao Regulamento Técnico Metrológico específico, quando aplicável.
7.5.7 O equipamento deve estar provido de sistema de alívio de pressão conforme descrito no item 6.10 deste RTQ.
7.5.7.1 O sistema de alívio deve ser capaz de manter a pressão interna do tanque igual ou abaixo da pressão de ensaio hidrostático quando o tanque estiver envolto em chamas.
A capacidade de alívio total mínima requerida é dada em função da área exposta do tanque conforma a tabela a seguir, extraída do DOT 49 CFR 178.345-10 / 2003.
| S | Q | S | Q | S | Q | S | Q | S | Q |
| 1,9 | 447 | 8,4 | 2016 | 20,9 | 5414 | 46,5 | 8512 | 79,0 | 11494 |
| 2,8 | 671 | 9,3 | 2240 | 23,2 | 5751 | 51,1 | 8985 | 83,6 | 11873 |
| 3,7 | 895 | 11,1 | 2687 | 25,5 | 6068 | 55,7 | 9438 | 88,3 | 12241 |
| 4,6 | 1119 | 13,0 | 3135 | 27,9 | 6374 | 60,4 | 9877 | 92,9 | 12601 |
| 5,6 | 1342 | 14,9 | 3582 | 32,5 | 6957 | 65,0 | 10299 | ||
| 6,5 | 1566 | 16,7 | 4030 | 37,2 | 7504 | 69,7 | 10709 | ||
| 7,4 | 1792 | 18,6 | 4477 | 41,8 | 8019 | 74,3 | 11106 |
S = Área do tanque exposta ao fogo [m2 ] ; Q = Vazão total do sistema de alívio [m3/ h].
Nota: Os valores intermediários devem ser interpolados.
7.5.7.2 O sistema de alívio primário deve ter uma capacidade de vazão mínima de 170 m³/h, de ar livre, para cada 33 m² de área exposta do tanque a pressão de 25 kPa, mas nunca menor que 25% da capacidade total de alívio requerida.
7.5.7.3 Quando o sistema de alívio primário não tiver a capacidade total de alívio esta deve ser completada pelo sistema de alívio secundário.
7.5.7.4 Podem ser utilizadas válvulas do tipo vácuo-pressão
7.5.7.5 O sistema de alívio deve possuir uma válvula de equalização de pressão
7.5.7.6 O sistema de alívio primário deve ter a abertura em uma pressão entre 22 kPa e 27 kPa e seu fechamento deve ocorrer a uma pressão mínima de 20 kPa.
7.5.7.7 O sistema de alívio secundário, deve abrir com pressão acima de 24,0 kPa e abaixo da pressão de ensaio do tanque de carga, e fechar na pressão de 21,0 kPa.
7.5.7.8 A válvula equalizadora de pressão pode ser acionada manualmente.
Nota: Qualquer abertura na parte superior do tanque de carga para fixação de válvulas deve possuir proteção para evitar contato permanente do líquido com a válvula, quando da movimentação brusca deste líquido.
7.5.7.9 O sistema de alivio de vácuo deve abrir a uma pressão não maior 2,5 kPa de vácuo e ser capaz de manter o tanque com um máximo de 7kPa de vácuo em condições de descarga por gravidade.
7.5.7.10 O sistema de alívio de vácuo deve possibilitar a sucção da bomba de abastecimento. Essa válvula não deve derramar produto em caso de tombamento do equipamento.
7.5.8 A espessura mínima para as chapas do costado, calotas, quebra-ondas e anteparas é de 4,5mm para aço carbono ou aço inoxidável.
7.5.9 Todo equipamento deve possuir válvula de bloqueio rápido entre o tanque e a bomba.
Essa válvula deve ser localizada na saída do tanque podendo ser interna ou externa, de fechamento automático com comando de emergência que atenda ao capítulo 6 deste RTQ referente ao transporte de combustível.
7.5.10 Os materiais empregados na fabricação devem atender ao item 6.2 deste RTQ.
7.5.11 É facultativa a colocação de boca de visita conforme o item 6.5.1 deste RTQ. O tanque deve possuir bocas de inspeção que permitam o acesso visual às superfícies, superior e inferior, interna do tanque.
7.5.12 Tanques com formato tipo lastro ou meia laranja, devem ser construídos com quebra-ondas e reforços internos, capazes de resistir a todos os esforços e os pesos dos equipamentos totalmente carregados, ali instalados, sem que as chapas do costado e do piso sofram deformações.
7.5.13 A válvula de drenagem deve ser do tipo fecho rápido e que atenda ao item 6.8.3 deste RTQ.
7.5.14 Na saída da bomba de combustível deve ser instalada uma válvula “by pass” com retorno para o tanque de carga, para evitar o aumento de pressão ou de temperatura.
7.5.15 A unidade móvel (comboio) é apta a transportar produtos do grupo 2 A, 2B, 2C.
7.5.16 A pressão de ensaio hidrostático / pneumático deve ser de 30 kPa.
7.6 Produtos pesados de petróleo (grupo 27G)
7.6.1 O projeto do equipamento deve atender ao capítulo 6 deste RTQ excetuando-se a obrigatoriedade ao item 6.10. Podem ser utilizados respiros.
7.6.2 O equipamento pode possuir isolamento térmico.
7.6.3 A pressão de ensaio hidrostático / pneumático do tanque deve ser de 30 kPa.
7.6.4 A tubulação de aquecimento, quando houver, deve ser ensaiada hidrostaticamente na pressão de projeto.
7.6.5 Sistema para aterramento
O sistema de aterramento deve atender ao item 6.16 deste RTQ.
7.6.6 Pode ter aquecimento por chama
7.6.7 Na saída dos produtos, podem ser usadas válvulas gavetas de fechamento manual, acionadas de fora do chassi.
7.7 Exigências específicas de projeto e construção de equipamento destinados ao transporte de produtos do grupo 4E
7.7.1 O projeto, construção e inspeção do equipamento devem atender os requisitos do capítulo 6 deste RTQ e da norma NBR 11767.
7.7.2 A pressão de ensaio hidrostático deve ser de 150 % da pressão de projeto.
7.8 Exigências específicas de projeto e construção de equipamento destinados ao transporte de produtos dos grupos 27A4 e 27A5
7.8.1 Grupo 27 A4, produtos não regulamentados líquidos não corrosivos transportáveis em tanques de carga e Grupo 27 A5, produtos não regulamentados líquidos corrosivos transportáveis em tanques de carga.
7.8.1.1 O projeto estático e de construção do equipamento deve atender ao capítulo 6 deste RTQ e as normas específicas existentes para sua construção.
7.8.1.2 A pressão de projeto deve ser maior do que 175 kPa e menor ou igual a 690 kPa.
7.8.1.3 A pressão de ensaio hidrostático deve ser de 150 % da pressão de projeto.
7.8.1.4 Espessura mínima conforme projeto específico.
8. EXECUÇÃO DA INSPEÇÃO
O OIA-PP (OIC) deve acompanhar todo o processo de construção do equipamento através de eventos de acordo com a característica de produção, até a sua instalação no chassi do veículo rodoviário.
O OIA-PP (OIC) deve fornecer um número de equipamento para ser gravado na chapa de identificação do equipamento a ser construído.
8.1 Análise do projeto
Deve ser verificada a existência de memorial descritivo, desenhos, especificação de materiais, e relação de componentes.
Verificar a existência de declaração do responsável técnico pelo projeto de que o mesmo atende os requisitos deste RTQ.
8.2 Matéria prima
8.2.1 Com certificado de origem
O fabricante deve fornecer os certificados de origem (produtor) dos materiais e componentes submetidos à pressão, envolvidos na fabricação do equipamento, devendo o OIA-PP (OIC) verificar os materiais através das especificações declaradas (normas, marcação e projeto).
8.2.2 Sem certificado de origem
O fabricante deve fornecer os relatórios dos ensaios físicos e químicos conforme a norma pertinente, realizados em laboratórios com equipamentos com rastreabilidade pela RBC, na presença do OIA-PP (OIC), que deve marcar esses corpos de prova. Os relatórios gerados devem fazer parte do livro de registros (data book).
8.3 Processos de soldagem e soldadores (qualificação)
8.3.1 O fabricante deve apresentar ao OIA-PP (OIC) as qualificações dos processos de soldagem e dos soldadores que estão envolvidos na construção do equipamento.
8.3.2 Após exame de compatibilidade conforme o código ASME, Seção IX, o inspetor verifica se há alguma discrepância que impeça a aceitação e, em caso afirmativo, solicita ao fabricante a realização dos ensaios necessários à obtenção das qualificações.
8.4 Soldas
8.4.1 Chanfros
Devem ser verificados em função dos desenhos aprovados, normas impostas e procedimentos aprovados, atestando-se a homogeneidade da geometria e a isenção de defeitos superficiais.
8.4.2 Execução da soldagem
O OIA-PP (OIC) deve constatar que o fabricante está utilizando na construção, os processos e soldadores qualificados.
8.4.3 Exame visual dos cordões de solda
Deve ser feito tanto interno como externo, para verificação da ausência de defeitos superficiais e irregularidades acentuadas no perfil do cordão.
8.5 Após a montagem do tanque
Verificar de acordo com as tolerâncias estipuladas para os seguintes itens:
a) cruzamento das soldas;
b) nivelamento das juntas;
c) alinhamento do costado;
d) ovalização do costado;
e) comprimento do equipamento e das dimensões das conexões e suportes;
f) válvulas e acessórios e suas fixações.
8.6 Ensaio de pressão e ensaio de estanqueidade
O OIA-PP (OIC) deve acompanhar a realização dos ensaios e se os mesmos estão sendo realizados de acordo com o item 6.13 deste RTQ e o item ensaio hidrostático das condições específicas aplicáveis ao tanque.
Quando o equipamento possuir serpentina ou outros dispositivos internos esta deve ser ensaiada na pressão de projeto para comprovação da estanqueidade.
8.7 Placa de identificação do fabricante
O OIA-PP (OIC) deve verificar se a placa de identificação do fabricante e sua fixação ao tanque atendem ao item 5.13 deste RTQ.
8.8 Inspeção final
É a intervenção final do OIA-PP (OIC) e consiste na liberação final do equipamento, compreende esta liberação, a verificação dos seguintes itens:
a) pintura externa;
b) presença dos suportes porta-placas para a fixação das placas de simbologia, quando aplicável;
c) ensaio pneumático para certificação da estanqueidade das válvulas, conexões, tubulações e demais acessórios, caso esse ensaio não tenha sido efetuado na produção;
d) colocação dos dispositivos operacionais no equipamento;
e) os mangotes quanto à adequação das especificações (opcional);
f) isolamento e revestimento externo, quando existente;
g) fixação do tanque ao chassi do veículo.
8.9 Análise do livro de registros (data book) do equipamento
O OIA-PP (OIC) deve analisar e rubricar todos os documentos que compõe o livro de registros.
9. RESULTADO DA INSPEÇÃO
9.1 Deve ser elaborado um relatório de inspeção (Anexo D), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do equipamento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou reprovação.
9.2 No relatório de inspeção devem constar, ainda, os resultados e observações visuais dos seguintes itens:
a) exame visual externo: dispositivos de carga e descarga, tampas, e sistema de fixação do equipamento ao chassi;
b) exame visual interno, quando aplicável;
c) ensaio hidrostático / pneumático: pressão aplicada, tempo duração do ensaio, e observações;
d) ensaio de estanqueidade: pressão lida nos medidores de pressão de referência, e observações;
e) ensaio dos instrumentos em bancada: medidores de pressão, válvulas de alívio, válvulas de vácuo-pressão, e etc;
f) a grade de inspeção deve ser anexada ao relatório de inspeção, em caso de ocorrências de irregularidades.
9.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção, devendo constar a espessura mínima encontrada e a sua localização, conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber 01 (uma) cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade deve ser entregue ao proprietário do equipamento, após a aprovação da inspeção.
9.3.1 O CIPP não deve ser plastificado.
9.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar na reparação dos itens irregulares.
9.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
9.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
9.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
9.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
9.5.4 Em qualquer dos casos referidos nos itens 9.5.1, 9.5.2 e 9.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
9.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
9.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
9.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas, devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
10. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Propriedades dos Produtos Perigosos Regulamentados nos RTQ Anexo C – Figuras Ilustrativas para Tanque Revestido
Anexo D – Figura Ilustrativa da Boca de Ventilação
Anexo E – Relatório de Inspeção e Suplemento de Relatório (modelos) Anexo F – Roteiro de Inspeção na Construção de Equipamentos
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ 6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – PROPRIEDADES DOS PRODUTOS PERIGOSOS REGULAMENTADOS NOS RTQ
|
PRODUTO |
PRESSÃO
DE VAPOR (kPa) |
DENSIDADE
DO LÍQUIDO |
DENSIDADE
DO VAPOR |
PONTO
DE EBULIÇÃO (C) |
PONTO
DE FULGOR (C) |
LIMITES
DE FLAMABILIDAD E (%) |
TEMPERATURA
DE AUTOIGNIÇÃO (C) |
COEFICIENTE
DE EXPANSÃO
(x 100000) |
||||||||
|
|
40C |
45C |
50C |
55C |
60C |
65C |
15C |
20C |
50C |
60C |
||||||
|
ACETONA |
53.4 |
65.4 |
79.2 |
93 |
110 |
131 |
0.796 |
0.79 |
0.755 |
0.746 |
2 |
56.5 |
-17.8 VF |
2.9 a 12.8 |
465 |
151.4 |
|
ACETATO DE AMILA |
1.17 |
1.56 |
2.05 |
2.68 |
3.46 |
4.43 |
0.876 |
0.869 |
0.844 |
0.835 |
4.5 |
148.4 |
> 25 VF |
1.1 a 7.5 |
360 |
108.3 |
|
ÁLCOOL AMÍLICO |
0.5 |
1.3 |
1.8 |
2.5 |
3.3 |
4.6 |
0.817 |
0.815 |
0.793 |
0.785 |
3.04 |
132 |
42,78 VF |
1.2 a 9.0 |
347 |
86.5 |
|
BENZENO |
24.6 |
30.4 |
38.5 |
43.6 |
52.7 |
61.8 |
0.844 |
0.879 |
0.847 |
0.836 |
2.8 |
80.1 |
-12,0 VF |
> 1.4 a 8.0 |
522 |
xxxx |
|
BUTANOL |
2.4 |
3.7 |
4.7 |
6.1 |
7.7 |
10.1 |
0.815 |
0.805 |
0.778 |
0.77 |
2.6 |
-1 |
>29 VF |
> 1.4 a 11.2 |
>343 |
135.9 |
|
ACETATO DE BUTILA |
3.4 |
4.4 |
5.7 |
7.2 |
9.1 |
11.4 |
0.89 |
0.885 |
0.855 |
0.845 |
4 |
125 |
22 VF |
1.7 a 11.0 |
421 |
116.1 |
|
CICLOHEXANO |
23.3 |
29.5 |
37.9 |
42.5 |
49.9 |
58.7 |
0.78 |
0.775 |
0.775 |
0.736 |
2.9 |
80 |
-20 VF |
1.3 a 8.4 |
245 |
94.6 |
|
DIACETONA ÁLCOOL |
0.56 |
0.75 |
0.99 |
1.3 |
1.68 |
2.16 |
0.943 |
0.939 |
0.91 |
0.899 |
4 |
167.9 |
58 VF |
1.8 a 6.9 |
643 |
10.56 |
|
ACETATO DE ETILA |
23.3 |
30.4 |
37.5 |
43 |
51.7 |
61.8 |
0.905 |
0.9 |
0.863 |
0.85 |
3 |
77.1 |
-4,4 VF |
2.2 a 11.5 |
427 |
139 |
|
ETIL BENZENO |
3 |
3.8 |
4.4 |
5.7 |
7.2 |
8.9 |
0.87 |
0.865 |
0.835 |
0.83 |
3.7 |
136.2 |
18 VF |
1.0 a 6.7 |
432 |
xxxx |
|
METILETILCET ONA |
23.3 |
31.5 |
39 |
44.6 |
53.4 |
63.7 |
0.805 |
0.8 |
0.77 |
0.759 |
2.5 |
79.6 |
-6,7 VF |
1.8 a 10.0 |
516 |
12.9 |
|
ÁLCOOL ISOBUTÍLICO |
4.3 |
5.9 |
7.6 |
10.1 |
12.8 |
16.2 |
0.8 |
0.795 |
0.77 |
0.76 |
2.55 |
107.9 |
30,0 VF |
1.2 a 10.9 |
440 |
xxxx |
|
ACETATO DE ISOBUTILA |
5.2 |
6.7 |
8.5 |
10.6 |
13.2 |
16.4 |
0.876 |
0.871 |
0.856 |
0.829 |
4 |
117 |
116,6 VF |
2.4 a 10.5 |
423 |
67.1 |
|
ÁLCOOL ISOPROPÍLICO |
13.5 |
18.9 |
23.3 |
30.4 |
37.5 |
47.8 |
0.785 |
0.78 |
0.755 |
0.745 |
2.07 |
82 |
117 VF |
2.0 a 12.0 |
399 |
113.5 |
|
ACETATO DE ISOPROPILA |
16.2 |
20.3 |
24.3 |
32.4 |
39.3 |
46.5 |
0.91 |
0.9 |
0.87 |
0.86 |
3.5 |
90 |
4,4 VF |
1.8 a 8.0 |
460 |
131.4 |
|
METIL- ISOBUTIL- CETONA |
2.4 |
3.7 |
4.5 |
6.1 |
7.9 |
10.1 |
0.805 |
0.8 |
0.775 |
0.765 |
3.5 |
116 |
22,8 VF |
1.4 a 7.5 |
460 |
102 |
|
ÁLCOOL PROPÍLICO |
6.9 |
9.2 |
12.2 |
15.8 |
20.4 |
25.9 |
0.81 |
0.8 |
0.775 |
0.765 |
2.1 |
97 |
15,0 VF |
2.1 a 13.5 |
440 |
130 |
|
TOLUENO |
8.3 |
10.1 |
12.8 |
15.5 |
19.2 |
22.3 |
0.872 |
0.867 |
0.839 |
0.83 |
4.14 |
111 |
4,0 VF |
1.27 a 7.1 |
480 |
101.4 |
|
XILENOS |
2.5 |
3.2 |
4.1 |
5.2 |
6.6 |
8.2 |
0.872 |
0.868 |
0.842 |
0.834 |
3.66 |
a |
7,0 a 32,0 VF |
1.00 a 7.0 |
464 |
101.4 |
|
CICLO- HEXANONA |
1.3 |
1.7 |
2.2 |
2.8 |
3.6 |
4.5 |
0.95 |
0.945 |
0.92 |
0.911 |
3.4 |
156 |
63 VF |
1.00 a 8.10 |
420 |
94 |
|
METIL- ISOBUTIL- CARBINOL |
1.8 |
2.4 |
3.2 |
4.2 |
5.5 |
7.1 |
0.805 |
0.801 |
0.773 |
0.763 |
3.53 |
132 |
41,0 VF |
1.00 a 5.5 |
xxxx |
119.4 |
|
Mistura
para Motores
à Combustão
– Álcool Etílico |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Querosene |
0.517 |
0.683 |
0.893 |
1.158 |
1.489 |
1.895 |
0.791 |
0.788 |
0.766 |
0.758 |
4.5 |
215-255 |
40 |
0.7 a 5.0 |
238 |
Anexo |
|
Óleo Diesel |
0.131 |
0.174 |
0.227 |
0.294 |
0.379 |
0.483 |
0.858 |
0.855 |
0.835 |
0.829 |
– |
63 |
0-100 |
– |
– |
Anexo |
|
Gasolina |
68.3 |
79.4 |
91.9 |
105.8 |
121.3 |
138.4 |
0.741 |
0.737 |
0.709 |
0.700 |
4 |
27-225 |
< -43 |
1.4 a 7.6 |
257 |
Anexo |
|
Combustível
para Aviões |
0.517 |
0.683 |
0.893 |
1.158 |
1.489 |
1.895 |
0.791 |
0.788 |
0.766 |
0.758 |
4.5 |
215-255 |
40 |
0.7 a 5.0 |
238 |
Anexo |
|
Ácido Sulfúrico |
– |
– |
– |
– |
– |
– |
– |
1.841 |
– |
– |
3.40 |
338 |
– |
– |
– |
– |
|
Ácido Sulfúrico Fumegante |
– |
– |
– |
– |
– |
– |
– |
1.915 |
– |
– |
– |
270 |
– |
– |
– |
– |
|
Ácido Sulfúrico Residual |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
– |
|
Hidróxido de Sódio |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
1390 |
NA |
NA |
NA |
– |
|
Ácido Clorídrico |
– |
– |
– |
– |
– |
– |
– |
1.19 |
– |
– |
1.27 |
110 |
NA |
NA |
NA |
– |
|
Ácido Fluorsilísico |
– |
– |
– |
– |
– |
– |
– |
1.18 |
– |
– |
NA |
100 |
NA |
NA |
NA |
– |
|
Cloreto Férrico |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Dec. 315 |
NA |
NA |
NA |
– |
|
Cloreto de Zinco |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
732 |
NA |
NA |
NA |
– |
|
Cloreto de Cobre |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Dec.993 |
NA |
NA |
NA |
– |
|
Cloreto Ferroso |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Sublima |
NA |
NA |
NA |
– |
|
Policloretode Alumínio |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Dec. 262 |
NA |
NA |
NA |
– |
|
Sulfato Férrico |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Dec. |
NA |
NA |
NA |
– |
|
Clorito de Sódio |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
– |
NA |
NA |
NA |
– |
|
Hipoclorito De Sódio |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
Dec. 110 |
NA |
NA |
NA |
– |
|
Sulfato De Alumínio |
– |
– |
– |
– |
– |
– |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
NA |
– |
| Produto | Número ONU | Código de risco | Características do produto | Limite de tolerância (ppm) |
| Metiletilcetona | 1193 | 33 | Líquido incolor com odor de acetona, parcialmente solúvel na água e solúvel no álcool e éter. Não há registro de ação nociva de uso, exceto irritação na pele e mucosas. Solvente industrial. Produto inflamável. | 155 |
| Álcool Isobutílico | 1212 | 30 | Líquido incolor, volátil com odor a vinho. Solúvel na água e parcialmente solúvel no álcool e no éter. Síntese orgânica e solvente industrial. Apresenta depressão no Sistema Nervoso Central em altas concentrações, irritação a vista e a pele. | 40 |
| Acetato de Isobutila | 1213 | 33 | Líquido incolor, com odor de frutas, insolúvel na água e solúvel no álcool e no éter. Solvente industrial. Irritante para a pele e mucosas. Em altas concentrações pode causar depressão no Sistema Nervoso Central. | 150 |
| Álcool Iso Propílico | 1219 | 33 | Líquido incolor volátil, com odor de mistura de etanol e acetona, solúvel em água, álcool e éter, depressor do Sistema Nervoso Central com ações mais intensas que etanol, mas inferior ao metanol, irritante da pele e da vista. Solvente industrial. | 310 |
| Produto | Número ONU | Código de risco | Características do produto | Limite de tolerância (ppm) |
| Acetato de Isopropila | 1220 | 33 | Líquido incolor com odor aromático de frutas. Pouco solúvel na água, solúvel no álcool e no éter, solvente industrial. Exposição intensa ou prolongada: irritação a vista e mucosa, narcótico. | 250 |
| 1245 Metil Isobutil Cetona | 1245 | 33 | Líquido incolor. Pouco solúvel na água. Solúvel no álcool, e no éter, com odor de acetona e cânfora. Solvente industrial. Irritante da vista e das mucosas. Pode provocar depressão no Sistema Nervoso Central. | 50 |
| Álcool Propílico | 1274 | 33 | Líquido incolor, volátil, com odor, solúvel em água, álcool e éter, depressor do Sistema Nervoso Central com ações mais intensas que o álcool isopropílico. Solvente industrial. | 156 |
| Tolueno | 1294 | 33 | Líquido incolor, pouco solúvel na água e solúvel no álcool e no éter, com odor de benzeno em altas concentrações e narcótico. Solvente industrial. | 78 |
| Xilenos | 1307 | 33 | Os xilenos, ou misturas de xilenos, são líquidos incolores praticamente insolúveis na água, solúveis em álcool e éter e podem apresentar ação narcótica em altas concentrações. Solvente Industrial. | 78 |
| Ciclo Hexanona | 1915 | 30 | Líquido incolor, solúvel na água, éter e álcool, com odor de acetona. Solvente industrial e intermediário. Praticamente sem ações sobre o corpo humano, salvo leve irritação e depressão sobre o Sistema Nervoso Central quando em concentrações elevadas. | 25 |
| Metil Isobutil Carbinol | 2053 | 30 | Líquido claro, solúvel na água, álcool e éter. O odor aromático. Solvente industrial. Em altas concentrações é anestésico. | 20 |
| Acetona | 1090 | 33 | Líquido incolor, volátil, com odor adocicado e penetrante, solúvel em água, álcool e éter. Em altas concentrações é depressor do Sistema Nervoso Central. Não há registro de ação nociva de seu uso,exceto irritações da pele. Solvente industrial | 780 |
| Produto | Número ONU | Código de risco | Características do produto | Limite de tolerância (ppm) |
| Acetato de Amila | 1104 | 30 | Produto comercial e mistura de isômeros. Líquido incolor, com odor de banana, insolúvel na água, solúvel no álcool e no éter. Foram usadas as características do Acetato de isoamila, como referência. | 100 |
| Álcool Amílico | 1105 | 30 | Líquido de incolor a claro, com odor forte, insolúvel na água e no éter. Solvente industrial. Moderadamente tóxico com depressão do Sistema Nervoso Central, irritação da pele e vista, dupla visão. | 78 |
| Benzeno | 1114 | 33 | Líquido incolor, praticamente insolúvel na água, solúvel em álcool e éter, com odor característico, irritante das mucosas depressor do Sistema Nervoso Central. Admiti-se que seja cancerígena. | 8 |
| Butanol | 1120 | 30 | Líquido incolor com odor de óleo fusel ou vinho parcialmente solúvel na água, solúvel no álcool, moderadamente tóxico, com leve depressão no Sistema Nervoso Central e irritação a vista e a pele, principalmente ao longo das unhas e dedos. Odor perceptível a partir de 15 ppa. | 40 |
| Acetato de Butila | 1123 | 30 | Líquido incolor com odor de frutas, em baixas concentrações, pouco solúvel na água, solúvel no álcool e no éter. Solvente industrial. Leve depressão sobre o Sistema Nervoso Central em altas concentrações e irritante a vista e a pele, principalmente ao longo das unhas e dedos. | 150 |
| Ciclohexano | 1145 | 33 | Líquido incolor, praticamente insolúvel na água, solúvel em álcool, acetona, benzeno e éter, odor pungente, quando impuro. Solvente industrial, altas concentrações: irritante à pele e narcótico. | 235 |
| Diacetona Álcool | 1148 | 33 | Líquido incolor com odor leve, agradável. Solúvel na água,álcool e éter. Solvente industrial.Irritante a vista e as mucosas. O risco ao fogo vai variar com o teor de acetona presente, que baixa o seu ponto de fulgor. Pode causar no Sistema Nervoso Central quando em altas concentrações. | 50 |
| Acetato de Etila | 1173 | 33 | Líquido incolor e volátil, com odor agradável de frutas, pouco solúvel na água e no álcool e no éter. Solvente industrial e aromatizante. Exposição a concentrações intensas e prolongadas causam irritação à vista, podendo apresentar ação sobre a córnea, ação narcótica. Produto muito inflamável. | 310 |
| Etil Benzeno | 1175 | 33 | Líquido incolor, praticamente insolúvel na água, solúvel no álcool e no éter. Odor aromático. É irritante a vista e as mucosas e, em concentrações é nocivo. Produto intermediário | 78 |
ANEXO C – FIGURAS ILUSTRATIVAS
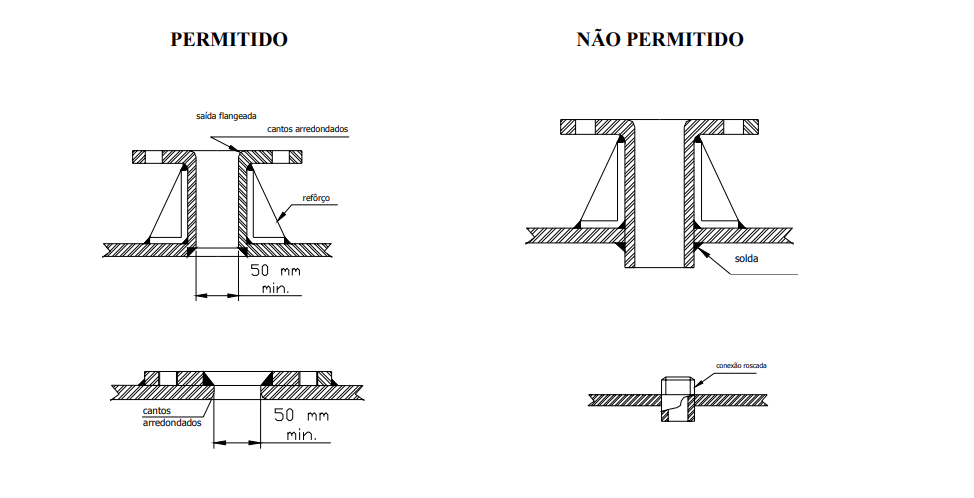
As saídas devem ser do tipo flangeadas ao pescoço ou soldadas diretamente no corpo do tanque.
Flanges do tipo sobreposta “slip on” são preferíveis, desde que as pressões envolvidas admitam, porquanto a solda interna permite fácil acesso para acabamentos superficiais. Caso as pressões envolvidas obriguem a utilização de flange com pescoço (weld neck flange), a solda de fixação está mais para dentro do pescoço, o que dificulta as operações de acabamento, eliminação de mordeduras, etc.
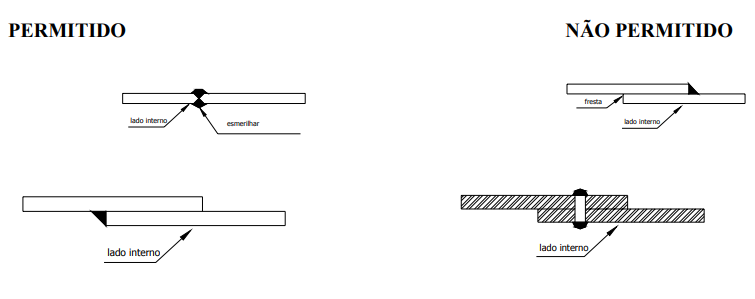
Soldas de topo devem ser utilizadas ao invés soldas de filete ou rebites.
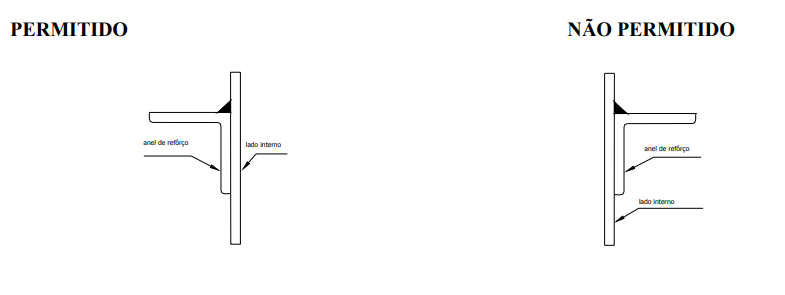
Anéis de reforço devem estar do lado externo do tanque.
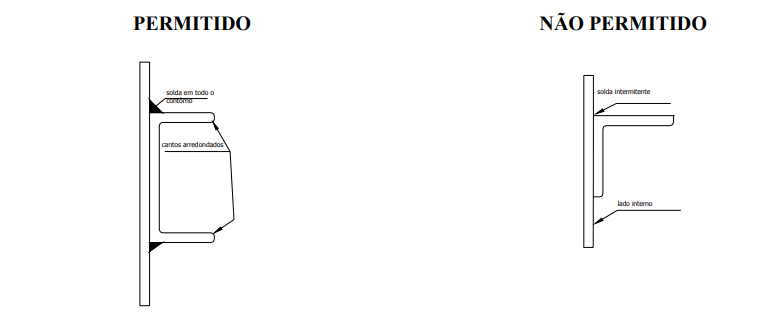
Deve-se evitar detalhes construtivos que possuam aberturas ou bolsões que não possam ser drenados ou que não possam ser devidamente jateados ou revestidos.
Detalhe de fabricação que permite boa continuidade do revestimento em tanques com mais de um compartimento.
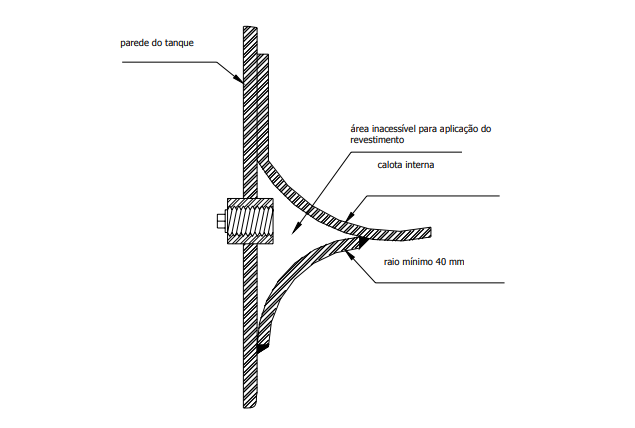
ANEXO D – FIGURA ILUSTRATIVA DA BOCA DE VENTILAÇÃO
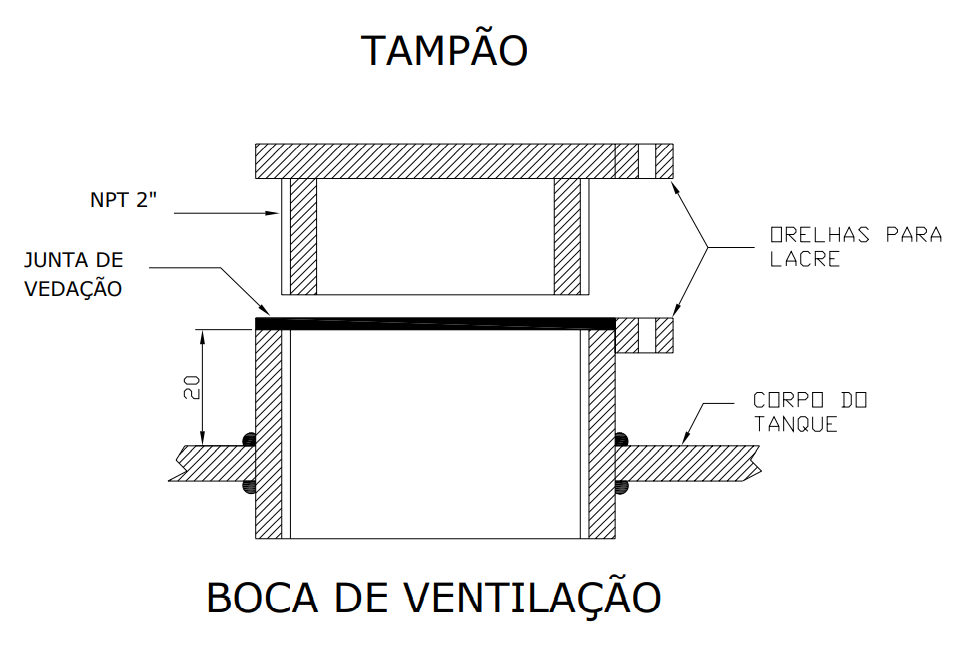
ANEXO E – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELOS)
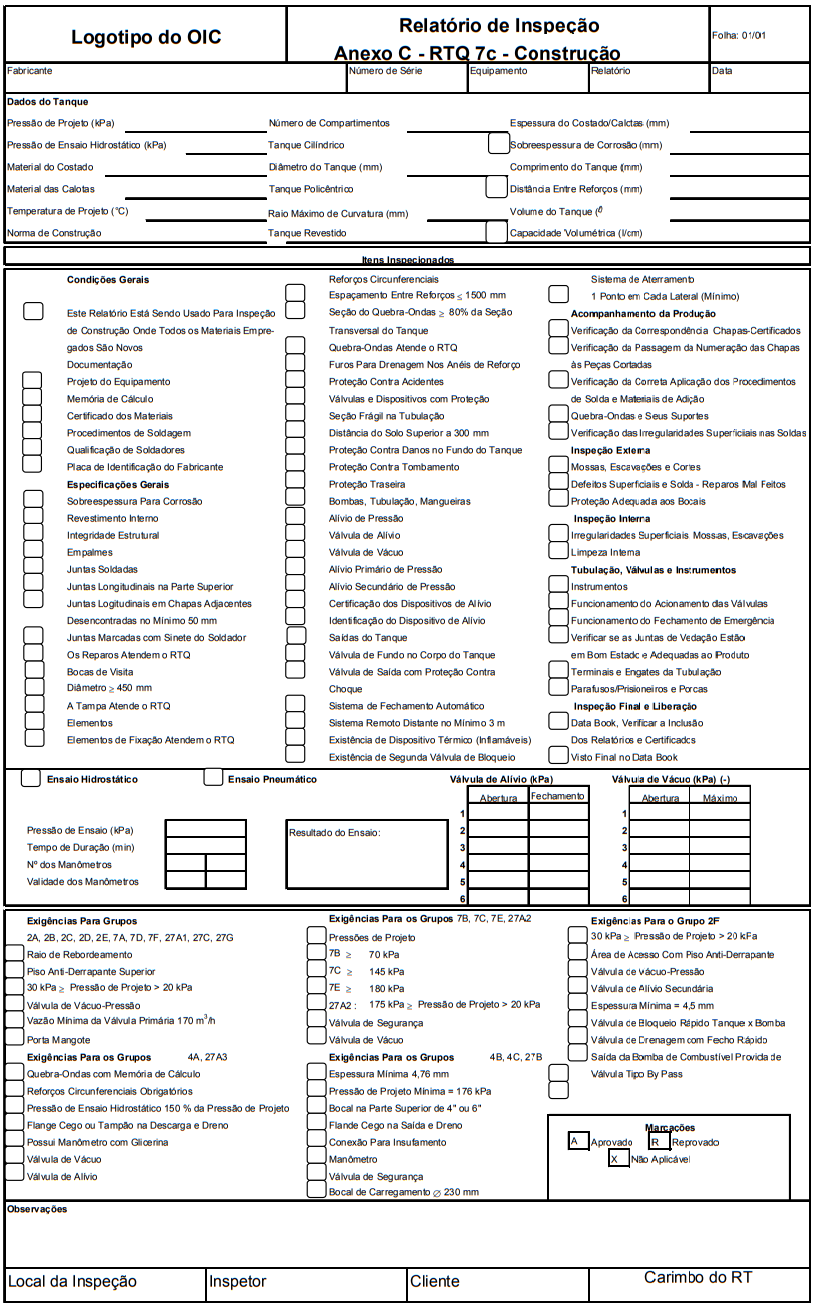
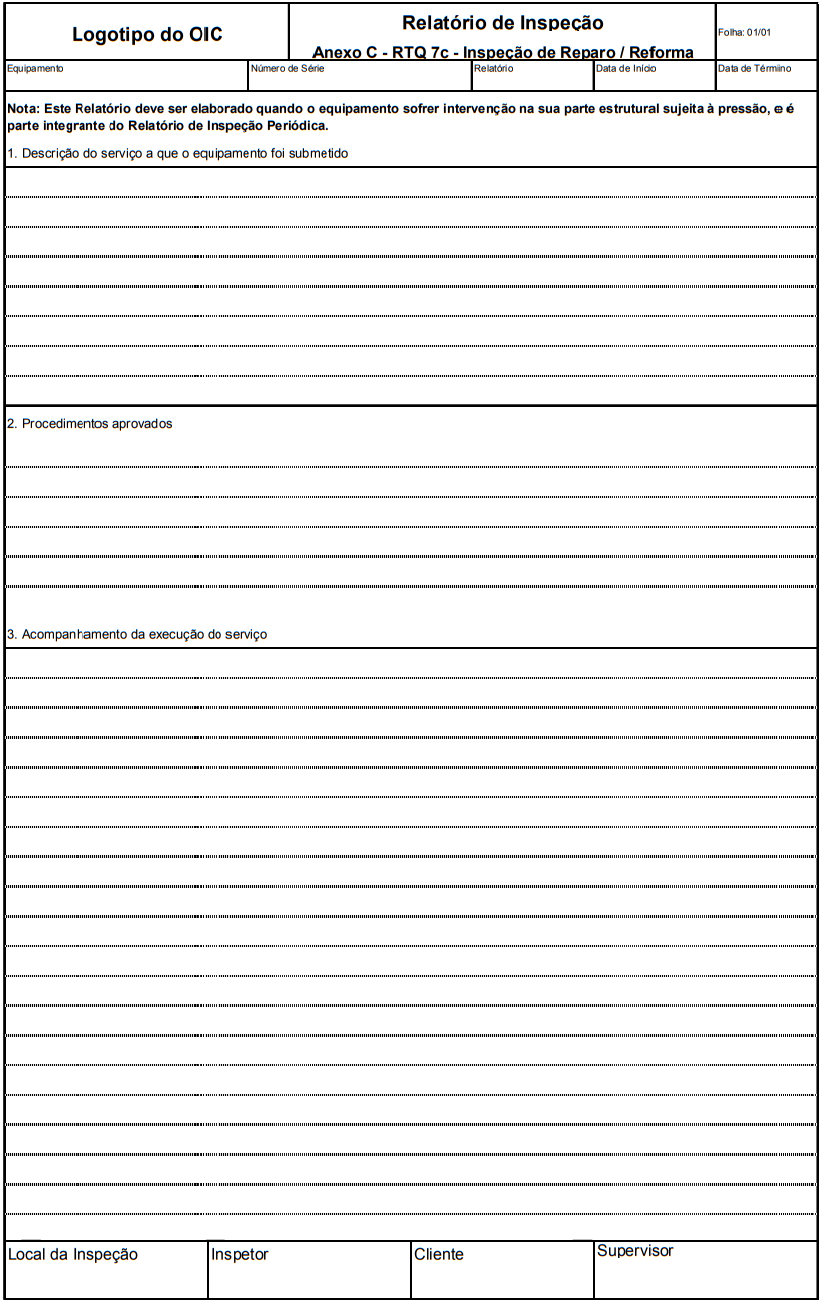
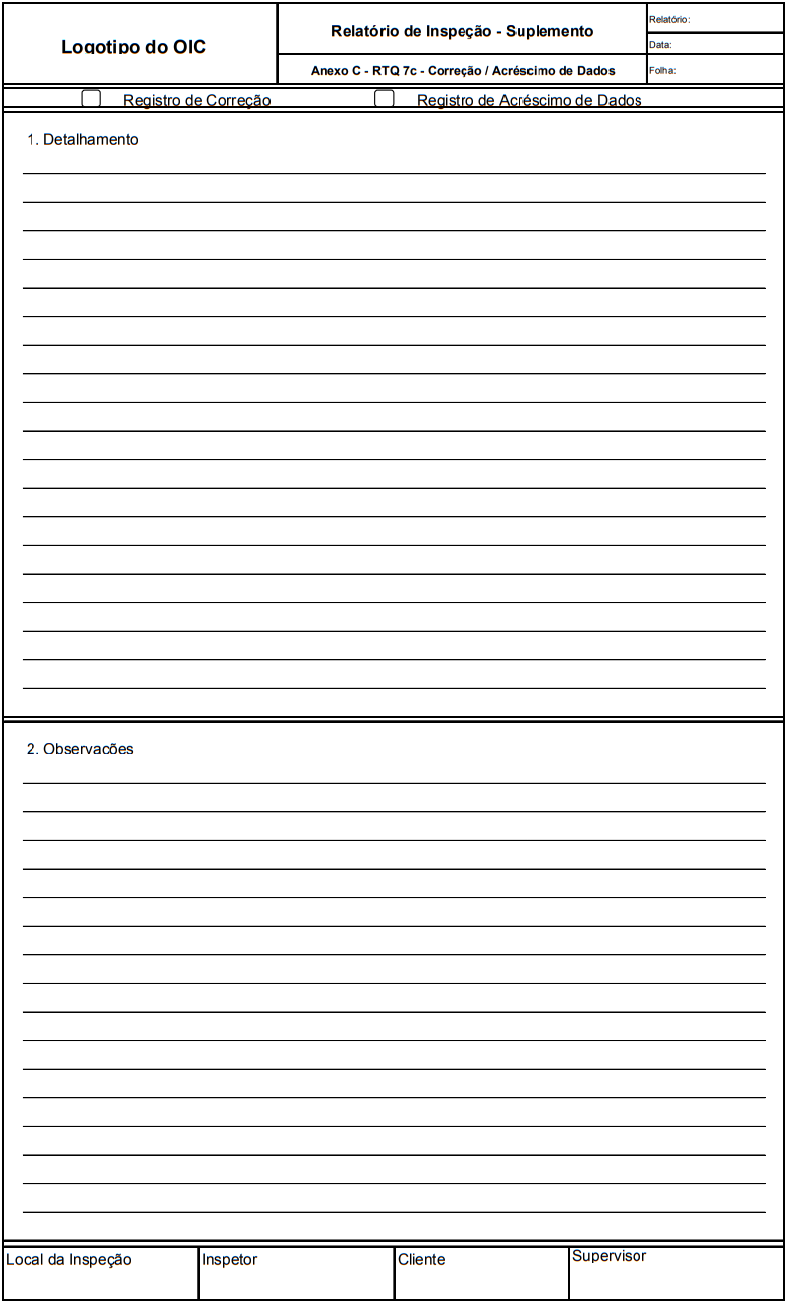
ANEXO F – ROTEIRO DE INSPEÇÃO NA CONSTRUÇÃO DE EQUIPAMENTOS
A inspeção na construção deve ser realizada em 03 (três) etapas, sendo as 02 (duas) primeiras de verificação documental e a terceira de inspeção do equipamento na linha de fabricação da empresa.
1ª Etapa – Verificação preliminar das condições de construção do equipamento:
a) Examinar os RQS (Registro de Qualificação de Soldadores) e se estão dentro da validade.
b) Examinar a existência de EPS (Especificação de Procedimento de Soldagem).
c) Examinar os RQPS ( Registro de Qualificação de Procedimento de Soldagem).
d) Verificar se a empresa possui um sistema de arquivamento dos dados de construção dos equipamentos produzidos e se estes são guardados por 5 (cinco) anos.
2ª Etapa – Verificação do projeto do equipamento:
1 – Verificar a existência do memorial de cálculo, com a devida ART do engenheiro recolhida, contendo:
a) Dimensionamento das espessuras mínimas admissíveis.
b) Dimensionamento das proteções contra acidentes e tombamento.
c) Desenhos de conjunto.
2 – Verificar lista de materiais.
3 – Verificar lista de componentes e acessórios.
3ª Etapa – Inspeção do equipamento na construção:
A inspeção na construção deve ser composta por 04 (três) fases distintas que requerem a acompanhamento do inspetor, quais sejam:
1ª Fase – Recebimento do material:
a) Verificar certificados de chapas e acessórios, e constatar suas rastreabilidades.
b) Medir as espessura das chapas.
c) Marcar as chapas e recortes, quando aplicável.
2ª Fase – Inspeção na linha de fabricação:
1 – Verificar se o desenho do equipamento corresponde ao projeto.
2 – Verificar se todo o material utilizado na construção do equipamento é inspecionado no ato do recebimento.
3 – Verificar a existência de rastreabilidade do soldador com a solda realizada ou sinetagem das soldas.
4 – Verificar se as soldas estão sendo realizadas de acordo com as EPS.
5 – Examinar os cordões de solda, internamente e externamente.
6 – Verificar o material usado nos consumíveis, assim como seu armazenamento. 7 – Verificar a colocação da chapa de identificação.
8 – Quando o equipamento for radiografado, examinar a quantidade de filmes existentes com o relatório do inspetor, e se a junta soldada foi radiografada corretamente, se tratando de quantidade e posições do filme.
9 – Verificar, quando aplicável, os relatórios e gráficos do tratamento térmico.
3ª Fase – Ensaios:
1 – Verificar se foram realizados os ensaios de END, se existem relatórios e se os mesmos obedecem:
- Procedimentos qualificados, quando aplicável.
- Critérios de aceitação.
- Utilizam profissionais qualificados conforme previsto nos RTQ. 2 – Acompanhar a realização dos ensaios.
3 – Realizar a inspeção dimensional do equipamento, conforme desenho apresentado e tolerância ASME (quando aplicável) e o ensaio hidrostático ou pneumático.
4 – Verificar se todos os dispositivos estão funcionando adequadamente, conforme RTQ pertinente.
4ª Fase – Inspeção final:
1 – Medir a espessura, quando aplicável.
2 – Inspecionar a pintura, quando aplicável.
3 – Verificar a colocação da placa do fabricante.
4 – Verificar, quando aplicável, se o livro de registros do equipamento (data-book) está com toda documentação relacionada no RTQ pertinente.
5 – Fixar as placas de identificação e de inspeção e o lacre, quando aplicável. 6 – Emitir o CIPP e RNC.

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para construção, ensaio e instalação de pára-choque traseiro de veículo utilizado no transporte rodoviário de produtos perigosos, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desse produto.
Para efeito deste Regulamento Técnico da Qualidade serão considerados veículos rodoviários: camioneta, caminhonete, caminhão e rebocados, excetuando-se os veículos com PBT até 4.600daN (4.500kgf) com carroçarias incorporadas ao projeto original do fabricante dos veículos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos
perigosos.
Resolução Contran n.º 152/03: Estabelece os requisitos técnicos de fabricação e instalação de pára-choque traseiro para veículos de carga.
Portaria Denatran n.º 11/04: Complementa os requisitos técnicos de fabricação e instalação de pára-choque traseiro para veículos de carga estabelecidos na Resolução Contran n.º 152/03.
ABNT NBR 14648: Pára-choque traseiro de caminhões e veículos rebocados com massa total máxima acima de 4,6 t – Requisitos e método de ensaio.
ABNT NBR 14769: Pára-choque traseiro de caminhonetes, caminhões e veículos rebocados com massa total máxima até 4,6 t – Requisitos e método de ensaio.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos, e na Resolução Contran n.º 152/03.
4. SIGLAS
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos Contran Conselho Nacional de Trânsito
Denatran: Departamento Nacional de Trânsito
EPI: Equipamento de Proteção Individual
END: Ensaios Não destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
OIA-SV: Organismo de Inspeção Acreditado-Segurança Veicular
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.3 O ensaio deve ser realizado em um dispositivo, que simula o chassi do veículo, para a fixação do protótipo do pára-choque traseiro, quando então por intermédio de um atuador hidráulico deve ser aplicada a força sobre o mesmo.
5.4 As características construtivas do pára-choque, devem atender ao disposto neste RTQ, e serem mantidas durante toda sua vida útil.
5.5 O responsável pelo pára-choque, ou proprietário do veículo, pode acompanhar o ensaio ou a inspeção, sem prejuízo da mesma.
5.6 O pára-choque homologado deve conter uma placa de identificação, resistente ao tempo, sem padronização das suas dimensões e sem a definição da sua localização no pára-choque traseiro, ficando essas para serem definidas pelo próprio fabricante do pára-choque traseiro junto com o OIA-PP (OIC). Na placa devem constar os seguintes dados:
1) Nome do fabricante do pára-choque traseiro.
2) CNPJ do fabricante do pára-choque traseiro.
3) Número do chassi do veículo com os 06 (seis) últimos dígitos.
4) Nome do OIA-PP (OIC) que aprovou o pára-choque traseiro.
5) Número do OIA-PP (OIC) que aprovou o pára-choque traseiro.
6) Número do relatório de ensaio do OIA-PP (OIC).
7) Pára-choque aprovado até kgf de PBT.
8) Em conformidade com o RTQ 32 do Inmetro, Resolução Contran n.º 152/03 e Portaria Denatran n.º 11/04.
Notas:
a) Essa placa deve ser fornecida / confeccionada / instalada pelo fabricante do pára-choque traseiro, podendo ser um adesivo autodestrutivo resistente às intempéries.
b) Quando o pára-choque traseiro já foi ensaiado conforme o estabelecido na Resolução Contran n.º 152/03, por OIA-SV (OIC) ou instituição ou entidade que possua laboratório de ensaios, reconhecido pelo Denatran, o OIA-PP (OIC) deve avaliar todos os registros que levaram a aprovação do pára-choque traseiro, evidenciando que os mesmos encontram-se em conformidade com todos os requisitos estabelecidos no RTQ 32, não se fazendo necessária a repetição dos ensaios. Cabe ao OIA-PP (OIC) elaborar o respectivo relatório de ensaio.
c) Devem ser encaminhados ao Inmetro / Dipac, pelos OIA-PP (OIC), o nome do fabricante e o local do posicionamento da placa do pára-choque traseiro.
d) O número do chassi pode ser gravado diretamente no pára-choque traseiro junto à placa ou adesivo de identificação.
5.7 O Inmetro deve ser informado pelo OIA-PP (OIC) que homologou o pára-choque, o local de fixação da placa de identificação para constar na relação de pára-choques homologados disponibilizada pelo Inmetro.
5.8 O fabricante do pára-choque deve apresentar ao OIA-PP (OIC) o projeto para análise e aprovação, antes da realização do ensaio.
5.8.1 O OIA-PP (OIC) deve validar o projeto, que deve ficar arquivado no fabricante do pára- choque, disponível ao Inmetro a qualquer tempo.
5.8.2 Relação de documentos que compõe o projeto:
a) Memorial de cálculos.
b) Desenhos individuais do conjunto e componentes.
c) Desenho do pára-choque instalado.
d) Especificação dos materiais utilizados.
e) Desenho da placa do fabricante com descrições.
f) Especificação da pintura.
6. CONDIÇÕES ESPECÍFICAS
6.1 A altura da borda inferior do pára-choque, medida com o veículo com peso em ordem de marcha, deve ser de 400mm em relação ao plano de apoio das rodas (Figura 1), sendo que nenhum ponto da borda inferior do pára-choque traseiro pode exceder este limite.
6.2 A travessa do pára-choque deve ser localizado de maneira a constituir a extremidade traseira do veículo (Figura 1). Ver exclusões estabelecidas na Portaria Denatran n.º 11/04.
6.3 O comprimento da travessa do pára-choque deve ser no máximo igual à largura da carroçaria ou equipamento ou à distância entre as bordas externas dos aros das rodas, o que for maior, e no máximo 100mm menor em cada lado (Figura 2).
6.4 A altura da seção da travessa do pára-choque não pode ser inferior a 100mm (Figura 2). As extremidades laterais da travessa do pára-choque não devem possuir bordas cortantes. O pára- choque deve ser de formato uniforme, retilíneo, sem emendas, sem furos, exceto aqueles necessários para fixação das placas de identificação do Inmetro e do fabricante, e constituído de apenas um material. A sua seção ou perfil pode ter outras formas, como por exemplo: circular ou tubular.
6.5 O pára-choque pode ser projetado de maneira tal que sua altura possa ser variável, de acordo com necessidades eventuais, como por exemplo: manobras, operações de carga e descarga.
Para variações acidentais de posição, deve ser previsto um mecanismo de retorno à posição de trabalho sem interferência do operador.
6.6 O alongamento do chassi deve ser feito de acordo com as especificações do fabricante do veículo.
6.7 A solda deve ser de material compatível com o do chassi.
6.8 O pára-choque deve ter forma e dimensões projetadas de modo a permitir, quando instalado, a visualização da sinalização luminosa e da placa de identificação do veículo, não prejudicando os requisitos estabelecidos nas especificações de iluminação e sinalização veicular.
6.9 Pintura do pára-choque
A pintura do pára-choque deve estar conforme as especificações estabelecidas na Resolução Contran n.º 152/03 e na Portaria Denatran n.º 11/04.
6.10 O suporte e os elementos de fixação devem ter formas e dimensões que atendam às especificações deste RTQ.
6.11 Para veículo com tanque de carga, a travessa do pára-choque traseiro deve estar afastado, no mínimo, 150mm do tanque ou do último acessório solidário ao mesmo, devendo ser fixado nas longarinas do chassi do veículo (Figura 3).
7. MÉTODO DE ENSAIO
7.1 Devem ser utilizados os instrumentos de medição, equipamentos, dispositivos, e EPI, conforme relação descrita no Anexo A.
7.2 Execução do Ensaio
7.2.1 O ensaio pode ser realizado com o pára-choque instalado no veículo na posição de trabalho, com o veículo com peso em ordem de marcha, ou instalado em dispositivo na posição equivalente à de trabalho, o qual dever ser construído e fixado de maneira a suportar os requisitos do ensaio, não sofrendo deformação ou deslocamento. O pára-choque deve ser instalado no dispositivo.
7.2.1.1 As forças especificadas na Tabela 1 devem ser aplicadas em separado, na seguinte ordem: P1, P3, e P2. Nos casos dos pontos P1 e P2 a escolha entre um dos pontos P1 e um dos pontos P2 fica a critério do OIA-PP (OIC), conforme ABNT NBR 14648 e ABNT NBR 14769.
7.2.1.2 As forças especificadas na Tabela 1 devem ser aplicadas paralelamente ao eixo longitudinal médio do veículo, utilizando-se uma chapa de aço a ser colocada entre o conjunto atuador hidráulico e o pára-choque, com as seguintes dimensões: 250mm de altura, 200mm de largura e 25mm de espessura com raio de curvatura de 5 ±1mm nas arestas.
7.2.1.3 O centro da chapa deve coincidir com os pontos P1, P2 e P3, no momento da aplicação das respectivas forças.
7.2.1.4 Os pontos P1 estão localizados a 200mm da extremidade da carroçaria ou equipamento, o que for maior. O ponto P3 é o ponto central do pára-choque traseiro e os pontos P2 são simétricos em relação ao ponto P3, distanciados de 700mm (mínimo) e 1000mm (máximo) entre si, podendo a posição exata ser especificada pelo instalador do pára-choque traseiro. A altura acima do plano de apoio dos pontos P1, P2 e P3 deve ser definida como sendo o ponto médio da altura da seção do elemento horizontal, não excedendo de 600mm do plano de apoio com o veículo com peso em ordem de marcha (Figura 2).
7.2.1.5 Quando o ensaio for realizado com o pára-choque instalado no veículo, para evitar o deslocamento desse veículo, este deve ser fixado por quaisquer meios em qualquer parte de sua estrutura ou eixos, exceto na parte do chassi situada após o último eixo.
7.2.1.6 O ensaio deve ser efetuado no caso mais crítico considerando-se o projeto e a aplicação, dentro de uma mesma família de pára-choque. Considera-se como mais crítico aquele pára-choque que apresentar a maior distância entre o ponto P1 e a extremidade traseira da longarina (ponto B Figura 2). Independentemente do resultado, o pára-choque traseiro ensaiado não deve ser reutilizado.
Tabela 1 – Forças de Aplicação (daN)
| PBT (daN) | P1 | P2 | P3 |
| Até 3.000 | 1.500 | 2.500 | 1.500 |
| Acima de 3.000 até 4.600 | 3.000 | 4.500 | 3.000 |
| Acima de 4.600 até 6.500 | 5.000 | 7.500 | 5.000 |
| Acima de 6.500 até 10.000 | 6.000 | 9.000 | 6.000 |
| Acima de 10.000 até 23.500 | 8.000 | 12.000 | 8.000 |
| Acima de 23.500 | 10.000 | 15.000 | 10.000 |
8. RESULTADO DO ENSAIO
8.1 Deve ser elaborado um relatório de ensaio, conforme Anexo B, contendo, no mínimo, os seguintes dados:
a) Nome e endereço do fabricante do pára-choque.
b) PBT do veículo.
c) Valor das forças aplicadas nos pontos P1, P2 e P3.
d) Distância horizontal entre a face posterior do elemento horizontal do pára-choque nos pontos P1, P2 e P3 e o referencial no chassi no sentido do último eixo do veículo após o ensaio.
e) Dimensões do pára-choque.
f) Equipamentos, instrumentos de medição e dispositivos utilizados no ensaio.
g) Resultado da análise do projeto do pára-choque.
h) Resultado final do ensaio.
Nota: É de responsabilidade do OIA-PP (OIC) o arquivamento do relatório de ensaio por tempo indeterminado, devendo estar disponível ao Inmetro a qualquer tempo.
8.2 O OIA-PP (OIC) deve realizar o registro fotográfico colorido do ensaio, composto de pelo menos 02 (duas) fotos (tamanho 10 x 15cm), com legendas explicativas. Este registro fotográfico deve ser rastreável ao relatório de ensaio.
8.3 Critérios de aprovação e reprovação
8.3.1 Projeto
8.3.1.1 O projeto do pára-choque deve ser considerado aprovado dimensionalmente, se atender aos requisitos do capítulo 8, e o seu memorial de cálculo demonstrar resistência aos mesmos carregamentos do ensaio.
8.3.2 Avaliação dimensional
8.3.2.1 O pára-choque deve ser considerado aprovado dimensionalmente, se atender aos requisitos do projeto aprovado.
8.3.3 Aplicação de forças
8.3.3.1 A deformação permanente máxima nos pontos P1, P2 e P3 não pode ser superior a 125mm após o ensaio, em relação à posição inicial.
8.3.3.2 Não serão aceitas trincas de soldas ou fraturas causadas pelo ensaio no conjunto pára-choque / chassi do veículo.
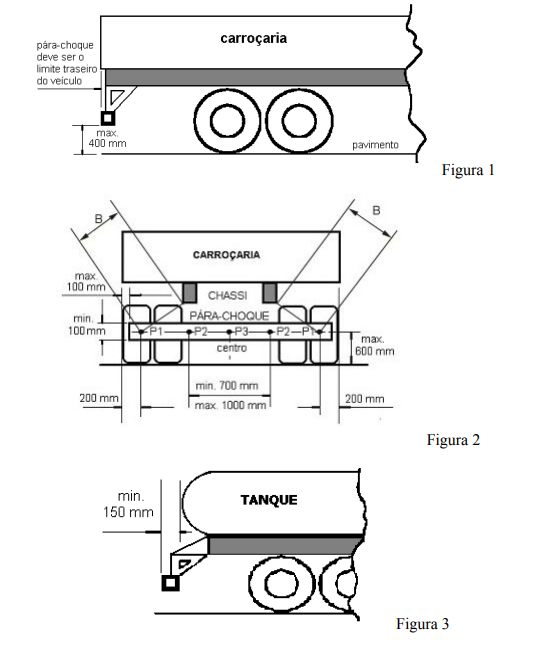
8. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório de Ensaio
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ 6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO DE ENSAIO
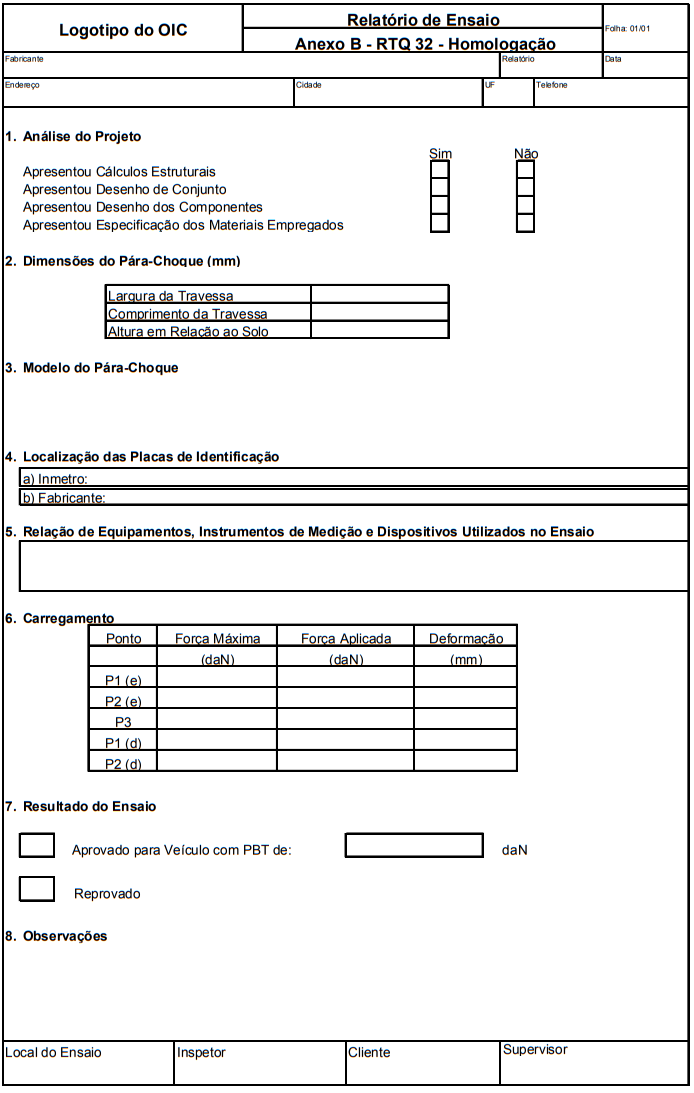

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para aplicação, reparo e inspeção de revestimento interno de resina éster vinílica reforçada com fibra de vidro, e de borracha natural ou sintética, em equipamentos utilizados no transporte rodoviário de produtos perigosos dos grupos: 4B, 4C, 4D e 27B, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
Resolução ANTT n.º 420/04: Aprova as Instruções Complementares ao Regulamento do Transporte Terrestre de Produtos Perigosos e suas alterações.
RTQ: Instrução para preenchimento de registros de inspeção da área de produtos perigosos.
RTQ 7c: Inspeção na construção de equipamentos para o transporte rodoviário de produtos perigosos a granel com pressão máxima de trabalho admissível até 690 kPa.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 5734: Peneiras para ensaio com telas de tecido metálico.
ABNT NBR 7348: Pintura industrial – Preparação de superfície de aço com jato abrasivo e hidrojateamento.
SIS-05.5900-1967: Padrões visuais para preparo de superfície de aço carbono para pintura. NACE-RP-01-70: Padrões visuais para preparo de superfície de aço carbono para pintura. ASTM-D-3486: Instalação de revestimentos de borracha vulcanizável para tanques.
ASTM-D-429E: Ensaio de resistência a adesão de elastômeros ao substrato metálico. ASTM-D-2240: Determinação de dureza Shore A, em elastômeros vulcanizados.
ASTM-C581: Determinação da resistência química da resina termofixa.
ASTM-D3486-85: Prática de instalação e vulcanização em revestimento em borracha em tanques e tubulações.
EN-977-1977: Método de determinação de resistência química da fibra de vidro ao fluído. EN-978-1977: Método de determinação do desgaste por abrasão.
N-9: Tratamento de superfície de aço com jato abrasivo e hidrojateamento.
Glossário de terminologias técnicas utilizadas nos RTQ para o transporte rodoviário de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas Utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos, e complementada pelas definições de 3.1 a 3.6.
3.1 Borracha natural
Produzida com o extrato encontrado na árvore “Hevea Brasiliensis” (conforme ASTM-D-1566, Cis- 1-4 poli isoprene).
3.2 Borracha sintética
Produzida da polimerização de um ou mais monômeros com ou sem a pós-polimerização modificada quimicamente (conforme ASTM-D-1566).
3.3 Revestidor
Empresa aplicadora do revestimento interno em tanque de carga para o transporte rodoviário de produtos perigosos.
3.4 Reparo parcial do revestimento
Caracterizado por mantas e véus descolados, revestimento desgastado, com espessura menor que a especificada, atingindo área de no máximo 50% da superfície revestida do tanque de carga.
3.5 Reparo total do revestimento
Caracterizado por mantas e véus descolados, revestimento desgastados, com espessura menor que a especificada atingindo área superior a 50% da superfície revestida do tanque de carga.
3.6 Substrato
Parte metálica a ser revestida do corpo do tanque de carga rodoviário.
4. SIGLAS
ASTM: American Society for Testing and Materials
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
EPI: Equipamento de Proteção Individual
EN: Europe Norm
END: Ensaios Não Destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
N-9: Norma Petrobrás
NACE: National Association of Corrosion Engineers
LI: Local de Inspeção
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
RTQ: Regulamento Técnico da Qualidade
SIS: Swedish Industrial Standart
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado e de infra-estrutura, instrumentos de medição, equipamentos e dispositivos conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC), define o inspetor que, somente deve iniciar a inspeção de aplicação, de reparo ou periódica, do revestimento interno, após a aprovação da rastreabilidade do equipamento inclusive da placa de identificação do revestidor, conforme os requisitos estabelecidos no RTQ 7c ou RTQ 7i, o que for aplicável, incluindo a comprovação da descontaminação do equipamento com o respectivo certificado.
5.2.1 Para a inspeção do equipamento, deve ser apresentado o livro de registros (data book) desse equipamento, quando houver, o mesmo deve ser solicitado ao fabricante do tanque de carga quando da encomenda deste, o livro de registros deve ser completado durante a aplicação do revestimento, com os dados técnicos relacionados abaixo:
a) relatório técnico de aplicação de revestimento;
b) garantia de compatibilização dos materiais do revestimento com os produtos a transportar;
c) relatório da inspeção.
5.3 O inspetor deve possuir e utilizar os EPI, conforme descrito no Anexo A.
5.4 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.5 Nos casos em que o equipamento for submetido a reparos do revestimento, a inspeção desses deve seguir a mesma metodologia empregada na aplicação do revestimento, independentemente da extensão desses reparos.
5.5.1 Antes de iniciar o serviço a empresa reparadora ou reformadora do equipamento deve apresentar um procedimento de reparo ou reforma ao OIA-PP (OIC) que deverá ser avaliado.
5.5.2 Antes de executar qualquer reparo ou reforma em um equipamento ou em seu revestimento interno, o proprietário deve notificar e solicitar acompanhamento de inspeção a um OIA-PP (OIC).
5.5.3 As características de reparo ou aplicação do revestimento devem atender ao disposto neste RTQ e as características construtivas do equipamento devem atender ao disposto no RTQ 7c.
5.6 O porta-placas, quando existir, deve estar em condições que permita a adequada fixação das placas (rótulo de risco e painel de segurança), conforme a norma ABNT NBR 7500.
5.7 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro, sempre na sua última versão.
Nota: O prazo da inspeção deve ser reduzido, caso sejam evidenciadas irregularidades no revestimento, por critérios técnicos prescritos neste RTQ.
5.8 Os equipamentos revestidos somente podem transportar, exclusivamente, produtos de um mesmo grupo.
5.9 Documentação
O aplicador do revestimento do equipamento deve manter durante 05 (cinco) anos em condições de consulta por terceiros, quando solicitado, todos os registros referentes à aplicação do revestimento, (revestimentos novos, reparo total /parcial) como a saber:
a) especificação dos materiais e acessórios usados;
b) certificado de qualificação para procedimentos da aplicação do revestimento, e de aplicadores de revestimento, quando aplicável;
c) garantia de compatibilização dos materiais do revestimento com os produtos aptos a transportar;
d) relatório de inspeção;
e) relatório técnico de aplicação de revestimento.
5.10 Somente é emitido o CIPP quando forem atendidas às condições e exigências estabelecidas neste RTQ, no RTQ 7c ou no RTQ 7i.
5.11 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e o equipamento revestido deve ser submetido a uma reinspeção para que o CIPP seja emitido.
5.12 Durante a validade do CIPP, o equipamento revestido deve em qualquer circunstância, manter as condições estabelecidas neste RTQ, no RTQ 7c ou no RTQ 7i, e normas aplicáveis.
5.13 O OIA-PP (OIC) deve realizar o registro fotográfico do equipamento, em todas as inspeções, como também na realização de reparos e reformas, de forma que permita quando posicionado no LI, a visualização da traseira do equipamento, com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia / mês / ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, o número de identificação do LI e a tampa da boca de visita aberta, quando esta for visível.
5.13.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.13.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.14 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.15 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004, quando esta for inspeção periódica.
5.16 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.16.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.17 A inspeção não deve ser realizada quando:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
Nota: Caso o equipamento não atenda o item 5.2 e seus subitens, quanto ao quesito rastreabilidade, devem ser observados os subitens 5.22.1 (RTQ 7i) e 5.25.1 (RTQ 7c).
5.18 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.19 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. CARACTERÍSTICAS DA APLICAÇÃO DO REVESTIMENTO
Para aplicação do revestimento, nenhuma alteração deve ser feita na estrutura do equipamento, sem prévia autorização ou acompanhamento do fabricante, proprietário e OIA-PP (OIC). Caso isto ocorra, a documentação deve incluir um relatório de inspeção emitido pelo OIA-PP (OIC), aprovando a alteração.
6.1 Revestimento interno de resina éster vinílica reforçada com fibra de vidro
6.1.1 Preparação do substrato (jateamento abrasivo)
a) Antes do processo de jateamento, deve ser efetuada a descontaminação do substrato metálico de modo que os locais a serem jateados não apresentem impurezas como óleos, graxas, resíduos tomando-se o cuidado de não haver formação de atmosfera inflamável, sendo que se observada esta condição deve-se proceder a desgaseificação para posterior jateamento abrasivo.
b) A superfície metálica deve ser jateada pelos métodos de hidrojateamento, granalha de aço ou esfera de vidro, com acabamento ao metal branco, de acordo com os padrões visuais grau SA 3 da norma SIS 05-59.00/67, NACE 1 ou N-9.
c) A linha de suprimento de ar comprimido deve estar provida de filtro separador de umidade e óleo.
Nota: Esta preparação mostra-se fundamental para o perfeito desempenho do revestimento a ser aplicado.
6.1.2 Seqüência de aplicação
6.1.2.1 Logo após a inspeção da superfície jateada, que deve ser imediata, deve-se aplicar sobre a mesma uma demão de fundo (“primer”) epoxi poliamida, ou resina adesiva, ao substrato jateado.
6.1.2.2 A espessura mínima aplicada deve ser de 60 micra-metro, com a finalidade de inibir o processo de oxidação antes da aplicação do revestimento.
6.1.2.3 Camada base
A finalidade principal da camada base é a de minimizar os diferentes coeficientes de dilatação térmica da chapa metálica e do composto laminado.
Nota: A composição química da camada base deve ser definida pelo aplicador do revestimento, ou pelo fabricante dos produtos utilizados.
6.1.2.3.1 Aplicação
Sobre a superfície devidamente preparada, aplica-se uma camada de regularização composta de resina éster vinílica, e cargas minerais balanceadas e selecionadas, com espessura que pode variar de 1mm a 2mm. A aplicação deve ser feita com ferramentas que garantam a uniformidade de espessura, tais como, espátula e desempenadeira.
6.1.2.4 Barreira química
A barreira química tem como finalidade implementar resistência química ao revestimento.
6.1.2.4.1 Aplicação
a) Sobre a superfície devidamente regularizada deve-se aplicar no mínimo 03 (três) mantas de fibra de vidro sendo as 02 (duas) primeiras de 450g/m2, ou equivalente, sendo recomendada para a terceira manta 300g/m2 , impregnadas com resina éster vinílica, na proporção 30% de fibra de vidro e 70% de resina éster vinílica.
b) Sobre as mantas deve-se aplicar 02 (dois) véus de superfície impregnados com resina éster vinílica. Os véus recomendados são: véu de vidro C ou véu sintético (poliéster). A escolha do véu deve ser feita em função dos produtos a serem transportados.
c) A aplicação, tanto das mantas como dos véus de superfície, deve ser realizada com o auxílio de roletes ondulados (roletes de alumínio) para eliminação de bolhas de ar.
d) Na seqüência de aplicação das mantas e véus, deve-se observar a sobreposição de emendas de no mínimo 50mm, com distância mínima de 100mm entre elas.
6.1.2.5 Acabamento
A aplicação de resina éster vinílica deve terminar com uma camada de resina parafinada. A espessura total de acabamento deve ser cerca de 200 micrametro, de modo a impedir a inibição da cura da resina pelo contato com o oxigênio do ar.
6.1.2.6 Processo de catalisação
O processo de catalisação da resina éster vinílica deve ser escolhido em função das características e solicitações químicas do revestimento, seguindo as recomendações do fabricante da resina.
6.1.2.7 Pigmentação da resina
Excetuando-se a camada base não é permitida a pigmentação da resina, em qualquer fase da aplicação do revestimento.
6.1.2.8 Espessura
A espessura do revestimento acabado deve estar compreendido entre 3,0mm a 6,0mm.
6.1.3 Aplicação do revestimento
6.1.3.1 Tipo de resina
Tipo 1: resina éster vinílica – epoxi bisfenol A Tipo 2: resina éster vinilica – epoxi novolac
6.1.3.2 Processo de catalisação
Mekp-Co: peróxido de metil etil cetona/cobalto Bpo-Dma: peróxido de benzoila/dimetil anilina
6.1.3.3 Sistema de aplicação
Sistema A: resina Tipo 1 + Mekp-Co Sistema B: resina Tipo 1 + Bpo-Dma Sistema C: resina Tipo 2 + Mekp-Co Sistema D: resina Tipo 2 + Bpo-Dma
6.1.3.4 Relatório técnico de aplicação de revestimento
O relatório técnico de aplicação de revestimento (Anexo B) deve ser emitido pelo revestidor, e mantido à disposição, por um período de no mínimo 05 (cinco) anos, contendo os seguintes dados:
- nome do revestidor;
- data de aplicação do revestimento;
- tipo de jateamento do substrato metálico;
- tipo de fundo (“primer”) ou resina adesiva;
- tipo de camada base (resina) e espessura;
- tipo de manta;
- tipo da resina e espessura;
- tipo de véu e espessura;
- tipo de camada de acabamento;
- tipo de pós-cura (quando houver);
- nome, assinatura, e nº do Crea ou CRQ do engenheiro químico ou químico responsável.
6.1.3.5 Identificação do revestidor
6.1.3.5.1 Etiqueta de identificação do revestimento
O revestidor deve inserir durante o processo de laminação pelo menos 3 (três) etiquetas de identificação, conforme modelo abaixo, de forma que após concluído o revestimento consiga-se identificar o revestidor através destas etiquetas.
No revestimento novo as 03 (três) etiquetas devem estar colocadas nos seguintes locais: 01 (uma) na boca de visita, 01 (uma) na calota dianteira, e outra na calota traseira.
Quando se tratar de reparo e a extensão do mesmo permitir, deve ser colocada 01 (uma) etiqueta em cada reparo.
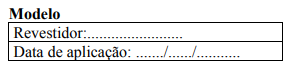
6.1.3.5.2 Placa de identificação do revestidor
O revestidor responsável pela realização da aplicação do revestimento deve afixar próximo a placa de identificação do fabricante do equipamento, uma placa de identificação conforme modelo apresentado.
Placa de identificação do Revestidor
| Revestidor: |
| Nº de série do equipamento: |
| Resina: Processo de catálise: |
| Espessura mínima admissível (mm): |
| Espessura máxima admissível (mm): |
| Nº do relatório: |
| Data de aplicação: |
| Grupo apto a transportar: |
6.1.4 Características de compatibilidade de produtos químicos a serem transportados, com o revestimento
|
Grupo |
Item |
Produto |
Temperatura
Máxima de Operação (ºC) |
Sistema
de Aplicação Recomendado |
|
|
Nome |
Concentração Máxima (%) |
||||
|
4B |
1 |
Ácido
Clorídrico |
37 |
65 |
A-B-C-D |
|
2 |
Ácido
Fluorsilícico |
35 |
38 |
A-B-C-D |
|
|
3 |
Ácido
Sulfúrico Residual |
70 |
82 |
A-B-C-D |
|
|
4 |
Cloreto
de Zinco |
70 |
99 |
A-B-C-D |
|
|
5 |
Cloreto
de Cobre |
Qualquer |
99 |
A-B-C-D |
|
|
6 |
Cloreto
de Sódio |
Qualquer |
99 |
A-B-C-D |
|
|
7 |
Policloreto
de Alumínio |
Qualquer |
99 |
A-B-C-D |
|
|
8 |
Sulfato
Férrico |
Qualquer |
93 |
A-B-C-D |
|
|
9 |
Cloreto
Ferroso |
Qualquer |
93 |
A-B-C-D |
|
|
10 |
Cloreto
Férrico |
Qualquer |
93 |
A-B-C-D |
|
|
11 |
Cloreto
de Alumínio |
Qualquer |
99 |
A-B-C-D |
|
|
12 |
Sulfato
de Alumínio |
Qualquer |
99 |
A-B-C-D |
|
|
4C |
13 |
Hipoclorito
de Sódio |
5
a 18 |
52 |
B-D |
|
14 |
Clorito
de Sódio |
30 |
46 |
||
|
27B |
15 |
** |
* |
* |
* |
* deve ser definido e documentado pelo aplicador do revestimento
** ver tabela de produtos perigosos da Resolução ANTT n.º 420/04
6.1.5 Corpo de prova testemunha
O revestidor ou o reparador do revestimento deverá providenciar um corpo de prova, do revestimento aplicado com dimensões de 40 x 40cm, para cada revestimento ou reparo realizado, o qual deve ficar à disposição. O corpo de prova deve ser identificado pelo OIA-PP (OIC) devendo ser guardado por um período mínimo de um ano e meio, pelo revestidor para eventuais contra-testes que se fizerem necessários.
6.1.6 Garantia de compatibilidade dos materiais do revestimento com os produtos a transportar
A garantia deve ser dada pelo aplicador através da apresentação de um dos documentos descritos a seguir:
a) atestado de compatibilidade fornecido pelo fabricante da resina;
b) relatório de ensaios comprobatórios da resistência química contendo:
- resistência à deterioração do revestimento através de ensaios de amostras do revestimento. As amostras devem ser submetidas à ensaios de compatibilidade química de acordo com a norma ASTM-C581 e/ou EN-977-1997, por período de 1000 horas a 50ºC;
- resultados das amostras submetidas ao ensaio de compatibilidade química, quando comparadas as amostras virgens, demonstrando que a perda de resistência e redução do módulo de elasticidade não excedam a 25% no ensaio segundo a norma EN 978-1997 ou equivalente;
- resultados das amostras ensaiadas demonstrando que não apresentaram trincas, bolhas, corrosão acentuada, separação entre camadas e rugosidades devido a corrosão.
c) apresentação de dados pertinentes às experiências positivas comprovadas por meio de certificados e relatórios, demonstrando a compatibilidade dos produtos transportados com o material do revestimento;
d) dados técnicos publicados em manuais de referência ou boletins técnicos do fabricante da resina ou outras fontes de referências qualificadas.
6.1.7 Reparo em revestimento interno de resina éster vinílica reforçada com fibra de vidro
6.1.7.1 Procedimento para reparo parcial do revestimento
6.1.7.1.1 Quando o dano não atingiu o substrato
Deve ser executado conforme a seqüência descrita abaixo:
a) limitar a área do reparo com fita crepe, estendendo-se 150mm, além do contorno da área afetada;
b) efetuar proteção do revestimento em bom estado, com material resistente a abrasão, e ao transito de pessoas;
c) remover a camada de véu sintético e mantas de fibra danificada, através de lixamento mecânico, ou jateamento até atingir padrão SA 3 da Norma SIS-05.59.00-1967;
d) aplicar uma demão de resina, como selante;
e) reconstituir as camadas de manta de fibra de vidro e véu sintético, do revestimento original;
f) aplicar uma camada de acabamento com resina parafinada;
g) observar que a resina e o processo de catalisação sejam os mesmos utilizados no revestimento original;
h) aplicar calor através de lâmpadas ou ar quente seco sobre o revestimento reparado, de forma a se atingir a pós-cura do reparo, seguindo-se orientações da tabela fornecida pelo fabricante da resina, que correlaciona a temperatura na superfície do laminado e o tempo de exposição à fonte de calor;
i) efetuar ensaio de dureza Barcol, após a cura do reparo (valor mínimo 30 Barcol e máximo 50 Barcol).
6.1.7.1.2 Quando o dano atingiu o substrato
Deve ser executado conforme a seqüência descrita abaixo:
a) limitar a área do reparo com fita crepe, estendendo-se 150mm, além do contorno da área afetada;
b) remover através de disco de corte e talhadeira a superfície delimitada, até atingir o substrato;
c) jatear o substrato até atingir o padrão SA 3 da Norma SIS-05.59.00-1967- Jato ao metal branco;
d) jatear o revestimento adjacente ao reparo com largura mínima de 100mm para possibilitar a amarração necessária do reparo ao revestimento original, em todo o perímentro;
e) aplicar ao substrato jateado, uma demão de fundo (“primer”) epóxi poliamida, ou resina adesiva;
f) quando a pintura de fundo atingir condição de pré-cura que permite a boa adesão do laminado, iniciar revestimento da resina éster vinílica reforçada com fibra de vidro;
g) aplicar a camada base sobre o substrato e em seguida, as camadas do revestimento na seqüência idêntica à do revestimento original;
h) a região a ser reparada deve conter a margem de 100mm além do contorno do substrato jateado, a fim de promover a sobreposição necessária entre o revestimento original e o reparo, garantindo sua continuidade;
i) observar que a resina e o processo de catalisação sejam os mesmos utilizados no revestimento original;
j) aplicar calor através de lâmpadas ou ar quente seco sobre o revestimento reparado, de forma a se atingir a pós-cura do reparo, seguindo-se orientações da tabela fornecida pelo fabricante da resina, que correlaciona a temperatura na superfície do laminado e o tempo de exposição à fonte de calor;
k) efetuar ensaio de dureza Barcol, após a cura do reparo (valor mínimo 30 Barcol e máximo 50 Barcol).
6.1.7.2 Procedimento para reparo total do revestimento
Deve ser removido totalmente o revestimento por processo adequado, e proceder a aplicação de revestimento conforme procedimento de aplicação descrito nos itens 6.1.2 a 6.1.4.
6.2 Revestimento interno com borracha natural ou sintética
Para a aplicação do revestimento, nenhuma alteração deve ser feita na estrutura do equipamento, sem prévia autorização ou acompanhamento do fabricante, proprietário e OIA-PP (OIC). Caso isto ocorra, a documentação deve incluir um relatório de inspeção emitido pelo OIA-PP (OIC), aprovando a alteração. O tanque de carga deve ser construído atendendo o estabelecido no RTQ 7c e ainda deve ter PMTA de no mínimo de 150 kPa e deve possuir dreno/abertura para saída de condensados provenientes do processo de aquecimento por vapor para vulcanização, na parte inferior do tanque.
6.2.1 Preparação do substrato (jateamento abrasivo)
a) antes do processo de jateamento, deve ser efetuada a descontaminação do substrato metálico de modo que os locais a serem jateados não apresentem impurezas como óleos, graxas, resíduos;
b) o substrato metálico deve ser jateado com granalha de aço angular conforme Norma Petrobrás N9 / ABNT NBR 7348, NACE1, deixando com padrão de superfície SA 3 (metal branco), com rugosidade de 60-90 micra metro;
c) a linha de ar comprimido deve ser provida de filtro separador de umidade e óleo;
d) a granalha a ser utilizada deve estar seca com granulometria ABNT NBR 5734 padrão G16 a G25.
6.2.2 Seqüência de aplicação, para revestimentos novos
6.2.2.1 Logo após a inspeção da superfície jateada, deve ser aplicado com rolo de pintura de no mínimo 01(uma) demão de primer anti-corrosivo, na espessura especificada pelo fabricante do anti-corrosivo com a finalidade de evitar a oxidação. O tempo de secagem deve ser conforme orientação do fabricante do primer.
6.2.2.2 A seguir aplicar com rolo de pintura de no mínimo 01 (uma) demão de adesivo intermediário, na espessura especificada pelo fabricante do adesivo e aguardar secagem.
6.2.2.3 A seguir aplicar com rolo de pintura de no mínimo 02 (duas) camadas de ligação de polímeros, obedecendo a espessura recomendada pelo aplicador do revestimento, sendo que deve ser observada secagem ao toque a cada demão aplicada.
6.2.2.4 O composto em mantas de borracha (calandrado e dublado, com mínimo de 02 espessuras), é aplicada e roletado manualmente pelo aplicador sobre o substrato preparado anteriormente , as sobreposições e emendas das mantas não devem ultrapassar á 50mm e as bordas devem ter ângulos de aproximadamente 45º para possibilitar perfeito assentamento e junção com o revestimento base de forma que permita estanqueidade.
Nota: Para garantir a qualidade do revestimento, todas operações anteriores, devem ser executadas com umidade relativa do ar abaixo de 85%, temperatura do substrato (corpo do tanque) não de ser inferior a 15ºC e não superior a 45ºC.
6.2.2.5 Antes da vulcanização, deve ser realizada uma pré-inspeção e ensaio (pelo revestidor), com auxílio de iluminação artificial, para a verificação, e quando necessário for, a correção dos itens descritos abaixo:
- exame visual,
- acabamento superficial,
- emendas/junções,
- existência de bolhas de ar,
- medição da espessura,
- ensaio de faísca.
6.2.2.6 O processo de vulcanização é efetuado através de vapor de água pressurizada a 100kPa (1,0 kgf/cm²), temperatura entre 100ºC à 120ºC, no próprio tanque de carga.
O tempo da vulcanização deve estar de acordo com os procedimentos descritos pelo revestidor, assim como a temperatura desta.
Deve ser colocado 01 (um) corpo de prova testemunha 20cm x 20cm, e 01 (um) corpo de prova de ensaio de aderência, ficando ambos a disposição, no mínimo, por um ano e meio.
Para a realização do ensaio de aderência, durante a inspeção, preparar 03 (três) corpos de prova conforme norma ASTM-D-429E, dos quais 02 (dois) devem ser ensaiados.
6.2.2.7 Verificação da aderência do revestimento pelo revestidor
O ensaio deve ser realizado conforme o prescrito na ASTM-D-429E.
O resultado do ensaio deve ter no mínimo uma resistência de 60N/m para tanque de carga revestido. Avaliação do ensaio, tipos de falhas na aderência:
- R: indica a falha na borracha,
- RC: indica a falha na cobertura entre a borracha e o adesivo de ligação,
- CP: indica a falha na 1º camada do adesivo intermediário,
- M: indica a falha no primer-anti-oxidante.
6.2.2.8 Secagem
Proceder conforme item 6.2.4.1.
6.2.2.9 Acabamento
Efetuado manualmente, com auxilio de esmerilhadeira para desbaste de rebarbas, principalmente em todos os flanges existentes no corpo do tanque.
6.2.2.10 Inspeção final e ensaio (pelo revestidor), utilizando iluminação artificial, onde são verificados, e quando necessário for, corrigido os itens descritos abaixo:
- exame visual;
- acabamento superficial;
- emendas/junções;
- existência de bolhas de ar;
- medição da espessura;
- medição de dureza Shore A;
- ensaio de faísca.
6.2.3 Seqüência de aplicação para reparos
6.2.3.1 Para revestimentos novos
a) com auxílio de iluminação artificial os pontos a serem reparados são demarcados com marcador industrial;
b) remover a borracha do ponto a reparar com auxílio de faca/talhadeira até o ponto onde há boa adesão e visualizar o substrato;
c) preparar a superfície do substrato conforme padrão SA 3, e pontos do revestimento onde haverá sobreposição, com auxílio de esmerilhadeira;
d) aplicação conforme itens 6.2.2.1 a 6.2.2.3;
e) aplicar mantas de borracha até nivelar a espessura original sobrepondo nas bordas 50mm ou, fazer enchimento com mantas de borracha crua de forma a nivelar a espessura original e, posteriormente, aplicar reforço em mantas crua com espessura de 2,5mm a 3,0mm;
f) vulcanizar conforme item 6.2.2.6;
g) secagem conforme item 6.2.4.1;
h) acabamento conforme item 6.2.2.9.
6.2.3.2 Para revestimentos usados
a) efetua-se a secagem do equipamento conforme item 6.2.4.2;
b) com auxílio de iluminação artificial os pontos a serem reparados são demarcados com marcador industrial;
c) remover a borracha do ponto a reparar com auxílio de faca/talhadeira até o ponto onde há uma boa adesão e visualizar o substrato;
d) preparar a superfície do substrato conforme padrão SA 3, e pontos do revestimento onde haverá sobreposição com auxílio de esmerilhadeira;
e) aplicação conforme parágrafos 6.2.2.1 a 6.2.2.3;
f) fazer enchimento com mantas de borracha crua de forma a nivelar a espessura original;
g) aplicar reforço com mantas de borracha (espessura de 2,5mm a 3,0mm) de borracha pré- vulcanizada, auto vulcanizante ou manta crua sobre o reparo com excedente mínimo de 50mm nas bordas. Em paralelo, para o ensaio de aderência, aplicar no mínimo 02 (duas) mantas de borracha largura de 2,54cm, comprimento de 18cm, deixando 3cm do mesmo sem aderência para fixação do dinamômetro, com escala de leitura de 0 a 200N (0 a 20kgf);
h) vulcanização para mantas pré-vulcanizadas ou auto vulcanizantes o tempo de cura deve ser entre 24 h a 48 h à temperatura ambiente. Para mantas de borracha crua vulcanizadas em vapor de água, livre o tempo de cura no mínimo 16h à temperatura de 80ºC à 90ºC;
Nota: Deve ser colocado corpo de prova testemunha 20cm x 20cm, ficando a disposição, no mínimo por um ano e meio.
i) o ensaio de aderência, deve ser executado após 24 h da vulcanização conforme segue:
- fixar a dinamômetro conforme alínea g;
- puxar o corpo de prova no sentido oposto do revestimento original até descolamento total;
- fazer leitura simultaneamente, anotando-se maior valor encontrado;
- resultado final, deve ser no mínimo 30N/m.
j) efetuar secagem no local reparado, conforme item 6.2.4.2; k)acabamento conforme item 6.2.2.9.
6.2.3.3 Inspeção final e ensaio (pelo revestidor), utilizando iluminação artificial, onde são verificados, os itens descritos abaixo:
- exame visual;
- acabamento superficial;
- emendas/junções;
- existência de bolhas de ar;
- medição da espessura;
- ensaio de faísca;
- aderência.
6.2.4 Procedimentos de secagem
6.2.4.1 Para revestimento novo
Após a vulcanização, abrir a boca de visita e/ou outras aberturas para facilitar o resfriamento e escoamento de água e, com auxilio de exaustor/ventilador por um período de 2h a 4h, a superfície da borracha deve ficar totalmente seca, possibilitando a inspeção e o ensaio de faísca.
6.2.4.2 Para revestimento usado
O tanque deve estar limpo e descontaminado e a secagem quando necessário deve ser feita por meio de ventilador / exaustor, por um período mínimo de 12h, a superfície da borracha deve ficar totalmente seca, possibilitando a inspeção e o ensaio de faísca.
6.2.5 Relatório técnico de aplicação de revestimento
O relatório técnico de aplicação do revestimento (Anexo B) deve ser emitido pelo revestidor, e mantido à disposição, por um período mínimo de 05 anos, com todos os campos preenchidos.
6.2.6 Identificação do revestidor
6.2.6.1 O revestidor deve inserir durante o processo de aplicação pelo menos 03 (três) placas de borracha sobre o revestimento, estampado ou com logotipo.
No revestimento novo devem ser posicionadas nos seguintes locais: 01(um) na boca de visita, 01 (um) na calota dianteira e 01 (um) na calota traseira.
Quando se tratar de reparo e a extensão do mesmo permitir, deve ser colocada 01 (um) placa de borracha para cada reparo.
6.2.6.2 Placa de identificação do revestidor
O revestidor responsável pela realização da aplicação do revestimento deve afixar próximo a placa de identificação do fabricante do equipamento, uma placa de identificação conforme modelo apresentado.
Placa de Identificação do Revestidor
| Revestidor: |
| N° de série do equipamento: |
| Composto: |
| Espessura mínima admissível (mm): |
| Espessura máxima admissível (mm): |
| N° do relatório: |
| Data de aplicação: |
6.2.7 Características de compatibilidade de produtos químicos a serem transportados, com o revestimento com borracha.
|
Grupo |
Item |
Produto |
Temperatura Máxima de Operação (ºC) |
Sistema
de Aplicação Recomendado |
|
|
Nome |
Concentração
Máxima
(%) |
||||
|
4B |
1 |
Ácido
Clorídrico |
37 |
65 |
Clorobutil |
|
2 |
Ácido
Fluorsilícico |
35 |
38 |
Clorobutil |
|
|
3 |
Cloreto
de Zinco |
70 |
99 |
Clorobutil |
|
|
4 |
Cloreto
de Cobre |
Qualquer |
99 |
Clorobutil |
|
|
5 |
Policloreto
de Alumínio |
Qualquer |
99 |
Clorobutil |
|
|
6 |
Cloreto
de Sódio |
Qualquer |
70 |
Clorobutil |
|
|
7 |
Sulfato
Férrico |
Qualquer |
93 |
Clorobutil |
|
|
8 |
Cloreto
Ferroso |
Qualquer |
93 |
Clorobutil |
|
|
9 |
Cloreto
Férrico |
Qualquer |
93 |
Clorobutil |
|
|
10 |
Cloreto
de Alumínio |
Qualquer |
99 |
Clorobutil |
|
|
11 |
Sulfato
de Alumínio |
Qualquer |
99 |
Clorobutil |
|
|
4C |
12 |
Hipoclorito
de Sódio |
5 a 18 |
52 |
Polietileno clorossulfonado |
|
13 |
Clorito
de Sódio |
30 |
46 |
Polietileno
clorossulfonado |
|
|
4D |
14 |
Ácido
Sulfúrico Residual |
70 |
82 |
Polietileno
clorossulfonado |
|
27B |
15 |
** |
* |
* |
* |
(*) deve ser definido e documentado pelo revestidor
(**) ver tabela de produtos perigosos da Resolução ANTT n.º 420/04
6.2.8 Corpo de prova testemunha
O aplicador do revestimento ou reparador do revestimento deve providenciar 03 (três) corpos de prova, com dimensões de 20cm x 20cm, do revestimento aplicado, para cada revestimento ou reparo realizado, o qual deve ficar á disposição. Os corpos de prova devem ser identificados pelo OIA-PP, através de marcador industrial apropriado, e guardados pelo revestidor por um período mínimo de um ano e meio.
6.2.9 Garantia de compatibilidade dos materiais do revestimento com produtos a transportar
A garantia deve ser dada pelo aplicador de revestimento, com a apresentação dos documentos abaixo:
a) certificado de material testado em laboratório, com os resultados dos seguintes ensaios: dureza, tração à ruptura, aderência, alongamento à ruptura;
b) rastreabilidade dos materiais empregados na fabricação da borracha, com a apresentação dos seguintes documentos:
- certificado do fornecedor da matéria prima base,
- nota fiscal do fornecedor da matéria prima base,
- curva Rheométrica (mínimo uma) com numero de lote de fabricação.
7. EXECUÇÃO DA INSPEÇÃO
7.1 Condições Gerais
7.1.1 Durante a inspeção deve ser utilizado pelo inspetor o relatório de inspeção, e este deve ser devidamente preenchido, sendo que o mesmo deve contemplar no mínimo os itens constantes dos modelos apresentados em Anexo.
O relatório deve ser conclusivo, e conter uma das seguintes frases:
“APROVADO” segundo RTQ 36; “REPROVADO” segundo RTQ 36;
A palavra “APROVADO” deve ser colocada caso o resultado da inspeção satisfaça as condições descritas neste RTQ, caso contrário deve ser colocada a palavra “REPROVADO”.
7.2 Inspeção de revestimento interno em resina éster vinílica reforçada com fibra de vidro
7.2.1 Escopo da inspeção
7.2.1.1 Inspeção de aplicação do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência;
d) medição de espessura;
e) ensaio de faísca;
f) medição de dureza Barcol;
g) resistência a acetona;
h) ensaio de estanqueidade do sistema de carga descarga.
7.2.1.2 Inspeção periódica do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência;
d) medição de espessura;
e) ensaio de faísca;
f) ensaio de estanqueidade do sistema de carga descarga.
7.2.1.3 Inspeção periódica com reparo do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência;
d) medição de espessura;
e) ensaio de faísca;
f) medição de dureza Barcol das partes reparadas;
g) resistência à acetona das partes reparadas;
h) ensaio de estanqueidade do sistema de carga descarga.
7.2.2 Metodologia da inspeção
7.2.2.1 Verificação do livro de registros (quando houver) do revestimento
Essa verificação é realizada para ver o tipo de revestimento e sua compatibilidade.
7.2.2.2 Exame visual do revestimento
O exame visual deve ser realizado com auxílio de luz artificial, dirigida obliquamente à superfície inspecionada, para identificação de alterações significativas no relevo da superfície.
O exame visual deve verificar a existência de trincas, reparos mal feitos, poros, bolhas, rugas, rachaduras, lascas, áreas com descoloração, distorção ou destruição do laminado, ponto com falta de resina, ou quaisquer outras anomalias superficiais, para o revestimento com resina ver classificação conforme Tabela 1 da norma ASTM-D-2563 (Defeitos Permissíveis – Nível III).
Especial atenção deve ser dada às conexões, válvulas de descarga, tubos, boca de visita, verificando, inclusive, o descolamento nas bordas.
7.2.2.3 Verificação da aderência do revestimento
Este ensaio deve ser feito por percussão, utilizando martelo de madeira ou borracha.
7.2.2.4 Medição de espessura
A medição de espessura deve ser feita por medidor de espessura de camadas com capacidade de até 12mm.
O medidor deve ser calibrado antes de cada ensaio junto a padrões de calibração utilizando-se os padrões indicados na tabela abaixo.
Especial atenção deve ser dada às conexões, válvulas de descarga, tubos, boca de visita, quando acessíveis.
| Padrão (mm) | Faixa de Espessura (mm) |
| 4,0 | 3,0 – 6,0 |
| 6,0 | 6,0 – 10,0 |
O número de pontos a serem medidos deve ser de 32 (trinta e dois), tomados aleatoriamente no costado e calotas do equipamento revestido, distribuídos de forma que cubra toda superfície interna revestida do corpo do equipamento. Cada ponto medido deve ser marcado na grade de inspeção.
7.2.2.5 Ensaio de faísca (Holiday Detector)
a) tensão elétrica
A tensão elétrica de trabalho é expressa em kV, sendo o valor calibrado pela fórmula:
U = 3 x e onde:
U = Tensão elétrica, em kV.
e = Espessura média encontrada, em mm;
b) velocidade de varredura
A velocidade de varredura deve ser, no máximo, igual a 10m/min;
c) condições da superfície de revestimento
Antes do início do ensaio propriamente dito, deve ser verificada se a superfície do revestimento encontra-se limpa e seca. Caso estas condições não sejam atendidas, deve-se providenciar a limpeza e a secagem da superfície do revestimento.
Notas:
a) Excesso de umidade ou partículas de materiais eletricamente condutores, dispersas na superfície do revestimento, podem provocar desvios da corrente elétrica durante o ensaio. Conseqüentemente, o ensaio pode ser falseado;
b) Qualquer condição da superfície do revestimento que possa causar uma acréscimo da distância entre o eletrodo e o metal deve ser corrigida.
c) Deve ser feito o aterramento do metal do costado e do terminal-terra do detetor, para fechar o circuito elétrico.
7.2.2.6 Medição de dureza
A medição de dureza deve ser realizada com medidor de dureza Barcol, segundo a norma ASTM- D-2583.
O medidor deve ser calibrado antes de cada ensaio utilizando-se padrões para calibração adequados. O número de pontos a serem medidos deve ser de 12 (doze), sendo escolhidos aleatoriamente no costado e calotas.
Para se efetuar a medição deve ser removida, com lixa fina, uma pequena área de camada parafinada. Deve-se tomar o devido cuidado para não danificar o véu do revestimento.
Após a medição de dureza, deve-se restaurar os pontos trabalhados.
7.2.2.7 Ensaio de resistência à acetona
Colocar acetona em contato com a superfície do revestimento, através de algodão embebido ou pingando algumas gotas. Deixar em contato com o revestimento por um período de 30 segundos para a verificação da pegajosidade, constatada após a evaporação da acetona. A persistência da pegajosidade é o indicativo da cura incompleta da resina do revestimento. Neste ensaio deve-se verificar no mínimo 12 (doze) pontos por revestimento tomados aleatoriamente no corpo do equipamento.
7.2.2.8 Critérios de aceitação
7.2.2.8.1 Verificação dos dados do revestimento
O proprietário / revestidor do equipamento deve apresentar o relatório técnico de aplicação do revestimento, para revestimento novo, reparo, e reforma, e quando houver, para revestimentos aplicados antes de julho 2005, identificados através de placa de identificação de aplicação de revestimento.
7.2.2.8.2 Exame visual do revestimento
Poros, bolhas, trincas, e reparos mal feitos, devem ser eliminados.
7.2.2.8.3 Verificação da aderência do revestimento
Qualquer sinal de deslocamento, a área deve ser removida e reparada.
7.2.2.8.4 Medição de espessura
O revestimento é considerado aprovado, caso não seja encontrado ponto com espessura inferior a 3,0mm ou superior a 10,0mm.
O revestimento reprovado deve ser reparado, atendendo ao descrito no capítulo 6 deste RTQ, e submetido a reinspeção para verificação de atendimento a todos os requisitos deste RTQ.
7.2.2.8.5 Medição de dureza Barcol
Os valores de medição dureza devem ser no mínimo 30Barcol e no máximo 50Barcol, ou devendo obedecer o especificado pelo fabricante da resina ou através de boletim técnico.
7.2.2.8.6 Ensaio de faísca
Durante a execução do ensaio não pode ocorrer faiscamento.
7.2.2.8.7 Resistência à acetona
A resina não pode apresentar modificações em suas propriedades físicas, ou pegajosidade, avaliada através do tato.
7.2.3 Verificação dos dados do revestimento
O proprietário do equipamento deve apresentar o relatório técnico de aplicação do revestimento ou do reparo, quando houver.
7.2.4 Ensaio de estanqueidade do sistema de carga descarga
O ensaio de estanqueidade tem por finalidade a verificação de vazamentos nas válvulas e acoplamentos.
A pressão do ensaio deve ser de 20kPa.
7.3 Inspeção de revestimento interno em borracha natural ou sintética
7.3.1 Escopo da inspeção
7.3.1.1 Inspeção de aplicação do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência no corpo de prova guardados para este fim;
d) medição de espessura;
e) ensaio de faísca;
f) medição de dureza Shore A;
g) ensaio de estanqueidade do sistema de carga descarga.
7.3.1.2 Inspeção periódica do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência;
d) medição de espessura;
e) ensaio de faísca;
f) ensaio de estanqueidade do sistema de carga descarga.
7.3.1.3 Inspeção periódica com reparo do revestimento
a) verificação do livro de registros, quando houver;
b) exame visual;
c) verificação da aderência no corpo de prova aplicado em paralelo ao reparo;
d) medição de espessura;
e) ensaio de faísca;
f) medição de dureza Shore A, das partes reparadas.
g) ensaio de estanqueidade do sistema de carga descarga.
7.3.2 Metodologia da inspeção
7.3.2.1 Verificação do livro de registros, quando houver, do revestimento
Essa verificação é realizada para ver o tipo de revestimento e sua compatibilidade.
7.3.2.2 Exame visual do revestimento
O exame visual deve ser realizado com auxílio de luz artificial, dirigida obliquamente à superfície inspecionada, para identificação de alterações significativas no relevo da superfície.
O exame visual deve verificar a existência de rasgos reparos mal feitos, poros, bolhas, rugas, áreas com descoloração, distorção ou destruição do laminado, ou quaisquer outras anomalias superficiais, para a borracha, ver conforme da Norma ASTM-D-3486-85 capítulo 6.
Especial atenção deve ser dada às conexões, válvulas de descarga, tubos, boca de visita, verificando, inclusive, o descolamento nas bordas.
7.3.2.3 Ensaio de faísca
Deve ser executado conforme prescrito em 7.2.2.5, com exceção do revestimento com borracha com o composto clorobutil, neste caso a voltagem máxima aplicada deve ser de 10kV, independentemente da espessura do revestimento, conforme norma ASTM-D-3486 parte c nota 1.
Nota: Para que durante a execução da varredura não ocorra qualquer dano ao revestimento interno, não se deve deixar parado, em um ponto qualquer, a escova do detetor, caso contrário pode ocasionar a carbonização da borracha, naquele local.
7.3.2.4 Medição de espessura
A medição de espessura deve ser feita por medidor de espessura de camadas com capacidade de até 12mm.
O medidor deve ser calibrado antes de cada ensaio junto a padrões de calibração utilizando-se os padrões indicados na tabela abaixo.
Especial atenção deve ser dada às conexões, válvulas de descarga, tubos, boca de visita, quando acessíveis.
| Padrão (mm) | Faixa de Espessura (mm) Borracha |
| 4,0 | 3,0 – 6,0 |
| 6,0 | 6,0 – 8,0 |
O número de pontos a serem medidos deve ser de 20 (vinte), tomados aleatoriamente no costado e calotas do equipamento revestido, distribuídos de forma que cubra toda superfície interna revestida do corpo do equipamento. Cada ponto medido deve ser marcado na grade de inspeção.
7.3.2.5 Medição de dureza Shore A
A medição da dureza deve ser realizada com medidor de dureza Shore A, segundo a norma ASTM- D2240 em superfície seca.
O medidor deve ser calibrado antes de cada ensaio utilizando-se padrões para calibração adequada. O número de pontos a serem medidos deve ser de 12 (doze), sendo escolhidos aleatoriamente no costado e calotas.
7.3.2.6 Verificação da aderência
Na inspeção periódica com reparo, deve ser executada conforme prescrito em 6.2.3.2.i.
7.3.2.7 Ensaio de estanqueidade do sistema de carga descarga
O ensaio de estanqueidade tem por finalidade a verificação de vazamentos nas válvulas e acoplamentos.
A pressão do ensaio deve ser de 20kPa.
8. RESULTADO DA INSPEÇÃO
8.1 Deve ser elaborado um relatório de inspeção (Anexo C ou Anexo E), de tal forma que nele constem, além dos dados referentes ao proprietário, fabricante do tanque de carga, revestidor, equipamento / revestimento, todos os dados referentes às medições e ensaios realizados, constando ainda os parâmetros de aprovação ou reprovação.
8.1.1 A grade de inspeção deve ser preenchida e anexada ao relatório de inspeção, em caso de ocorrências de irregularidades no revestimento.
8.1.2 O revestimento é considerado aprovado se todos os itens acima forem considerados conforme, e caso a inspeção apresente irregularidades o equipamento é considerado reprovado.
8.2 O Registro de Não-Conformidade deve ser preenchido, em 02 (duas) vias – 1ª via do proprietário do equipamento e a 2ª via do OIA-PP PP (OIC), durante a inspeção, conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8.2.1 O Registro de Não-Conformidade deve ser emitido mesmo que não seja(m) evidenciada(s) não-conformidade(s).
8.2.2 Quando o revestimento for aprovado a 1ª via do Registro de Não-Conformidade é entregue ao responsável do equipamento.
8.2.3 O Registro de Não-Conformidade deve ser preenchido com a(s) não-conformidade(s) evidenciada(s). Quando da reprovação do revestimento, uma cópia deste registro juntamente com uma cópia da grade de inspeção devem ser entregues ao responsável do equipamento, para orientar na reparação do(s) item(ns) não-conforme(s).
8.3 Quando da aprovação do equipamento o CIPP deve ser preenchido conforme RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8.3.1 O CIPP não deve ser plastificado.
8.4 O proprietário do equipamento, tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s). Expirando este prazo deve ser feita nova inspeção completa.
8.5 Após a aprovação final do revestimento, o inspetor que executou a inspeção, deve afixar a placa de inspeção no suporte porta-placas.
9. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório Técnico de Aplicação de Revestimento de Resina Anexo C – Relatórios de Inspeção e Suplemento de Relatório – Resina Anexo D – Relatório Técnico de Aplicação de Revestimento de Borracha Anexo E – Relatório de Inspeção e Suplemento de Relatório – Borracha
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ 6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO TÉCNICO DE APLICAÇÃO DE REVESTIMENTO DE RESINA (MODELO)
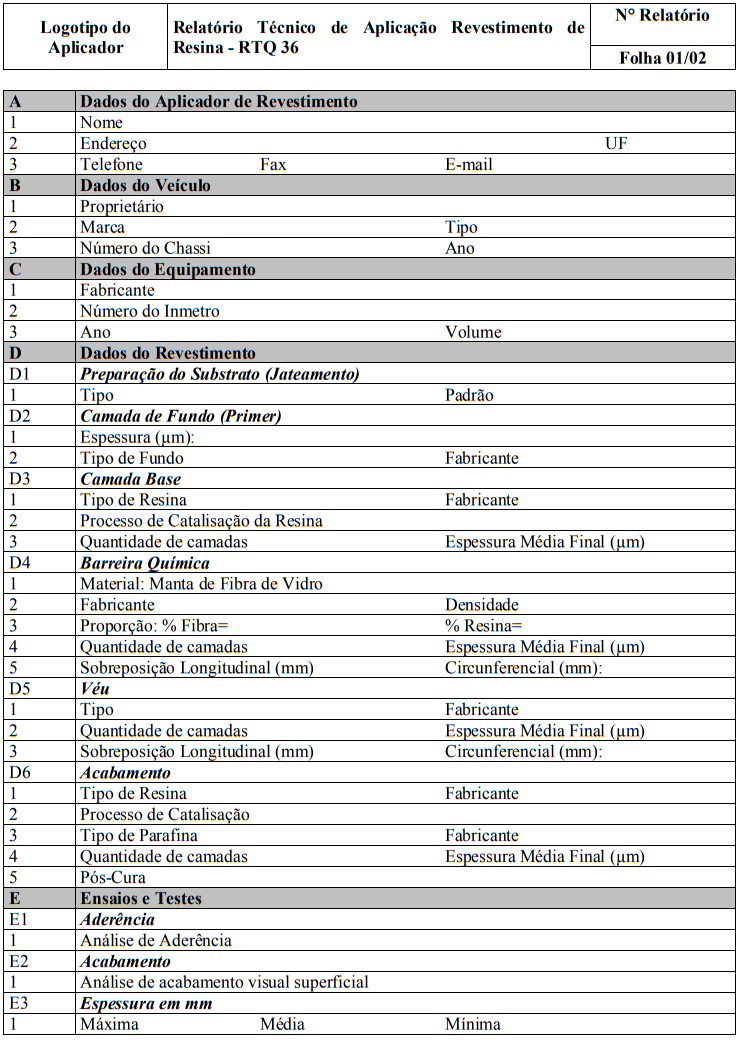
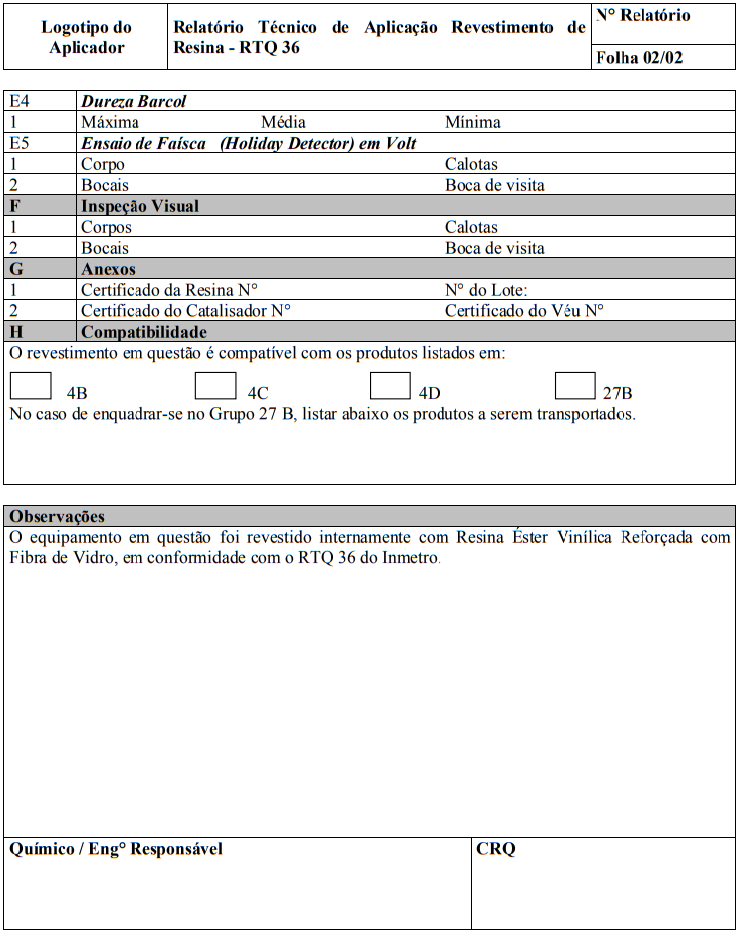
ANEXO C – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO – RESINA (MODELO)
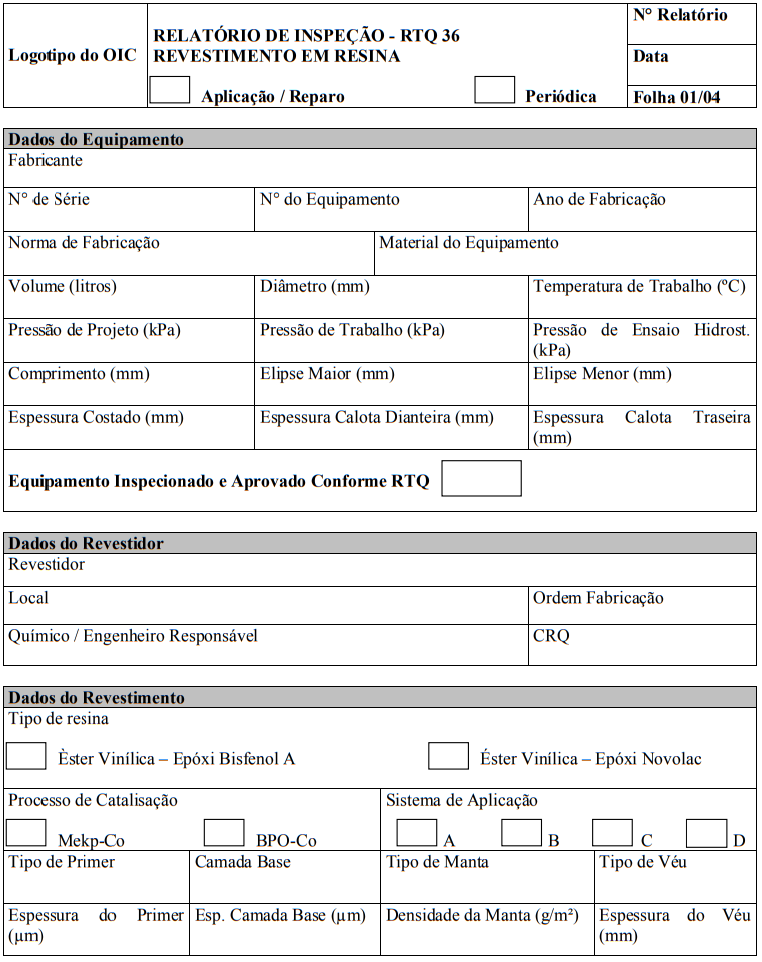
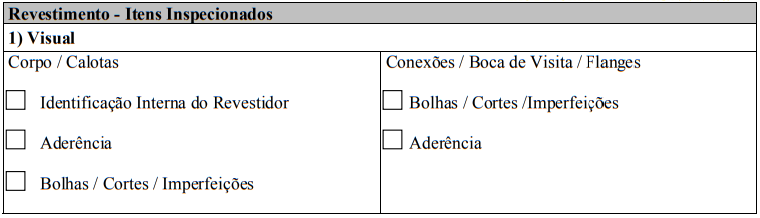
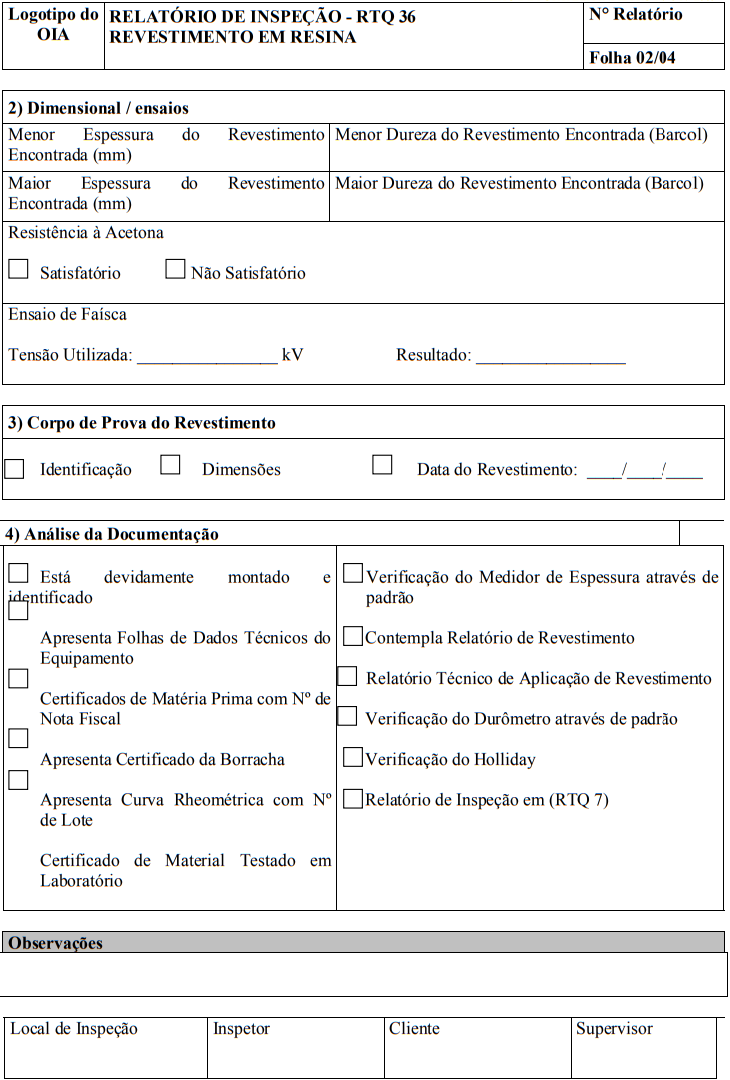
ANEXO D – RELATÓRIO TÉCNICO DE APLICAÇÃO DE REVESTIMENTO DE BORRACHA (MODELO)
ANEXO E – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO – BORRACHA (MODELO)
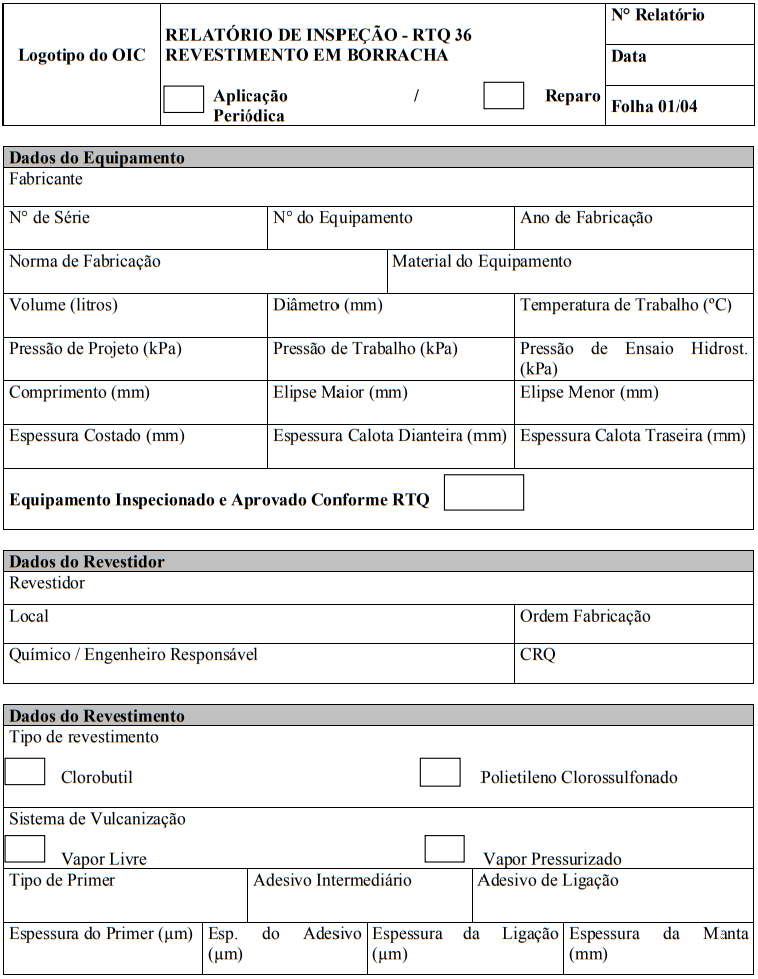
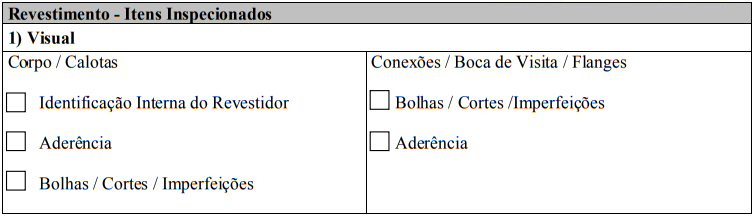
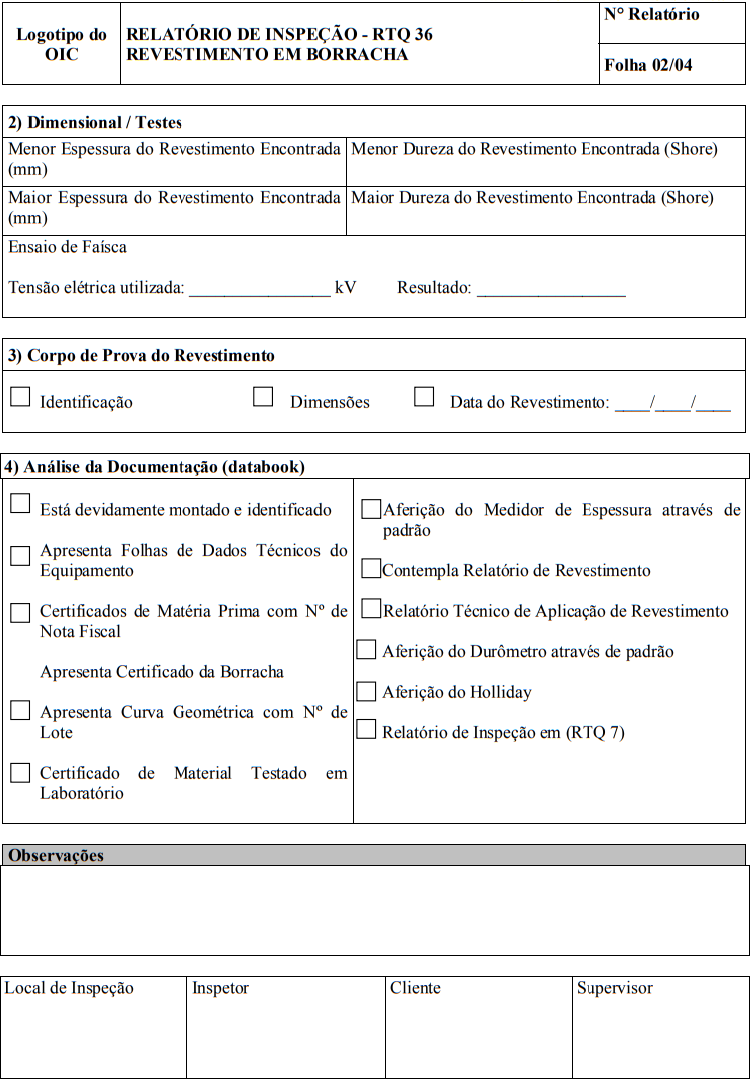
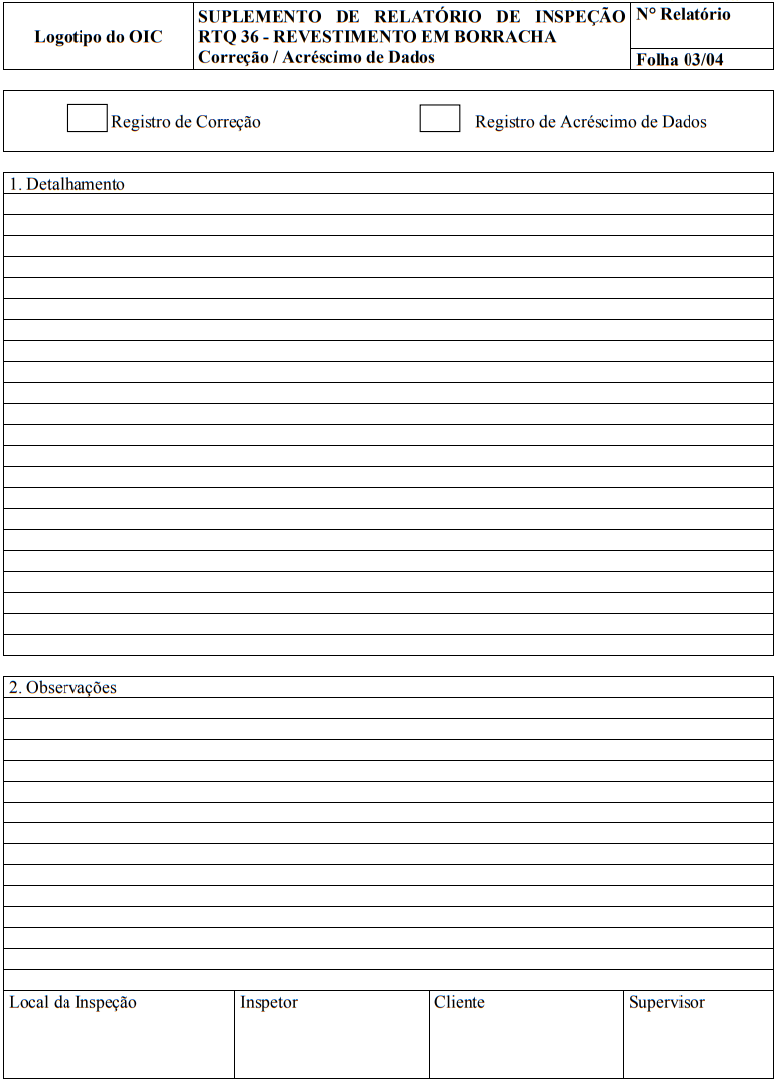
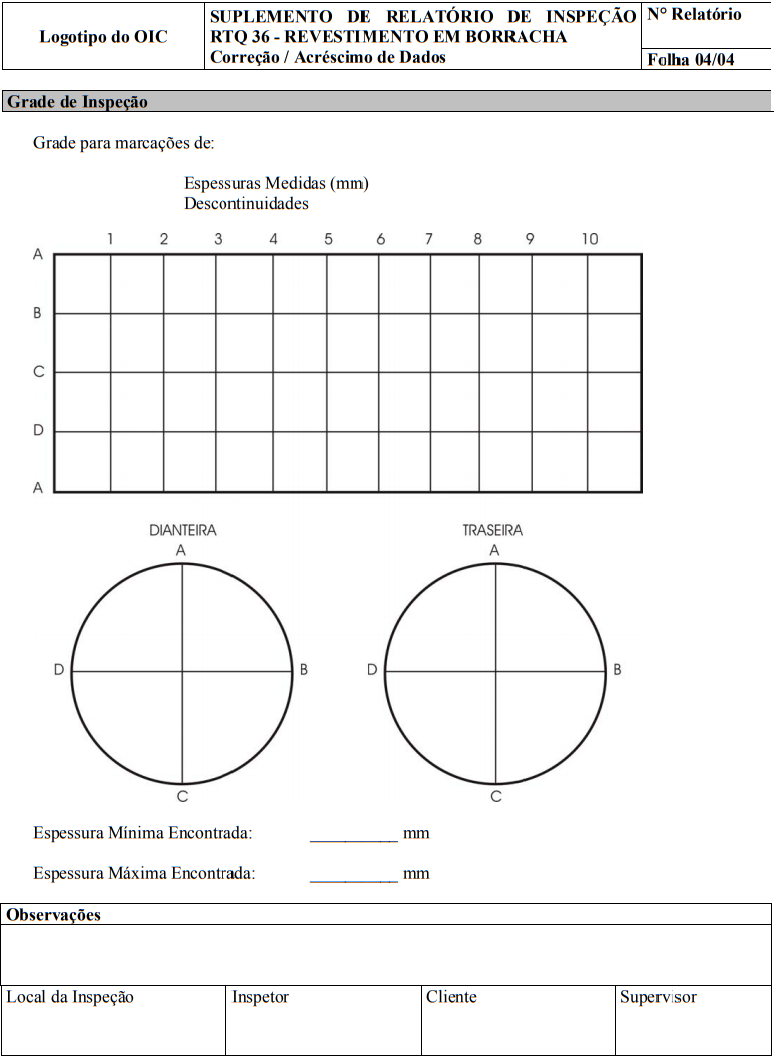

1. OBJETIVO
Estabelecer os critérios para o programa de avaliação da conformidade para inspeção periódica das carroçarias dos veículos rodoviários para o transporte de produtos perigosos dos grupos 27F, 27H e 27I, em atendimento ao Decreto n.º 96.044/88, visando aumentar o nível de segurança desses equipamentos.
Para efeito deste Regulamento Técnico da Qualidade as carroçarias são consideradas como equipamentos rodoviários (equipamentos veiculares), e definidas como: abertas metálicas, abertas de madeira ou mista, fechadas, mecanismo operacional e caçambas intercambiáveis.
2. DOCUMENTOS COMPLEMENTARES
Decreto n.º 96.044/88: Aprova o regulamento para o transporte rodoviário de produtos perigosos.
Lei n.º 9.503/97: Institui o CTB.
Portaria Denatran n.º 20/02: Estabelece os procedimentos para aplicação dos dispositivos refletivos de segurança em veículos de carga com peso bruto total (PBT) superior a 4536kg.
Portaria Denatran n.º 27/02: Estabelece os procedimentos para cadastramento dos instaladores/fabricantes de equipamentos veiculares (carroçaria) e emissão do Certificado de Adequação à Legislação de Trânsito – CAT, para efeito de complementação do pré-cadastro do Sistema Nacional de Trânsito.
Resolução Contran n.º 128/01: Estabelece a exigência de dispositivo de segurança.
Resolução Contran n.º 14/98: Estabelece os equipamentos obrigatórios para a frota de veículos em circulação e dá outras providencias.
Resolução Contran n.º 157/04: Fixa especificações para os extintores de incêndio, equipamento de uso obrigatório nos veículos automotores, elétricos, reboque e semi-reboque, de acordo com o art. 105 do CTB.
Resolução Contran n.º 184/05: Estabelece o limite de peso e dimensões para veículos que transitem por vias terrestres.
Resolução Contran n.º 43/98: Complementa a Resolução Contran n.º 14/98, que dispõe sobre equipamentos de uso obrigatório nos veículos automotores.
Resolução Contran n.º 48/98: Disciplina a inscrição de dados técnicos em veículos de carga e transporte coletivo de passageiros.
Resolução Contran n.º 68/98: Requisitos de segurança necessários à circulação de combinações de veículos de carga – CVC, a que se referem os artigos 97, 99 e 314 do CTB e os parágrafos 3º e 4º dos artigos 1º e 2º, respectivamente, da Resolução Contran n.º 12/98.
Resolução Contran n.º 680/87: Estabelece requisitos referentes aos sistemas de iluminação e de sinalização de veículos.
Resolução Contran n.º 692/88: Altera dispositivos da Resolução Contran n.º 680/87.
Resolução Contran n.º 210/06: Estabelece os limites de peso e dimensões para veículos que transitem por vias terrestres e dá outras providências.
Resolução Contran n.º 211/06: Estabelece requisitos necessários à circulação de Combinações de Veículos de Carga – CVC, a que se referem os arts. 97, 99 e 314 do CTB.
RTQ: Registro de descontaminador de equipamentos para transporte de produtos perigosos.
NIT-DIOIS-004: Critérios específicos para a acreditação de organismos de inspeção na área de veículos e equipamentos que transportam produtos perigosos.
ABNT NBR 7503: Ficha de emergência e envelope para o transporte terrestre de produtos perigosos – características, dimensões e preenchimento.
ABNT NBR 9735: Conjunto de equipamentos para emergências no transporte terrestre de produtos perigosos.
ABNT NBR 7500: Identificação para o transporte terrestre, manuseio, movimentação e armazenamento de produtos.
ABNT NBR 7501: Transporte terrestre de produtos perigosos – terminologia. Glossário de terminologias técnicas utilizadas nos RTQ para o transporte de produtos perigosos.
3. DEFINIÇÕES
Para fins deste Regulamento Técnico da Qualidade, são adotadas as definições constantes no Glossário de Terminologias Técnicas utilizadas nos RTQ para o Transporte Rodoviário de Produtos Perigosos.
4. SIGLAS
CIPP: Certificado de Inspeção para o Transporte de Produtos Perigosos
Contran: Conselho Nacional de Trânsito
CTB: Código de Trânsito Brasileiro
Denatran: Departamento Nacional de Trânsito
EPI: Equipamento de Proteção Individual
END: Ensaios Não destrutivos
Inmetro: Instituto Nacional de Metrologia, Normalização e Qualidade Industrial
NIEV: Número de Identificação de Equipamento Veicular
OIA-PP: Organismo de Inspeção Acreditado-Produtos Perigosos
OIA-SV: Organismo de Inspeção Acreditado-Segurança Veicular
RTQ: Regulamento Técnico da Qualidade
5. CONDIÇÕES GERAIS
5.1 O OIA-PP (OIC) deve dispor de pessoal qualificado, infra-estrutura, instrumentos de medição, equipamentos, dispositivos e EPI, conforme relação descrita no Anexo A, aplicáveis às inspeções de equipamentos destinados ao transporte rodoviário de produtos perigosos. Os instrumentos de medição devem estar calibrados, quando aplicável, na validade das suas calibrações e rastreados aos padrões do Inmetro ou organismo internacional reconhecido, exceto nos casos em que não haja esta possibilidade.
5.2 Para cada equipamento a ser inspecionado, o OIA-PP (OIC) define o inspetor, que, inicialmente, confere a identificação do equipamento, conforme: documentação do equipamento, CIPP, placa do fabricante de quipamento, quando existente, placa do código NIEV, quando aplicável, placa de inscrição dos dados técnicos do equipamento após o encarroçamento conforme Resolução Contran n.° 49/98, placas de identificação e de inspeção do Inmetro, devem ser afixadas no suporte porta- placas, na impossibilidade da fixação deste suporte em carroçarias (fechada e aberta) e utilitários podem ser afixadas diretamente na carroçaria, bem como a chapa de identificação do equipamento.
5.2.1 A placa do fabricante do equipamento, quando existente, de verificação volumétrica, quando aplicável, e as placas do Inmetro: de identificação (quando aplicável) e de inspeção (para todos os tipos de equipamento e para qualquer produto perigoso), não devem estar distanciadas uma das outras mais que 10cm, e localizadas na parte dianteira da carroçaria ou caçamba, do lado do condutor do veículo, afixadas em um suporte porta-placas, com exceção para as carroçarias abertas de madeira, tipo baú (metálica) e furgão, podendo ser afixada diretamente ao corpo da carroçaria por rebite ou então placa de inspeção autocolante e destrutiva.
5.2.2 A placa de inscrição dos dados técnicos do veículo após o encarroçamento deve estar localizada na cabina do veículo na superfície das portas ou nas colunas.
5.2.3 A inspeção dos equipamentos que transportam produtos perigosos fracionados, somente deve ser efetuada mediante solicitação por escrito; com a devida identificação do solicitante; dirigida ao OIA-PP (OIC).
Nota: As exigências de inspeção descritas neste RTQ são complementares às exigências estabelecidas pelo Ministério da Defesa (Exército), quando se tratar de equipamentos que transportam PCEE.
5.3 Antes de iniciar a inspeção, o CIPP deve ser apresentado e recolhido pelo inspetor, sendo anexado ao relatório de inspeção, exceto quando for a primeira inspeção.
5.4 O inspetor deve possuir e utilizar os EPI, conforme descritos no Anexo A.
5.5 Para a realização da inspeção, o equipamento instalado no próprio veículo ou em veículo combinado, deve estar vazio, limpo (lavado) e descontaminado. A via original do certificado de descontaminação deve ser apresentada antes da inspeção e ser anexada ao relatório de inspeção.
Nota: O certificado de descontaminação deve ser emitido por descontaminador registrado no Inmetro (RTQ – Registro de Descontaminador de Equipamentos para Transporte de Produtos Perigosos).
5.6 Os prazos de validade da inspeção, em função do tempo de construção do equipamento, e a classificação dos grupos de produtos perigosos, estão estabelecidos na lista de grupos de produtos perigosos do Inmetro.
Notas:
a) O prazo da validade da inspeção deve ser reduzido caso seja constatado o surgimento, reaparecimento ou evolução de irregularidades que comprometam a segurança ou desempenho do equipamento;
b) Os motivos da redução devem constar do relatório de inspeção;
c) Caso não seja possível rastrear a data da construção da carroçaria, os prazos de validade da inspeção são os mesmos do veículo no qual encontra-se instalada.
5.7 O equipamento que sofreu acidente ou avaria por fogo, independentemente da extensão dos danos, ou qualquer tipo de reparo ou modificação estrutural / dimensional deve ser retirada imediatamente de circulação, para os devidos reparos e posterior inspeção. Quando o equipamento for transferido de um chassi para outro ou removido e reposicionado no mesmo chassi, o mesmo deve ser novamente inspecionado. O CIPP em validade, nestes casos, deve ser recolhido e cancelado.
5.8 O equipamento que em fiscalização rodoviária apresentar irregularidades que comprometam a segurança, deve ter o CIPP apreendido, perdendo o mesmo a sua validade. Depois de corrigidas as irregularidades, o equipamento deve ser inspecionado para que seja emitido um novo CIPP.
5.9 Somente é emitido o CIPP se forem atendidas às condições e exigências estabelecidas neste RTQ e nos demais RTQ, e normas aplicáveis.
5.10 As irregularidades constatadas na inspeção devem ser devidamente corrigidas e equipamento deve ser submetido a uma nova inspeção para que o CIPP seja emitido.
5.11 Durante a validade do CIPP o equipamento deve, em qualquer circunstância, manter as condições estabelecidas neste e nos demais RTQ, e normas aplicáveis.
5.12 Chapa de identificação do equipamento
Deve ser afixada uma chapa de dimensões 40 x 130mm, de espessura mínima de 2mm, em aço inoxidável, deve ser afixada por solda em todo o seu perímetro no corpo do equipamento (veículo tipo basculante), e no equipamento (veículo do tipo utilitário e carroçaria aberta e fechada) podendo ser fixada diretamente ao corpo do mesmo, do lado do condutor do veículo. Sobre esta chapa deve ser gravado de modo indelével, de preferência em baixo relevo, o número Inmetro do equipamento fornecido pelo OIA-PP (OIC). Cada número deve ter no mínimo 8mm de altura.
5.13 O OIA-PP (OIC) deve realizar o registro fotográfico analógico do equipamento, com câmera fotográfica analógica, de forma que permita quando posicionado no LI, a visualização da traseira com uma das laterais do mesmo, evidenciando claramente: o código temporal, a placa de licença, a identificação da data (dia/mês/ano) da realização da inspeção, o nome do OIA-PP (OIC), o seu número de acreditação, e o número de identificação do LI.
5.13.1 Os registros fotográficos devem ser feitos com câmara fotográfica analógica e as suas fotografias devem ser ampliadas em tamanho contato (index) ou em outro tamanho ou gravadas em CD ou DVD, e apresentadas ao Inmetro nas auditorias ou quando solicitadas. Os filmes fotográficos devem ser codificados, guardados e preservados em local adequado, conforme procedimento específico do OIA-PP (OIC). As fotografias podem ser coloridas ou em preto e branco.
5.13.2 Regra para utilização do código temporal
O código temporal é baseado nos resultados da Loteria Federal do Brasil, através das extrações realizadas aos sábados.
O número utilizado é aquele que coincide, na mesma ordem, com os últimos algarismos dos cinco primeiros prêmios da extração da Loteria Federal do Brasil, iniciando-se no primeiro prêmio e terminando no último, conforme o exemplo a seguir:
Resultado do sorteio da loteria de sábado: 1º (64.126), 2º (13.020), 3º (40.591), 4º (23.086) e 5º (12.379). O código temporal deste exemplo é 60.169 que deve ser utilizado no período imediato ao sábado (de segunda-feira a sábado).
Nota: Não havendo extração da Loteria Federal do Brasil, em qualquer sábado, o código temporal utilizado deve ser aquele do último sorteio, até a sua regularização.
5.14 O OIA-PP (OIC) deve realizar a impressão de 02 (dois) decalques do número do chassi do equipamento, e no caso da aprovação da inspeção, os decalques devem ser colados nas 1ª e 2ª vias do CIPP, de acordo com o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
5.15 A inspeção do equipamento deve ser realizada em LI, conforme a norma NIT-DIOIS-004.
5.16 É obrigatória a utilização de acessórios certificados no âmbito do SBAC, quando aplicável.
5.16.1 Entende-se por acessórios: válvula, tampa, quinta-roda, pino-rei, e outros.
5.17 A inspeção não deve ser realizada se:
a) não forem apresentados os documentos necessários mencionados neste RTQ;
b) o equipamento não for rastreado, conforme item 5.2;
c) o equipamento não estiver devidamente limpo e descontaminado;
d) o equipamento não atender às condições exigidas.
5.17.1 Rastreabilidade
Caso o equipamento não atenda o item 5.2 e seus subitens, quanto ao quesito rastreabilidade, o mesmo deve ser inspecionado pelo OIA-PP (OIC), somente após o atendimento dos seguintes critérios:
a) encaminhamento ao Inmetro, pelo proprietário do equipamento, da solicitação de capacitação do respectivo equipamento, devidamente justificada;
b) análise da solicitação pelo Inmetro;
c) parecer do Inmetro quanto à viabilidade da solicitação;
d) caso viável, o Inmetro deverá verificar a existência e as condições de manutenção do equipamento;
e) caso constatado o atendimento ao item d), o Inmetro autorizará o OIA-PP (OIC) a realizar a inspeção.
Notas:
a) Na impossibilidade da identificação da data da construção do equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= número de inspeções já realizadas no equipamento (dígitos de controle do equipamento na Placa de Inspeção ou no CIPP) e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=17 e Ac= 1992).
b) Na impossibilidade da identificação da data da construção do equipamento e do número de inspeções já realizadas no equipamento, deve ser preenchido com o ano obtido através da seguinte fórmula: A – I= Ac, onde A= ano da inspeção (atual), I= 16 e Ac= ano a ser considerado como ano de construção do equipamento (exemplo: A= 2009, I=16 e Ac= 1993).
c) Na impossibilidade da identificação da data da instalação da carroçaria (aberta ou fechada) ou da caçamba basculante, deve ser considerada a data da construção do veículo na qual se encontra instalada.
d) Na impossibilidade da identificação da data da construção da caçamba intercambiável ou do contentor, deve ser preenchido com o ano obtido através da seguinte fórmula: B – 05= Bc, onde B= ano da inspeção (atual) e Bc= ano a ser considerado como ano de construção da caçamba intercambiável (exemplo: B= 2005 e Bc= 2000).
e) Todos os acessórios do equipamento deverão ser substituídos por novos.
5.18 A critério do Inmetro, o fabricante ou proprietário do equipamento deve prestar informações sobre a execução de reparos ou reformas do mesmo, de qualquer natureza.
5.19 O responsável pelo equipamento pode acompanhar a inspeção sem prejuízo da mesma.
6. EXECUÇÃO DA INSPEÇÃO
6.1 Equipamento (carroçaria)
6.1.1 Afastamento
A carroçaria montada em chassi de caminhão deve estar afastada da cabina do veículo no mínimo 50mm.
6.1.2 Assoalho
Deve estar em bom estado de conservação.
Assoalhos de madeira devem estar bem fixados, sem espaçamento entre as tábuas ou componentes. Não é admitida a sobreposição de tábuas ou componentes, para efeito de reparo.
Assoalhos metálicos não devem ter furo, trinca, corrosão generalizada ou localizada.
6.1.3 Componentes
Todos os componentes da carroçaria, tais como laterais, teto, guardas, sobre guardas, painel dianteiro, tampas, portas, etc., devem estar bem fixados.
Não devem apresentar trinca, furo, decomposição, corrosão generalizada ou localizada e parte solta. Os parafusos e porcas não devem estar soltos, incompletos ou faltando.
As soldas e os rebites devem estar íntegros.
6.1.4 Dispositivos de amarração
Os dispositivos de amarração para impedir a deformação e danos à carroçaria assim como a movimentação lateral da carga constituída por cabos, correntes, ganchos, catracas, arcos, perfis superiores, etc., devem estar bem fixados, operando normalmente, e em bom estado de conservação.
6.1.5 Dispositivos de travamento
Dispositivos roscados, cupilhados, trincos, etc. de travamento das guardas e tampa traseira, devem estar em bom estado de conservação e atuando perfeitamente.
As cupilhas devem estar presas à carroçaria e nos travamentos roscados as porcas devem ultrapassar a extremidade do fuso.
6.1.6 Elementos de apoio e fixação ao chassi
A carroçaria deve estar devidamente instalada e apoiada no chassi do veículo de modo a impedir a sua movimentação ou deslocamento.
6.1.6.1 Calços dos grampos “U”
Devem estar, devidamente posicionados, íntegros, sem trinca ou corrosão acentuada e devem possuir canal central para a perfeita acomodação dos grampos de fixação.
6.1.6.2 Grampos de fixação
Devem estar íntegros, bem fixados, possuir porca e contra-porca ou porca auto travante. As laminas de fixação não devem apresentar trinca, e deformação acentuada.
6.1.6.3 Juntas de apoio
Quando houver, devem ser de madeira, estar alinhadas, em bom estado de conservação, sem empeno, trinca e decomposição generalizada ou localizada.
Outros materiais são admitidos desde que atendam aos critérios de resistência, finalidade e, no caso de transporte de explosivos não apresentem condições de faiscamento.
6.1.6.4 Placas metálicas ou parafusos de fixação
Placas metálicas de fixação da carroçaria ao chassi do veículo, soldadas, rebitadas ou aparafusadas, devem estar em bom estado de conservação, sem corrosão ou trinca.
As soldas devem estar íntegras e os parafusos bem fixados e com porcas. As placas devem apresentar todos os parafusos ou rebites de fixação.
Não se admite a fixação da carroçaria através de parafusos passantes pelas abas do chassi.
6.1.7 Elementos de articulação
Elementos de articulação, pinos, dobradiças, devem estar completos, íntegros, bem fixados e sem corrosão.
6.1.8 Elementos estruturais
Os elementos estruturais tais como longarinas, travessas, colunas e anéis de reforço devem estar em bom estado de conservação.
Não devem apresentar trinca, decomposição, corrosão generalizada ou localizada.
6.1.9 Reforço estrutural longitudinal (tirante)
O reforço estrutural longitudinal é exigido para carroçarias de madeira instaladas em veículos com PBT acima de 4.500kgf. Deve ser constituído por um par de tirantes para carroçarias até 6,5m de comprimento e por 02 (dois) pares para as acima desta dimensão. Devem estar em bom estado de conservação, bem fixados e com todos os elementos de fixação. Os componentes e elementos de fixação do tirante devem estar completos, íntegros e bem fixados.
6.1.10 Dimensões
Devem ser realizadas as seguintes medidas externas da carroçaria:
a) comprimento;
b) largura;
c) altura;
6.2 Equipamento (caçamba intercambiável)
6.2.1 Afastamento
A caçamba quando está sobre o chassi de caminhão deve estar afastada da cabina do veículo no mínimo 50mm.
6.2.2 Corpo
Deve estar em bom estado de conservação. Não deve ter furo, trinca, corrosão severa.
6.2.3 Componentes
Todos os componentes da caçamba, tais como laterais, fundo, tampos, e olhais devem estar bem fixados.
Não devem apresentar trinca, furo, decomposição, corrosão severa e parte solta. Os parafusos e porcas não devem estar soltos, incompletos ou faltando.
As soldas e os rebites devem estar íntegros.
6.2.4 Dispositivos de travamento
Dispositivos roscados, cupilhados, trincos, etc., devem estar em bom estado de conservação e atuando perfeitamente.
6.2.5 Elementos de apoio e fixação ao chassi
A caçamba deve estar devidamente instalada e apoiada no chassi do veículo de modo a impedir a sua movimentação ou deslocamento.
6.2.6 Elementos de articulação
Elementos de articulação, pinos, dobradiças, devem estar completos, íntegros, bem fixados e sem corrosão.
6.2.7 Elementos estruturais
Os elementos estruturais tais como longarinas, travessas, colunas e anéis de reforço devem estar em bom estado de conservação.
Não devem apresentar trinca, decomposição, corrosão severa.
6.2.8 Dimensões
Devem ser realizadas as seguintes medidas externas da caçamba:
a) comprimento;
b) largura;
c) altura;
6.2.9 Dispositivos de fixação da caçamba ao chassi do veículo
Deve estar em bom estado de conservação. Não deve ter furo, trinca, corrosão severa. Devem ter resistência suficiente para suportar as cargas longitudinais, transversais e verticais ascendentes.
6.2.10 Operacionalidade
Deve ser constatada a operacionalidade da caçamba quanto a sua montagem no chassi do veículo e desmontagem.
7. RESULTADO DA INSPEÇÃO
7.1 Deve ser elaborado um relatório de inspeção (Anexo B), constando dados referentes ao proprietário do equipamento, medições, ensaios realizados e parâmetros de aprovação ou de reprovação.
7.2 No relatório de inspeção devem constar os resultados e observações dos itens inspecionados.
7.3 Quando da aprovação do equipamento, o OIA-PP (OIC) deve preencher e fornecer o CIPP. O Registro de Não-Conformidade deve ser preenchido durante a inspeção conforme requisitos estabelecidos no RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, em 02 (duas) vias, sendo a primeira via do proprietário do equipamento e a segunda via do OIA-PP (OIC). Durante o reparo do equipamento o proprietário deve receber uma cópia do Registro de Não-Conformidade. A primeira via do Registro de Não-Conformidade é entregue ao proprietário do equipamento após aprovação da inspeção.
7.3.1 O CIPP não deve ser plastificado.
7.4 No caso da reprovação do equipamento, o OIA-PP (OIC) deve preencher o Registro de Não- Conformidade, com a descrição da(s) não-conformidade(s) evidenciada(s). A grade de inspeção deve ser anexada ao Registro de Não-Conformidade, para orientar a reparação dos itens irregulares.
7.5 O inspetor deve informar ainda, no Registro de Não-Conformidade, se algum item que necessita reparo afeta a integridade estrutural do equipamento.
7.5.1 Nos casos onde o dano afeta a integridade estrutural do equipamento, o mesmo só pode ser reparado no seu fabricante.
7.5.2 Caso os danos não afetem a integridade estrutural do equipamento, o mesmo pode ser reparado em empresas reparadoras capacitadas, quando aplicável.
7.5.3 Os serviços de reforma só devem ser realizados no fabricante ou no reformador capacitado.
7.5.4 Em qualquer dos casos referidos nos itens 7.5.1, 7.5.2 e 7.5.3 o proprietário deve informar ao OIA-PP (OIC) o local onde será feito o reparo ou a reforma, para o devido acompanhamento desde o seu início.
7.6 O proprietário do equipamento tem o prazo máximo de 30 (trinta) dias para corrigir a(s) irregularidade(s) e apresentar o equipamento para reinspeção para verificação da conformidade do Registro de Não-Conformidade. Expirando este prazo deve ser feita uma nova inspeção.
7.7 Quando da aprovação do equipamento após a reinspeção, o OIA-PP (OIC) deve emitir o CIPP, preenchendo-o conforme o RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos, verificando no Registro de Não-Conformidade os itens que foram reparados e que foram considerados conformes.
7.8 Após a aprovação final do equipamento, o inspetor que executou a inspeção, deve afixar a placa de identificação e de inspeção no suporte porta-placas (na impossibilidade, deve ser afixada diretamente ao corpo do equipamento), devendo estar de acordo com os requisitos do RTQ – Instrução para Preenchimento de Registros de Inspeção da Área de Produtos Perigosos.
8. ANEXOS
Anexo A – Correlação de Equipamentos / Instrumentos de Medição / Dispositivos / EPI com os RTQ
Anexo B – Relatório de Inspeção e Suplemento de Relatório (modelo)
ANEXO A – CORRELAÇÃO DE EQUIPAMENTOS / INSTRUMENTOS DE MEDIÇÃO / DISPOSITIVOS / EPI COM OS RTQ
|
|
PÁRA-CHOQUE |
EQUIPAMENTO
VEICULAR – CONSTRUÇÃO |
EQUIPAMENTO
VEICULAR – PERIÓDICA |
REVESTIMENTO
INTERNO |
|||||||||
|
RELAÇÃO |
RTQ
32 |
RTQ
1c |
RTQ
3c |
RTQ
6c |
RTQ
7c |
RTQ PRFVc |
RTQ
1i |
RTQ 3i |
RTQ 6i |
RTQ 7i |
RTQ CAR |
RTQ PRFVi |
RTQ
36 |
|
Paquímetro
(150mm – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Trena (3m – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Manômetro (100kPa – mínimo) ou coluna de água (2 m – mínimo) *1 |
|
|
|
|
X |
|
|
|
|
X |
|
|
|
|
Manômetro (500kPa- mínimo) *1 |
|
|
|
|
X |
X |
|
|
|
X |
|
X |
|
|
Manômetro (5 a 7MPa- mínimo) *1 |
|
X |
X |
X |
|
|
X |
|
X |
X |
|
|
|
|
Kit rebitadeira / rebites (pop) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Martelo (pena ou bola – 150g – mínimo) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Tipos (números e letras – 3 a 5mm) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Escova (aço) *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Lanterna (a prova de explosão) *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Medidor de espessura por ultra-som *1 |
|
X |
X |
X |
X |
|
X |
X |
X |
X |
|
|
|
|
Medidor de espessura de camadas
(até 12mm) *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Medidor de dureza (Barcol) *4 |
|
|
|
|
|
X |
|
|
|
|
|
|
X |
|
Holliday detector *4 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Martelo (madeira ou borracha) *1 |
|
|
|
|
|
|
|
|
|
|
|
|
X |
|
Kit
de líquidos penetrantes *1 |
X |
|
|
|
|
|
X |
X |
X |
X |
X |
|
|
|
Conjunto
atuador hidráulico / manômetro (200.000N – mínimo) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo de fixação (pára-choque) *2 |
X |
|
|
|
|
|
|
|
|
|
|
|
|
|
Dispositivo (ensaio hidrostático) *1 |
|
X |
X |
X |
X |
X |
X |
|
X |
X |
|
X |
|
|
Medidor de vácuo *2 |
|
|
X |
|
|
|
|
X |
|
|
|
|
|
|
Negatoscópio e densitômetro *2 |
|
X |
X |
X |
X |
|
|
|
|
|
|
|
|
|
Oxi-explosímetro *3 |
|
|
|
|
|
|
|
|
X |
X |
|
|
|
|
Sistema de ar comprimido *2 |
|
|
|
X |
X |
X |
|
|
X |
X |
|
X |
|
|
Yoke/lâmpada ultra-violeta
*4/*5 |
|
|
|
X |
|
|
|
|
|
|
|
|
|
|
Dispositivo (vazamento de gás) *4 |
|
|
|
|
|
|
|
|
X |
|
|
|
|
|
EPI *1 |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
X |
|
Máscara panorâmica (c/ filtro específico) *4 |
|
|
|
|
|
|
X |
|
|
X |
|
|
|
Notas:
a) EPI: macacão de manga comprida, capacete, óculos de proteção, máscara semi-facial, protetor auricular, bota com sola anti-derrapante, luvas, capa de chuva, e protetor auricular.
b) *1 – Por inspetor.
c) *2 – Compulsório (flexibilidade: o cliente poderá disponibilizar no ato da inspeção).
d) *3 – Voluntário (desde que seja apresentado, no ato da inspeção, o certificado de descontaminação ou de inertização).
e) *4 – Quantidade compatível com a frequência das inspeções.
f) *5 – Voluntário (compulsório quando utilizado aço UHT).
ANEXO B – RELATÓRIO DE INSPEÇÃO E SUPLEMENTO DE RELATÓRIO (MODELO)